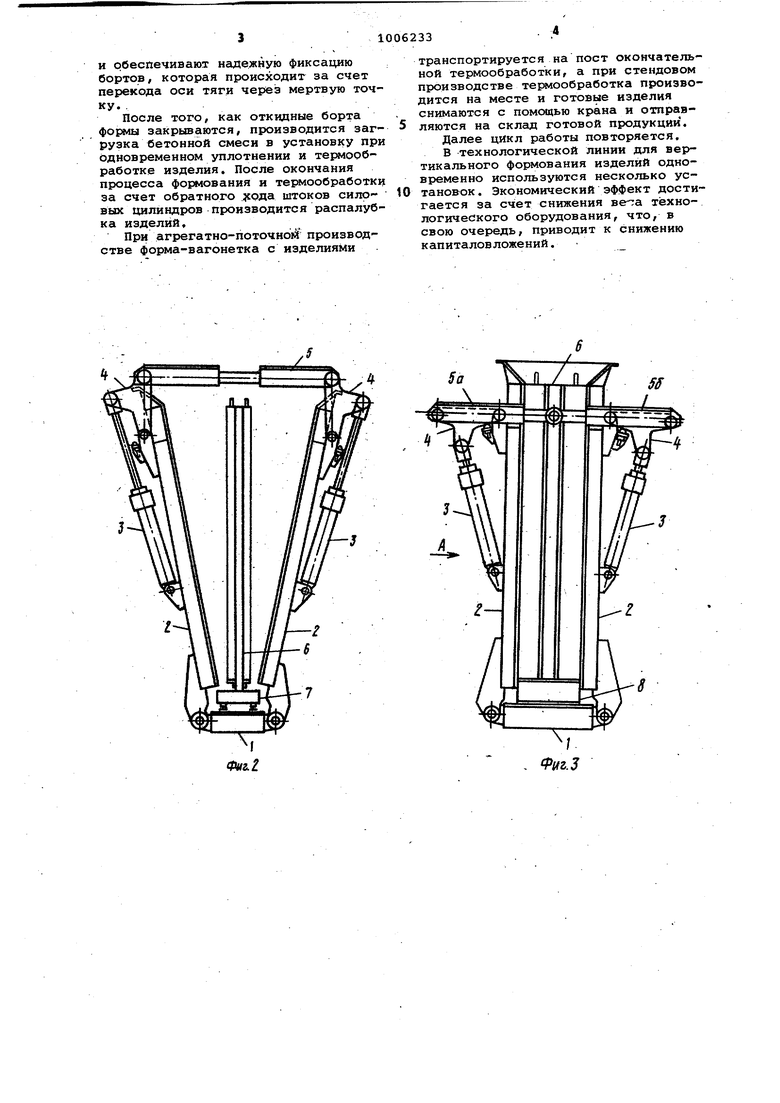
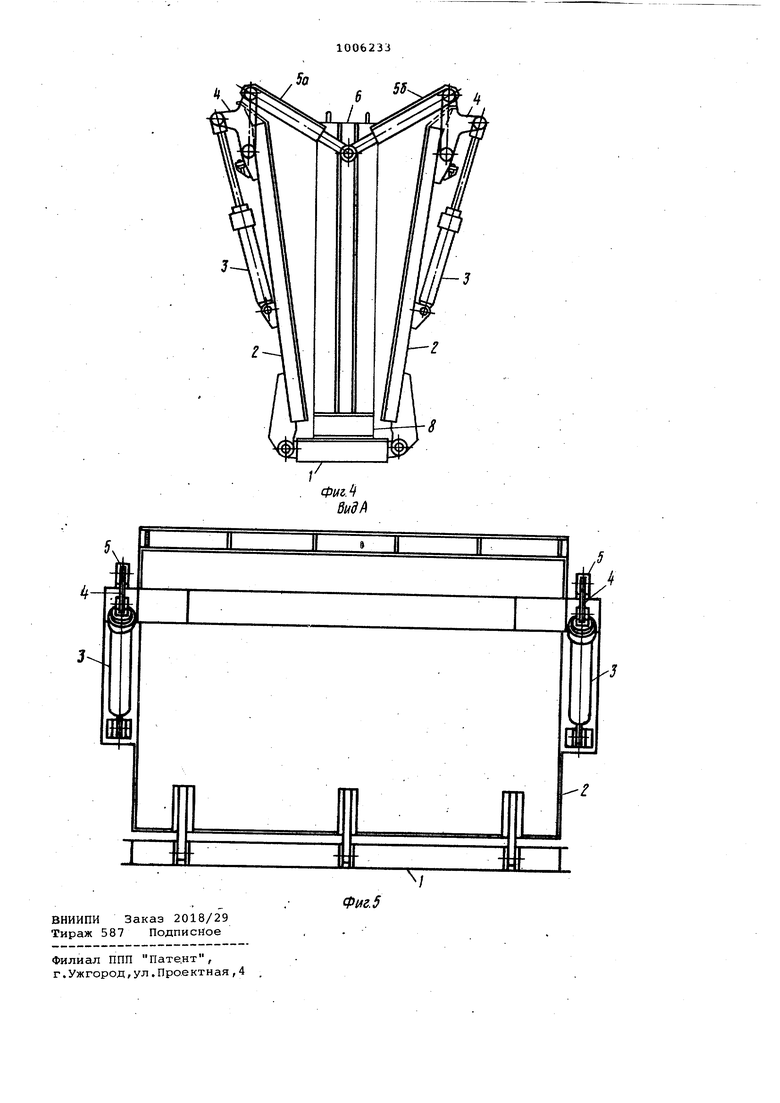
Изобретение относится к оборудованию для производства бетонных и железобетонных изделий., типа плоских плит, а конкретно к приводам, осуществлякядим о тклонение, а также поджим и запирание бортов фор. Известны установки для вертикаль ного формования бетонных и железобе тонных объемных блоков, включающие форму с откидными бортами, шарнирно закрепленными на основании. Откидны борта соединены с штоками силовых цилиндров, установленных на фундаменте. Для фиксации бортов в закрытом состоянии между бортами смонтир ваны замки. Открывание и закрывание замков производится гидроприводом, смонтированным Р установке для формования 1. Недостатком известных, установок является сложность конструкции, которая обусловлена наличием замков и двух гидроприводов, один из котор открывает и закрьйает только борта, а другой - замки. Наиболее близкой к предложенной установке является установка для формования объемных элементов, вклю чающая станину, наружные борта, сердечник и механизмы распалубки и сборки, закрепленные на продольных бортах, у которых верхний и нижний рычаги с зубчатыми колесами на .одно конце приведены в виде силовых циЛИ.НДРОВ, штоки которых соединены со свободными концами нижнего рычага и штангу, соединяющую свободные кон цы верхних рычагов противоположных бортов 2 . I. .Недостатком известной установки является недолговечность конструкции из-за быстрого выхода из строя зубча тых передач потому, что на них действуют большие усилия, которые необходимы не только для открывания бортов , но и для отрыва бортов от формуемого бетонного злемента. Целью изобретения является обеспечение надежности работы. Указанная цель достигается тем, что установка для вертикального форм вания бетонных изделий, содержащая форму с поддоном, наружные откидные борта с механизмом распалубки и сбор ки в виде рычагов, тяг и силовых цилиндров, закрепленных на бортах. снабжена трехплечими рычагами и тяга ми, шарнирно связанными с одними кон цами последних и попарно соединяющими механизмы распалубки противополож ньк бортов, причем второй конец каждого трехплечего рычага шарнирно coe динен с.