Изобретение относится к оборудованию для переработки полимерных материалов, например резиновых смесей, и может быть использовано в химической промышленности.,
Известен валковый экструдер, содержащий корпус с загрузочным отверстием, снабженный формующим инструментом и скребковым ножом и соединенный с приводом вращения валок, образующий с корпусом рабочий зазор, выполненный в виде чередующихся клиновидных щелей, сообщающихся с атмосферой при помощи вентиляционных отверстий 1.
Данный экструдер имеет низкий смесительный эффект, так как в рабочем зазоре отсутствует осевое перемещение перерабатываемого материала, что ухудщает качество получаемых заготовок.
Наиболее близким к изобретению по технической сущности и достигаемому результату является валковый экструдер, содержащий корпус, формующую головку, скребковый нож и соединенный с приводом вращения валок, образующий с корпусом последовательно расположенные загрузочную зону, смесительно-пластикационную зону, в которой размещены выполненные в корпусе смесительные канавки, чередующиеся с рядами неподвижных элементов, образующих между собой пластицирующие каналы, сообщенные со смесительными канавками, и дозирующую зону 2.
В известном экструдере обеспечивается осевое перемещение материала, но рабочий зазор не регулируется, вследствие чего при установке формующего инструмента с разным сопротивлением производительность экструдера снижается из-за нарущения оптимального соотнощения между вынужденным потоком материала и противотоком. При установке формующего инструмента с больщим сопротивлением противоток возрастает и производительность ближайшей к формующей головке щели уменьщается, рабочий зазор переполняется Перерабатываемым материалом, что снижает качество изделий, снижает надежность экструдера, ограничивая технологические возможности устройства.
Кроме того, в известном экструдере не обеспечивается дегазация перерабатываемого материала.
Цель изобретения - расширение технологических возможностей экструдера за счет обеспечения регулирования его производительности при изменении типоразмера изделия.
Поставленная цель достигается тем, что валковый экструдер, содержащий корпус, формующую головку, скребковый нож и соединенный, с приводом вращения валок, образующий с корпусом последовательно расположенные загрузочную зону, смесительнопластикационную зону, в которой размещены выполненные в корпусе смесительные канавки, чередующиеся с рядами неподвижных элементов, образующих между собой пластицирующие каналы, сообщенные со смесительными канавками, и дозирующую зону, снабжен смонтированными в корпусе с возможностью перемещения относительно поверхности валка и образующими с ним клиновидные рабочие зазоры загрузочным клином, размещенным в загрузочной зоне, и формующим клином, расположенным в дозирующей зоне, причем в смесительно-пластикационной зоне между неподвижными элементами, которые выполнены с треугольным поперечным сечением, смонтированы с возможностью перемещения перпендикулярно к образующей поверхности валка для регулирования ширины пластикационных каналов подвижные элементы треугольного поперечного сечения.
Кроме того, экструдер снабжен размещенной в корпусе перед дозирующей зоной формующей планкой, смонтированной с возможностью регулирования ее положения относительно поверхности валка, а в корпусе в дозирующей зоне выполнено отверстие для дегазации.
Регулирование рабочего зазора в дозирующей зоне позволяет обеспечить максимальную необходимую производительность экструдера при изменении сопротивления формующего инструмента - головки, так как при работе с формующим инструментом, имеющим малое сопротивление (большое сечение), максимальную производительность обеспечивает большой рабочий зазор, при работе с формующим инструментом, имеющим больщое сопротивление (малое сечение), преимущество имеет малый рабочий зазор, что объясняется различным влиянием на производительность экструдера вынужденного потока и противотока, возникающего при появлении противодавления, создаваемого формующей головкой.
Наличие в дозирующей зоне клиновидного рабочего зазора дает возможность осуществлять дегазацию перерабатываемого материала, так как при вращении валка в клиновом зазоре образуется зона циркуляции материала, в которой газовоздущные пузырьки перемещаются по криволинейным траекториям и выводятся на поверхность вращающегося запаса материала. Дегазация улучшается при поступлении перерабатываемого материала в зону дегазации в виде тонкого листа или пленки и -использовании вакуумотсоса.
Однако при регулировании рабочего зазора нарушается баланс между количеством перерабатываемого материала, поступающего в дозирующую зону и отводимого из нее в единицу времени, вследствие чего происходит переполнение рабочего зазора в дозирующей зоне полимерным материалом, забивание вакуумной линии и дегазация прекращается.
Регулирование рабочего зазора в загрузочной зоне и на входе в дозирующую зону - зону дегазации с помощью загрузочного клина и формующей планки, а также регулирование ширины пластицирующих каналов за счет перемещения подвижных элементов относительно неподвижных элементов, позволяет поддерживать материальный баланс, причем регулирование производительности смесительно-пластикационной зоны производится без значительного изменения теплового режима, так как глубина пластицирующих каналов остается постоянной, следовательно, не изменяется тепловая энергия, выделяющаяся в полимере вследствие интенсивной деформации, пропорционально скорости сдвига, изменяющейся обратно прО порционально глубине каналов.
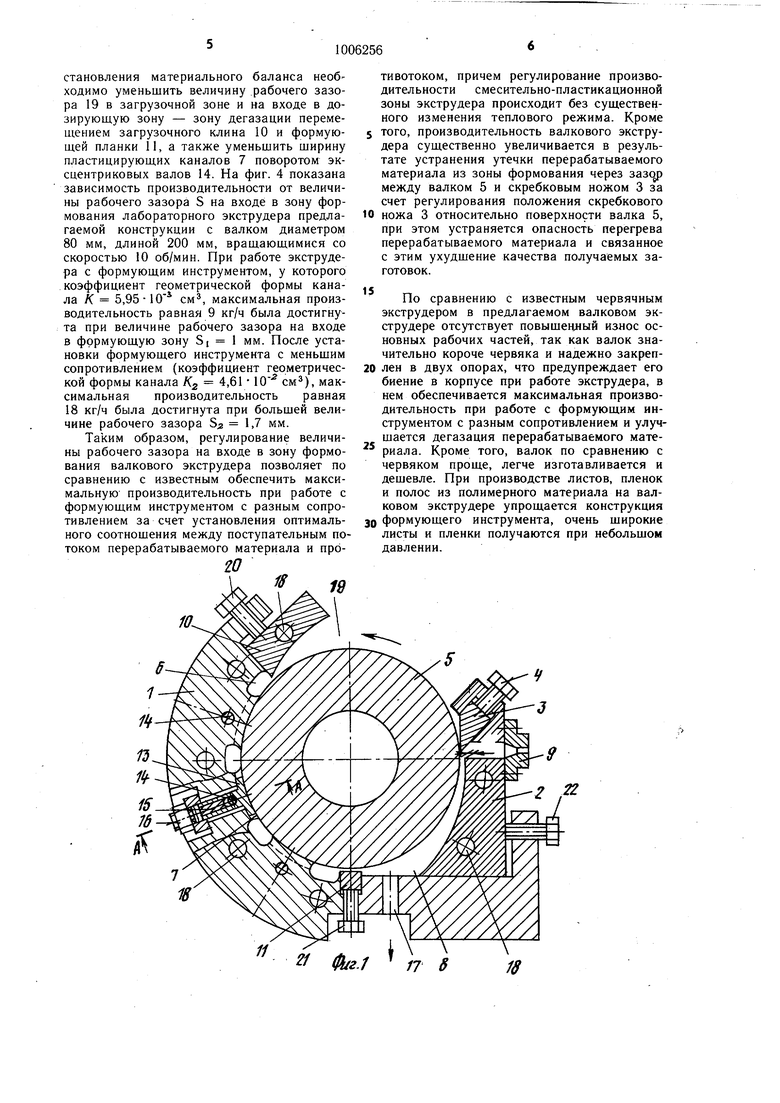
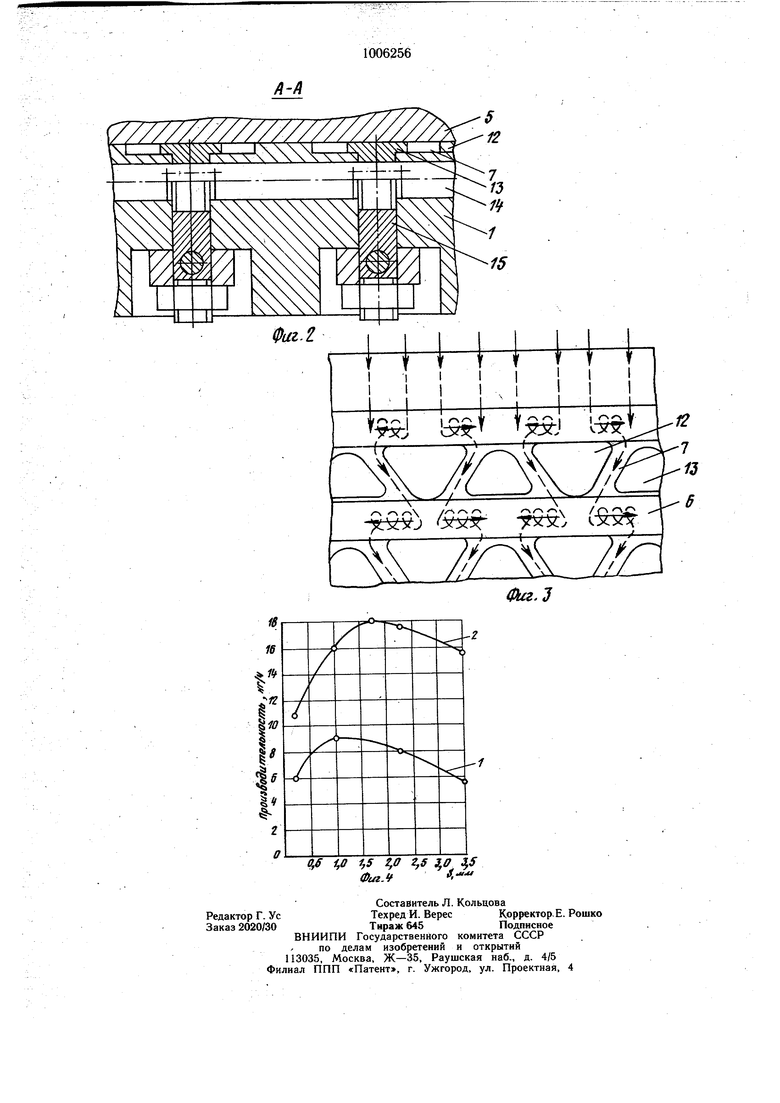
На фиг. 1 показан валковый экструдер, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - развертка внутренней поверхности корпуса; на фиг. 4 - график зависимости производительности экструдера от величины рабочего зазора на входе в зону формования.
Вадковый экструдер (фиг. 1) содержит корпус 1, формующий клин 2 со скребковым ножом 3, установленным в гнезде формующе о клина 2 с возможностью перемещения с помощью регулировочных винтов 4, соединенный с приводом вращения (не показан) валок 5, образующий с корпусом 1 загрузочную зону, смесительно-пластикационную, дозирующую зоны и зону формован-ия.
В корпусе 1 выполнены смесительные канавки 6, чередующиеся с пластицирующими каналами 7. Формующий клин 2 образует с валком 5 клиновидный рабочий зазор 8 в дозирующей зоне и смонтирован на корпусе 1 с возможностью перемещения относительно поверхности валка 5, и снабжен формуюйлим инструментом 9. В загрузочной зоне на корпусе 1 установлен загрузочный клин 10, а на входе вдозирующую зону - рабочий зазор 8, смонтирована с возможностью регулирования ее положения формующая планка 11. Боковые стенки пластицирующих каналов 7 образованы неподвижными элементами 12 треугольного поперечного сечения и установленными между ними подвижными элементами 13 (фиг. 2 и 3) треугольного профиля. Для перемещения подвижных элементов 13 служат эксцентриковые валы 14, смонтированные в корпусе 1 экструдера. Подвижные элементы 13 выполнены с хвостовиками 15, установленными в корпусе 