J
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма-вагонетка | 1979 |
|
SU827296A1 |
| Форма-вагонетка для изготовления железобетонных изделий с виброуплотнением | 1982 |
|
SU1071432A1 |
| Конвейерная линия для изготовления изделий кассетным методом | 1975 |
|
SU732138A1 |
| Форма-вагонетка | 1989 |
|
SU1611743A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Снижатель установок для формования изделий из бетонных смесей | 1987 |
|
SU1481062A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
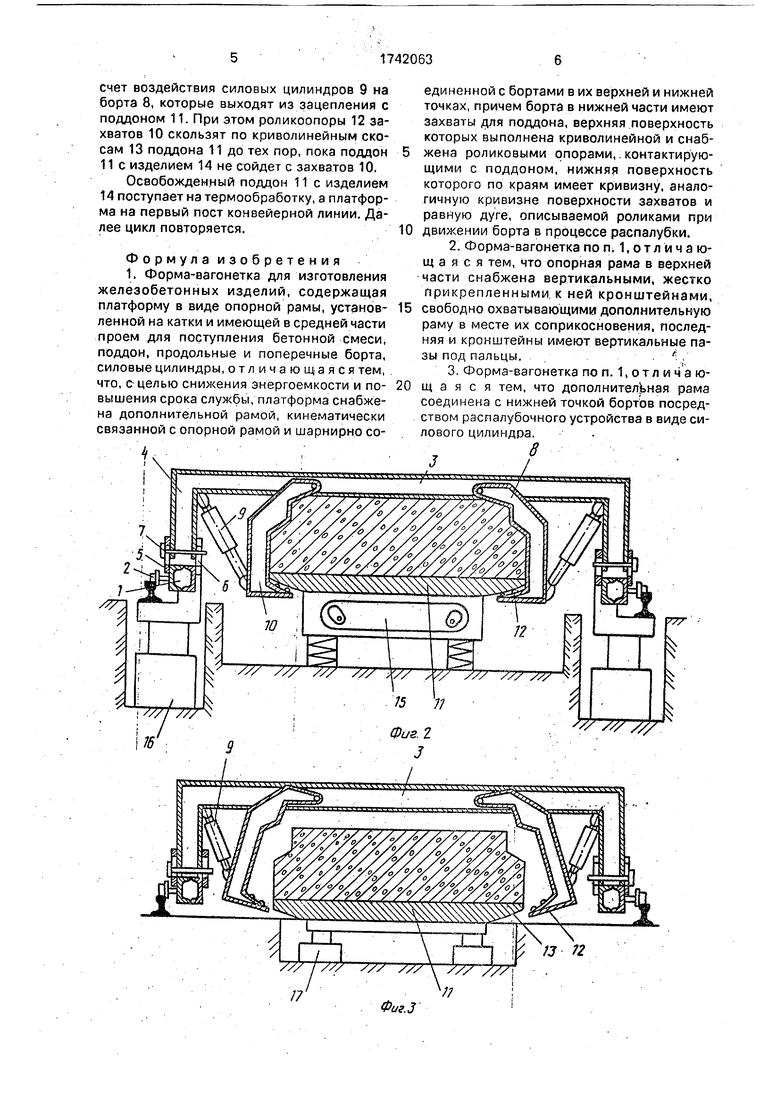
Использование: в стройиндустрии, в оборудовании для производства изделий из бетонных смесей. Сущность изобретения: платформа формы-вагонетки имеет дополнительную раму 4, кинематически связанную с опорной рамой 1 и шарнирно соединенную с бортами 8 в их верхней и нижней точках. Борта 6 в нижней части имеют захваты 10 для поддона 11, верхняя поверхность которых выполнена криволинейной и снабжена роликовыми опорами 12, контактирующими с поддоном 11. Нижняя поверхность поддона по краям имеет кривизну, аналогичную кривизне поверхности захватов 10 и равную дуге, описываемой опорами 12 при движении борта 8 в процессе распалубки. 2 з.п. ф-лы, 5 ил.
/
/
I
6 V
Ъ
ю о о ы
;/
Фиг.1
12
Изобретение относится к оборудованию, используемому при производстве изделий из бетонных смесей, и может быть применено на конвейерно-поточных линиях.
Цель изобретения - снижение энергоемкости при вибрационной и тепловой обработке и повышение срока службы.
