всей высоте среза, что приводит к Местному выпучиванию ло наружному диаметру, а увеличение высоты пояска более 2,5 ведет к уменьшению диаметра торцевой части поковки за счет роста тангенциальных напряжений.
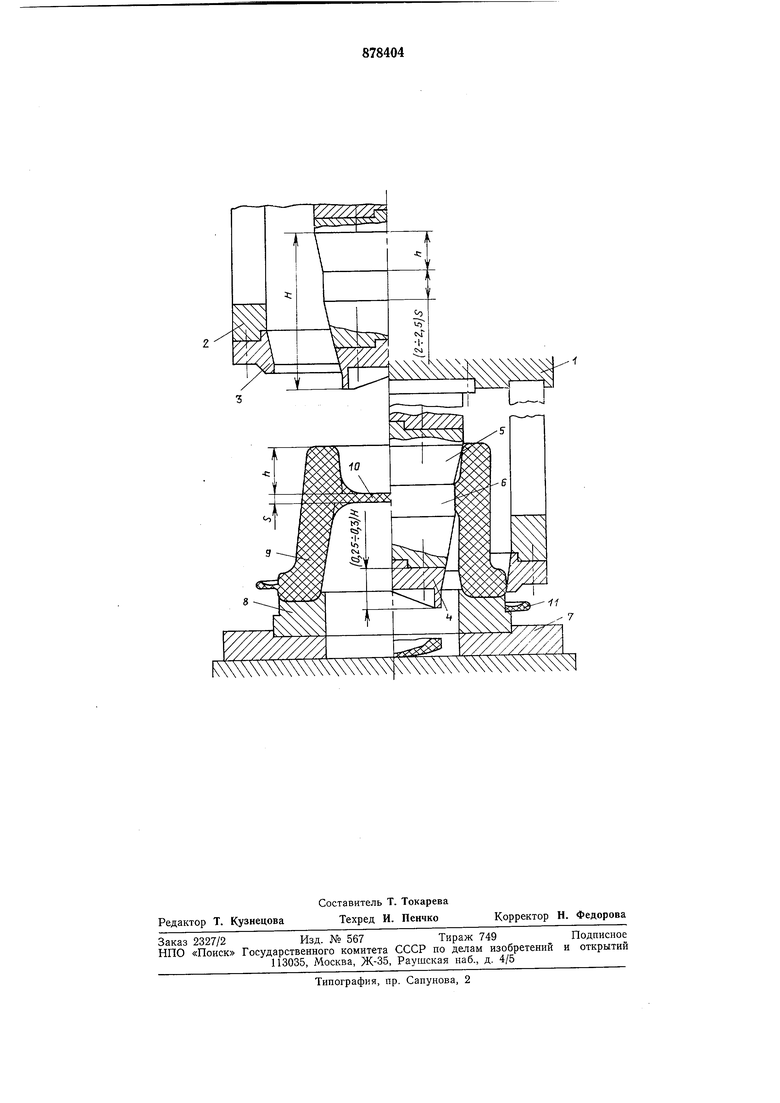
Конический участок прошивня над цилиндрическим пояском выполнен высотой, равной высоте от верхнего торца поковки до перемычки. Деформирование инструментом с протяженностью конического участка над цилиндрическим пояском менее h приводит к отклонению размеров по торцевой части поковки. Для получения заданных размеров по торцу локовки необходимо увеличивать рабочий ход. Конструирование деформирующего инструмента с коническим участком более h сокращает рабочий ход, но приводит к увеличению диаметра торцевой части и..браку поково4(.
Штамп .;леду1©щим образом.
Поковйа Э переМычкой 10 и облоем 11 уст навлива| ТСЯна матрицу 8. При включении пресса,верхняя плита 1 с пуансоном 3 и; конйчеЙ й и- рошивнем перемещаются вниз. В нач льцои- стадии процесса режущая;часть 4 прошивня из штамповой стали прошивает отверстие в поковке. При дальнейшем перемещении, коническая деформирующая часть 5 прошивня воздействует на полую кольцевую часть поковки, увеличивая ее размеры в щиротном сечении. Цилиндрический поясок 6 в средней части конического прошивня, благодаря выбранным соотношениям, производит калибровку, частично снимает остаток перемычки 10 под прошивку отверстия. Под действием изгибающего момента, создаваемого тангенциальными напряжениями, деформируемая часть поковки стремится изогнуться в меридиальном сечении, чему препятствует коническая часть прошивня, расположенная над калибрующим пояском, обеспечивая получение поковок заданной формы и размеров. На последней стадии процесса пуансон 3 обрезает облой 11. При ходе верхней плиты 1 вверх поковка с помощью выталкивателя и системы скоб и тяг снимается с конического прощивня и возвращается в исходное положение.
Использование предложенной конструкции щтампа позволяет получать осесимметричные поковки с фланцем с прямолинейной образующей и минимальными припусками на механическую обработку, что сокращает расход металла на их производство до 15-20%, кроме того, штамп обеспечивает более благоприятное расположение волокон, плавно огибающих контур детали, что повыщает качество и эксплуатационные характеристики деталей.
Формула изобретения
Штамп для обрезки облоя, прощивки и раздачи поковок, содержащий верхнюю плиту со смонтированными на ней пуансоном и коническим нрощивнем с режущей и деформирующей частями, а также нижнюю
плиту с установленной на ней матрицей, отличающийся тем, что, с целью повыщения качества получаемых изделий и экономии металла, режущая часть прошивня на участке высотой равной 0,25-0,3 его
общей высоты изготовлена из штамповой стали, а деформирующая - из серого чугуна, при этом в средней части ее выполнен цилиндрический поясок, высотой в 2-2,5 раза превышающей толщину прошиваемой
перемычки, а конический участок прошивня над цилиндрическим пояском выполнен высотой, равной высоте от верхнего торца поковки до перемычки.
Источники информации, принятые во внимание при экспертизе
1. Штамповка без штамповочных уклонов, РТМ2 Н83-12-76, ВИСП, 1977, 45 с. 49-50.
| название | год | авторы | номер документа |
|---|---|---|---|
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| Штамп для обрезки облоя и обжима поковок | 1983 |
|
SU1159707A1 |
| Совмещенный штамп | 1978 |
|
SU795700A1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Штамп для обрезки облоя | 1980 |
|
SU910301A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |