Изобретение относится к ремонтному производству и может быть использовано при восстановлении изношенных деталей типа крестовин карданного шарнира, поршневых пальцев и других полых деталей.
Известно устройство для восстановления деталей типа крестовин карданного шарнира, содержащее станину, установленную на ней шпиндельную головку с дорном, приводы вращения дорна и осевого перемещения шпиндельной готовки механизм фиксации обрабатываемой детали, а также механизм подъема и поворота детали на 90о относительно пазов призмы механизма фиксации.
Нагрев шипов крестовины v их раздачу устройством осуществляют путем последовательного внедрения вращающегося дорна в один из шипов крестовины затем
производят поворот детали на 90 относительно пазов втулки (призмы) механизма фиксации с помощью механизма подьема и поворота детали, снова внедряют вращающийся дорн в другой шип до момента раздэ- чк всех шипов крестовины. Выделяющаяся при внедрении вращающегося дорна теплота трения нагревг.ет шип крестовины до пластического состояния, чем исключается необходимость предварительной термообработки, а усилие раздачи, действующее со стороны дорна на шип, позволяет передвигать дорн в тело шипа и одновременно увеличивать его наружный диаметр, при этом не происходит осевая усадка шипа крестовины
Однако известное устройство обеспечивает восстановление только деталей типа крестовин карданного шарнира, причем од XJЈь
ю
жЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления штампов | 1990 |
|
SU1742019A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| Устройство для восстановления детали типа крестовины карданного шарнира | 1977 |
|
SU733949A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1989 |
|
SU1652041A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1981 |
|
SU1031710A1 |
| Устройство для восстановления детали типа крестовины кардонного шарнира | 1980 |
|
SU904963A2 |
| Способ восстановления пустотелых деталей раздачей | 1988 |
|
SU1593874A1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1981 |
|
SU967620A1 |
| Устройство для восстановления деталей | 1980 |
|
SU979068A1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1982 |
|
SU1024138A2 |

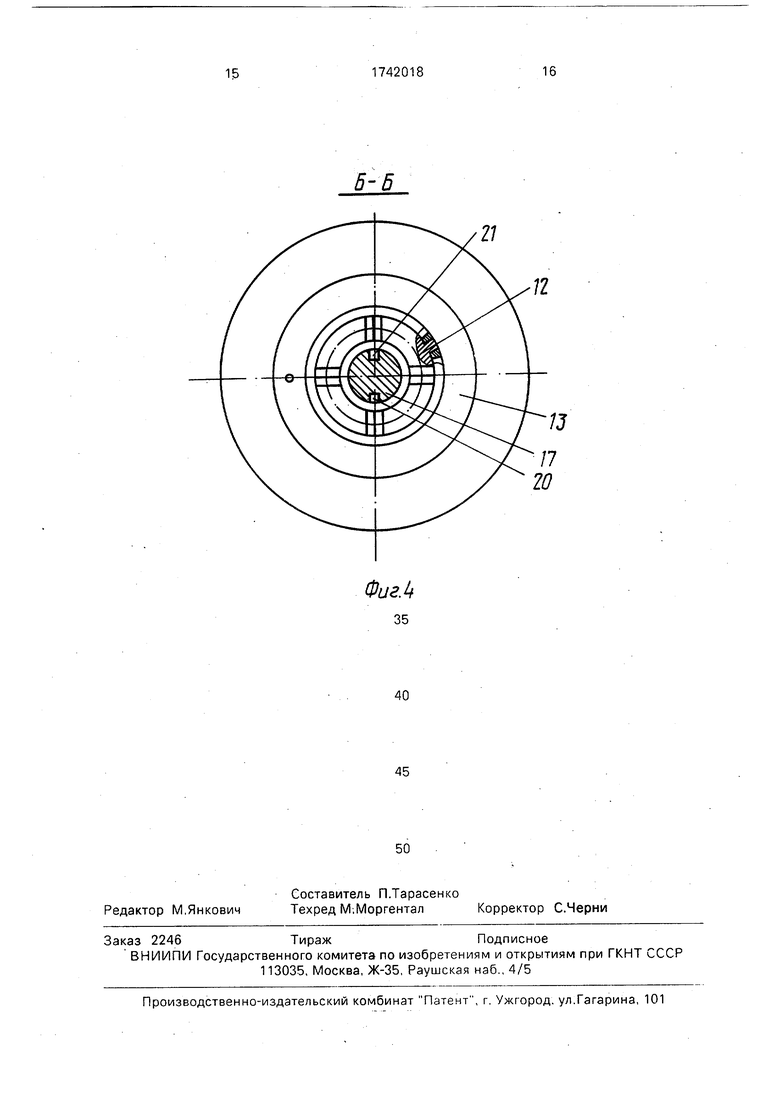
Использование: ремот полых деталей типа крестовин карданного шарнира и поршневых пальцев. Сущность изобретения: на станине смонтироваьь подвижная шпиндельная головка с вращающимся дорном, механизм фиксации обрабатываемой детали и механизм центрирования детали относительно оси дорна. Механизм центрирования включает перемещающийся от привода центрирующий элемент конусной формы с электрическими контактами на боковой поверхности. Контакты соединены с системой управления устройством. Механизм фиксации выполнен в виде кольцевого гидроцилиндра с кольцевым поршнем, сменной подставки и прижима детали. Сменная подставка установлена на штоке, расположенном в полости кольцевого гидроцилиндра. Шток оснащен приводом осевого перемещения и повооота на 180°. Одна из сменных подставок имеет форму призмы с четырьмя пазами. Вторая подставка выполнена в виде желоба с пружинными лепестками. 3 з. п ф-лы, 4 ил.