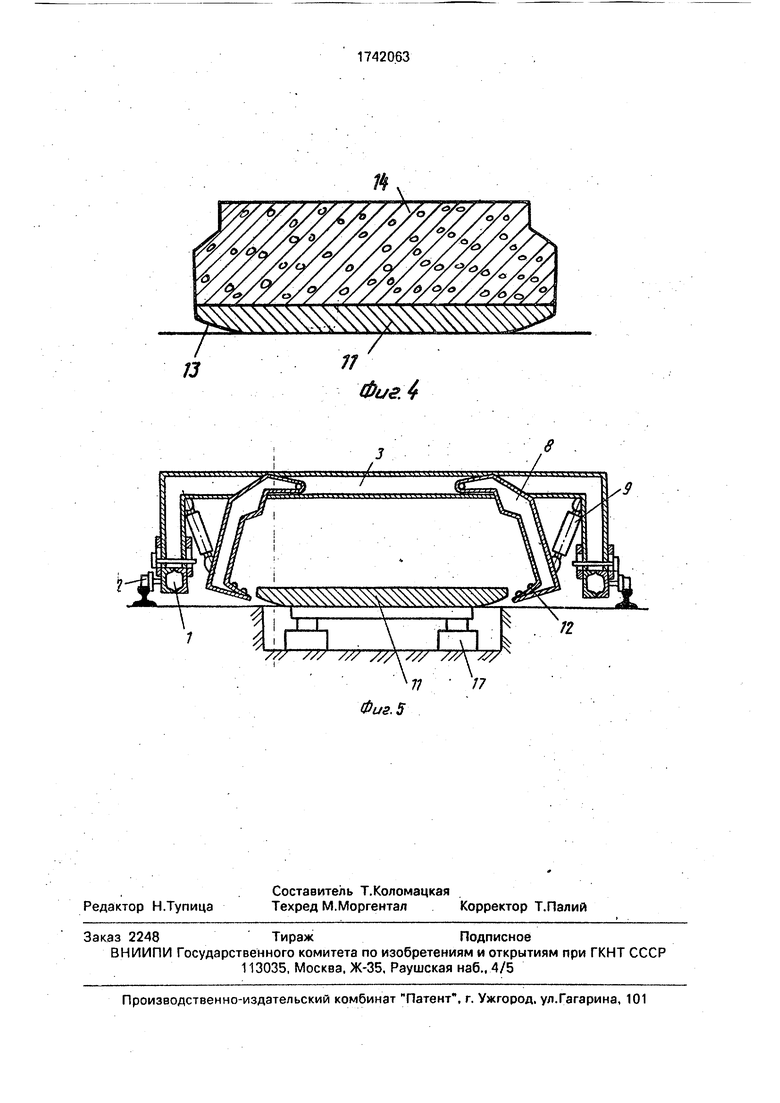
На фиг. 1 изображена форма-вагонетка с изделием на рельсовом пути конвейерной линии; на фиг. 2 - то же, на посту виброуплотнения, на фиг. 3 - то же, на посту распалубки; на фиг. 4 - поддон с изделием в термокамере; на фиг, 5 - форма-вагонетка, подготовленная для приема нового поддона, первый пост конвейерной линии.
Форма-вагонетка для изготовления железобетонных изделий содержит платформу в виде опорной рамы 1, установленной на катки 2 и имеющей в средней части проем 3 для поступления бетонной смеси и до- полнительную раму 4, кинематически связанную с опорной рамой 1. Опорная рама 1 в верхней части снабжена вертикальными, жестко прикрепленными к ней кронштейнами 5, свободно охватывающими дополнительную раму 4, в месте их соприкосновения. Дополнительная рама 4 и кронштейны 5 имеют вертикальные пазы 6 под пальцы 7.
Дополнительная рама 4 шарнирно соединена с бортами 8 в их верхней точке и посредством распалубочного устройства в виде силовых цилиндров 9 - в нижней точке.
Борта 8 в нижней части имеют захваты 10 для поддона 11. Верхняя поверхность захватов 10 выполнена криволинейной и снабжена роликовыми опорами 12, контактирующими с поддоном 11, нижняя поверхность которого по краям имеет кривизну 13, аналогичную кривизне поверхности захватов 10 и равную дуге, описываемой роликами 12 при движении борта 8 в процессе распалубки вокруг верхней точки подвески.
Посты конвейерной линии для изготовления изделий 14 оснащены известными виброуплотняющими машинами 15 и подъемными устройствами 16 - на посту виброуплотнения, 17 - на посту соединения платформы с поддоном 11.