1 и имеющими прорези, стенки которых служат направляющими для эксцентриковых валов 14, и зафиксированы в определенном- положении с помощью гаек 16. Рабочий зазор 8 в дозирующей зоне сообщен с атмосферой или вакуумотсосом с помощью отверстия 17 для дегазации, выполненного в корпусе 1. Для обогрева или охлаждения корпуса 1, формующего клина 2 и загрузочного клина 10 служат каналы 18. На концах валка 5 установлены ограничительные стенки (не показаны).
Загрузочный клин 10 образует с валком 5 клиновидный рабочий зазор 19 и снабжен регулировочными винтами 20. Для регулирования пфюжения формующей планки 11 предназначены винты 21, а для перемещения формующего клина 2 - регулировочные винты 22.
Валковый экструдер работает следующим образом.
Перерабатываемый полимерный материал поступает в рабочий зазор 19 загрузочной зоны, где захватывается вращающимся валком 5, увлекается им и подвергается интенсивной деформации, сопровождающейся возрастанием давления, и попадает в смесительную канавку 6, где перемещается вдоль образующей поверхности валка 5 и распределяется по пластицирующим каналам 7, в которых нагревается и пластици руется. Из пластицирующих каналов 7 перерабатываемый материал снова попадает в смесительную канавку 6, отделяется от поверхности валка 5 стенками неподвижных элементов 12 и спиралеобразно перемещается к пластицирующим каналам 7, смещаясь по оси валка 5. Ширина пластицирующих. каналов 7 регулируется с помощью эксцентриковых валов 14, при вращении которых эксцентрики, заключенные в прорези хвостовиков 15 подвижных элементов 13, скользят по направляющим и перемещают подвижные элементы 13 по внутренней цилиндрической поверхности корпуса 1 в направлении, перпендикулярном образующей поверхности валка 5, на необходимое расстояние от неподвижных элементов 12. Пройдя последовательно систему смесительных канавок 6 и пластицирующих каналов 7 и регулируемый зазор, образованный формующей планкой 11, полимерный материал в виде тонкого листа проходит в дозирующую зону и поступает в клиновый рабочий зазор 8, образованный с валком 5 формующим клином 2, откуда затягивается в формующую зону, срезается с поверхности валка 5 скребковым HokoM 3 и выдавливается через формующий инструмент 9 в виде длинномерных профильных заготовок.