силовым цилиндром, а третийс соответствуклдим бортом. На фиг. 1 представлена установка для вертикального формования бетонных плит, вид сбоку, используемая в агрегатно-поточной линии, рабочее положение с закрытыми бортами; на фиг.2 - то же,нерабочее положение с открытыми бортами; на фиг. 3 - установка для ве.ртикального формования бетонных плит, используемая при стендовом производстве, рабочее положение с закрытыми бор тамр; на фиг.4 - то-же,нерабочее положение с открытыми бортами;на фиг.5 - вид А на фиг.1 и 3. Установка для вертикального формования бетонных, и железобетонных изделий типа плит может быть использо- вана как на агрегатно-прточных линиях, и при стендовом производстве. На агрегатно-поточных линиях в предлагаемой установке используют форму-вагонетку, перемещающуюся в направляющих, а при стендовом производстве испольг уют стационарный поддон. Предлагаемая .установка позволяет одновременно формовать по две плиты. Установка для вертикального формования бетонньгх и железобетонных плит включает опорную раму 1, на которой шарнирно закреплены откидные борта 2, На внешней стороне бортов 2 шарнирно закреплены силовые цилиндры 3. Штоки зтих цилиндров соединены с одним из концов трехплечих рычагов 4. Другой конец этих рычагов шарнирно закреплен на откидных борта.х 2, а третий конец шарнирно зак- реплен на тяге 5, которая связывает трехплечие рычаги противоположных бортов между собой. Тяга 5 может состоять из двух шарнирно соединенных частей 5а и 56, которые при монтаже установки крепятся на разделительной стенке 6, смонированной на форме-вагонетке 7 для агрегатно-поточной линии и на поддоне 8 - при стендовом производстве. Установка для Вертикального формования бетонных и железобетонных изделий типа плит работает следующим образом. В исходном положении откидные борта установки разведены, а штоки силовых цилиндров ВЫДВИНУТЫ. После.подготовки поддона или соответственно установленной на опорной раме фо лы-вагонетки вклк(чаются в работу силовые цилиндры. При втягивании штоки силовых цилиндров начинают тянуть за собой трехплечие рычаги. Как только конец рычага, соединенный с штоком цилиндра,пройдет мертвую точку, трехплечий рычаг повернется таким образом, что два других его конца займут горизонтальное положение относительно установки, т.е. они будут параллельны оси«тяги. В таком положении трехплечие рычаги воспринимают усилие запирания
и обеспечивают надежную фиксацию бортов, которая происходит за счет перекода оси тяги через мертвую точку.