товую канавку 21 для поворота штока 17 с восстанавливаемой деталью на 180°, а таки кольцевой поршень займет такое положение при котором ось симметрии восстанавZl
8Ю2Ш
8102Ш
U
Редактор М.Янкович
Составитель П.Тарасенко
Техред М.МоргенталКорректор С.Черни
Заказ 2246ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород. ул.Гагарина, 101
21
Фиг.Ц
35
Date : 23/05/2001
Number of pages : 2
Previous document : SU 1742018A1
Next document : SU 1742020A1
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
1
(21)4885919/27 (22)29.11.90
(46)23.06.92. Бюл. Ms 23
(71)Харьковский комплекс Всесоюзного научно-исследовательского технологического института
(72)Е. Е. Босин, В. Н. Журавлев, В. Л. Мохов. Е. П. Полозюк и Б. П. Рудаков (53)621.791(088.8)
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроительной промышленности для восстановления штампов.
Целью изобретения является снижение трудоемкости изготовления и повышение стойкости штампов.
Указанная цель достигается тем, что в способе восстановления изношенных штампов путем предварительной подютов- ки рабочей поверхности штампа, нагрева ее до температуры АС1, последующего ее деформирования жестким телом, имеющим конфигурацию ручья штампа, плавно зачищают дефектные места на рабочей поверхности штампов, затем осуществляют деформирование ее жестким телом, имеющим конфигурацию ручья штампа с заусенечным мостиком, после чего удаляют при окончательной механической обработке металл вокруг заусенечного мостика. Выполнение операций в указанной последовательности, а также условий, обеспечивающих возможность протакания этих операций, снижает трудоемкость мехаь ческой
(19)
SU.... 1742019 А1
(51)5 В 23 Р 6/00
(54) СПОСОБ ВОССТАНОВЛЕНИЯ ШТАМПОВ
(57) Использование: обработка металлов давлением. Сущность изобретения: предварительно зачищают дефектные места на рабочей поверхности штампа. Нагревают ее до температуры Aci и деформируют жестким телом, имеющим конфигурацию ручья штампа с заусенечным мостиком. Затем удаляют металл вокруг заусенечного мостика. 1 ил,
обработки штампа и повышает стойкость штампа за счет сохранения упрочненного поверхностного слоя ручья штампа, полученного как в процессе штамповки, так и в процессе восстановления ручья.
Предлагаемый способ обеспечивает повышение стойкости штампов, экономию штамповой стали, снижение простоев оборудования и трудоемкости изготовления штампов.
На чертеже приведена схема восстановления штампа деформированием его рабочей поверхности жестким телом.
После предварительной механической обработки, т. е. удаления дефектных мест (наплывов металла, мелких разгарных трещин) на заусенечном мостике 2 и элементах ручья 3 штампа 1, нагревают его рабочую поверхность до температуры Aci и затем деформируют жестким телом 4, имеющим конфигурацию ручья штампа с заусенечным мостиком. После охлаждения штампа удаляют при окончательной механической обработке металл 5 вокруг заусенечного мостика 2 Затем штамп термообрабатывают. Ручей
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