Форма-вагонетка работает следующим образом,
Подготовленный сменный поддон 11 краном (не показан) подают на первый пост конвейерной линии и устанавливают на подъемное устройство 17 (фиг. 5). Затем на этот же пост известными способами (например, толкателем) по рельсовому пути конвейерной линии подают платформу и устанавливают над поддоном 11. Штоки силовых цилиндров 9 втянуты, борта 8 - раскрыты. Включают привод подъемного устройства 17 и поддон 11 поднимают над уровнем пола в исходное положение,для соединения с бортами 8. Подают давление
на силовые цилиндры 9, которые, воздействуя на борта 8, начинают поворачивать их вокруг верхней точки подвески. При этом захваты 10 входят в соприкосновение с поддоном 11, скользя роликоопорами 12 по кри0 волинейным скосам 13 поддона 11. При полном выдвижении штоков борта 8 занимают вертикальное положение, поддон 11 свое рабочее положение и собранная платформа готова к транспортировке на следую5 щий г JCT, пост заполнения бетоном.
После завершения всех необходимых технологических операций по укладке бе- трна платформа по рельсовому пути конвейерной линии подается на пост
0 виброуплотнения.
На посту виброуплотнения платформу устанавливают на подъемное устройство 16. Виброуплотняющая машина 15 находится под поддоном 11. При опускании подъемно5 го устройства 16 поддон 11 с изделием 14, бортами 8 и дополнительной рамой 4 устанавливается на виброуплотняющей машине 15 и закрепляется известными способами на период виброуплотнения.
0 Опорная рама 1 с катками 2, находящаяся на подъемном устройстве 16, опустившись вниз, по вертикальным пазам 6 смещается относительно дополнительной рамы 4, т.е. происходит их отсоединение.
5 Происходит это следующим образом. При опускании опорной рамы 1 опускаются и жестко прикрепленные к ней кронштейны 5, по вертикальным пазам 6 которых перемещаются пальцы 7, посаженные в отвер0 стиях дополнительной рамы 4, и занимают верхнее положение в пазу 6, но не доходят до конца паза 6 настолько, чтобы при колебаниях вибростола вибрация не передавалась на опорную раму 1.
5 После завершения процесса виброуплотнения поднимают подъемное устройство 16, вместе с которым поднимается и опорная рама 1 с катками 2.
При этом кронштейны 5 опорной рамы
0 1 своими вертикальными пазами 6 надвигаются на пальцы 7 дополнительной рамы 4 и занимают свое крайнее нижнее положение в пазу 6. Дополнительная рама 4 соприкасается с опорной рамой 1, т.е. происходит их
5 соединение.
Далее платформа поступает на технические посты набора изделием распалубочной прочности.
После этого отделяют поддон 11 с изделием 14 от платформы. Происходит это за
счет воздействия силовых цилиндров 9 на борта 8, которые выходят из зацепления с поддоном 11. При этом роликоопоры 12 захватов 10 скользят по криволинейным скосам 13 поддона 11 до тех пор, пока поддон 11с изделием 14 не сойдет с захватов 10.
Освобожденный поддон 11 с изделием 14 поступает на термообработку, а платформа на первый пост конвейерной линии. Далее цикл повторяется.
Формула изобретения 1. Форма-вагонетка для изготовления железобетонных изделий, содержащая платформу в виде опорной рамы, установленной на катки и имеющей в средней части проем для поступления бетонной смеси, поддон, продольные и поперечные борта, силовые цилиндры, отличающаяся тем, что, с-целью снижения энергоемкости и повышения срока службы, платформа снабжена дополнительной рамой, кинематически связанной с опорной рамой и шарнирно со4
единенной с бортами в их верхней и нижней точках, причем борта в нижней части имеют захваты для поддона, верхняя поверхность которых выполнена криволинейной и снабжена роликовыми опорами, контактирующими с поддоном, нижняя поверхность которого по краям имеет кривизну, аналогичную кривизне поверхности захватов и равную дуге, описываемой роликами при
движении борта в процессе распалубки.
свободно охватывающими дополнительную раму в месте их соприкосновения, последняя и кронштейны имеют вертикальные пазы под пальцы.г
соединена с нижней точкой бортов посредством распалубочного устройства в виде силового цилиндра.
/
777
Фиг.З
;j
/// /// /// /S/
/// /// /S/
V 17
Фиг. 5
| Поточно-конвейерная линия для изготовления железобетонных изделий | 1972 |
|
SU444660A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Форма-вагонетка | 1979 |
|
SU827296A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