После того, как откидные борта закрываются, производится загрузка бетонной смеси в установку при одновременном уплотнении и термообработке изделия. После окончания процесса формования и термообработки за счет обратного ода штоков силовых цилиндров производится распалубка изделий.
При агрегатно-поточно производстве форма-вагонетка с изделиями
транспортируется на пост окончательной термообработки, а при стендовом производстве термообработка производится на месте и готовые изделия снимаются с помощью крана и отправляются на склад готовой продукции .
Далее цикл работы повторяется.
В -технологической линии для вертикального формования изделий одновременно используются несколько установок. Экономический эффект достигается за счет снижения ве-;а технологического оборудования, что, в свою очередь, приводит к снижению капиталовложений.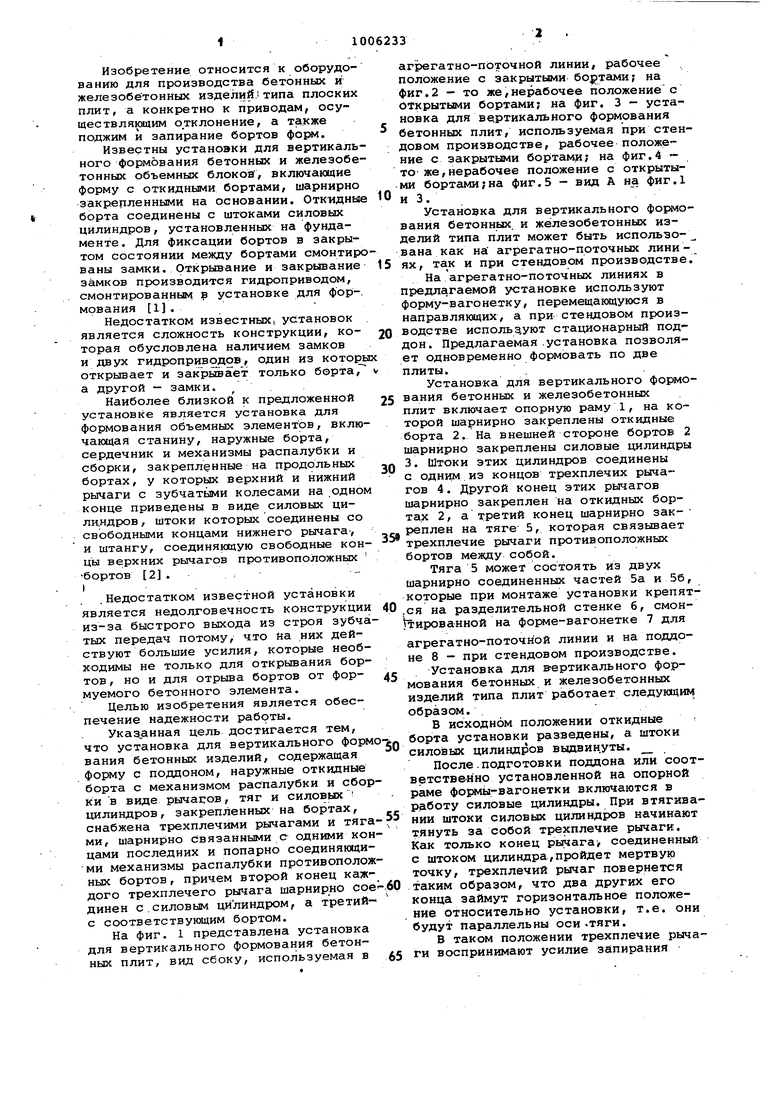
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма-вагонетка для изготовления железобетонных изделий с виброуплотнением | 1982 |
|
SU1071432A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Установка для вертикального формования бетонных изделий | 1984 |
|
SU1331648A1 |
| Устройство для изготовления предварительно напряженных железобетонных изделий | 1983 |
|
SU1135885A1 |
| Устройство для распалубки в линии для изготовления железобетонных изделий | 1983 |
|
SU1201136A1 |
| Форма-вагонетка | 1979 |
|
SU827296A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1989 |
|
SU1742063A1 |
| Установка для вертикального формования бетонных изделий | 1986 |
|
SU1411150A1 |
УСТАНОВКА ДЛЯ ВЕРТИКАЛЬНОГО ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ, .содержащая форму с поддоном, наружные откидные борта с механизмом распалубки и сборки в виде рычагов,.тяг и силовых цилиндров, закрепленных на бортах, отличающаяся тем, что, с целью обеспечения надежности ее работы, она снабжена трехплечими рычагами и тягами, шарнирно связанными с одними концами последних и попарно соединяющими механизмы распалубки противоположных бортов, причем второй конец каждого трехплечего; рычага шарнирно соединен с силовым цилиндром, а третий - с .соответ- .. ствующим бортом.§ to
5а
55
Фиг,. Вид А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина формовочная для изготовления объемных блоков | |||
| Рабочие чертежи института Гипростроммаш, шифр 2990/1, 1980 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для формирования объемных элементов | 1974 |
|
SU514706A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