Величина рабочего зазора на входе в формующу19 зону экструдера при работе с формующим инструментом, имеющим разное сопротивление, определяется опытным путем. При установке формующего инструмента с большим сопротивлением (малым сечением), производительность валкового экструдера уменьшается, вследствие чего происходит переполнение рабочего зазора в дозирующей зоне перерабатываемым материалом, давление в рабочем зазоре 8 повышается и дегазация прекращается. Для воестановления материального баланса необходимо уменьшить величину рабочего зазора 19 в загрузочной зоне и на входе в дозирующую зону - зону дегазации перемещением загрузочного клина 10 и формующей планки 11, а также уменьшить ширину пластицирующих каналов 7 поворотом эксцентриковых валов 14. На фиг. 4 показана зависимость производительности от величины рабочего зазора S на входе в зону формования лабораторного экструдера предлагаемой конструкции с валком диаметром 80 мм, длиной 200 мм, вращающимися со скоростью 10 об/мин. При работе экструдера с формующим инструментом, у которого коэффициент геометрической формы канала /С 5,95 10 см, максимальная производительность равная 9 кг/ч была достигнута при величине рабочего зазора на входе в формующую зону Si 1 мм. После установки формующего инструмента с меньшим сопротивлением (коэффициент геометрической формы канала /С 4,61 Ю см), максимальная производительность равная 18 кг/ч была достигнута при большей величине рабочего зазора S 1,7 мм.
Таким образом, регулирование величины рабочего зазора на входе в зону формования валкового экструдера позволяет по сравнению с известным обеспечить максимальную производительность при работе с формующим инструментом с разным сопротивлением за счет установления оптимального соотношения между поступательным потоком перерабатываемого материала и про/Л
//
тивотоком, причем регулирование производительности смесительно-пластикационной зоны экструдера происходит без существенного изменения теплового режима. Кроме
того, производительность валкового экструдера существенно увеличивается в результате устранения утечки перерабатываемого материала из зоны формования через зазсу) между валком 5 и скребковым ножом 3 за счет регулирования положения скребкового
ножа 3 относительно поверхности валка 5, при этом устраняется опасность перегрева перерабатываемого материала и связанное с этим ухудшение качества получаемых заготовок.
По сравнению с известным червячным экструдером в предлагаемом валковом экструдере отсутствует повышенный износ основных рабочих частей, так как валок значительно короче червяка и надежно закреплен в двух опорах, что предупреждает его биение в корпусе при работе экструдера, в нем обеспечивается максимальная производительность при работе с формующим инструментом с разным сопротивлением и улучшается дегазация перерабатываемого материала. Кроме того, валок по сравнению с червяком проще, легче изготавливается и дешевле. При производстве листов, пленок и полос из полимерного материала на валковом экструдере упрощается конструкция
формующего инструмента, очень широкие листы и пленки получаются при небольшом давлении.
II . i I 1 I
i 11 г
I
.12
Ьт
-7 /J
//- -х/.чf (- С
.зотг
+
.j
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
| Клиновое устройство к вальцам для обработки полимерных материалов | 1989 |
|
SU1641627A1 |
| Валковый экструдер для переработки полимерных материалов | 1980 |
|
SU895688A1 |
| Экструдер для полимерных материалов | 1989 |
|
SU1652086A1 |
| Экструдер для полимерных материалов | 1977 |
|
SU682384A2 |
| Смеситель непрерывного действия для полимерных материалов | 1990 |
|
SU1712164A1 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU704812A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083365C1 |
| Сдвиговая валковая головка | 1990 |
|
SU1735035A1 |
| Валково-экструзионная установка для переработки термопластичных полимерных материалов | 1977 |
|
SU663600A1 |
I. ВАЛКОВЫЙ ЭКСТРУДЕР, содержащий корпус, формующую головку, скребковый нож и соединенный с приводом вращения валок, образующий с корпусом последовательно расположенные загрузочную зону, смеснтельно-пластикационную зону, в которой размещены выполненные в корпусе смесительные канавки, чередующиеся с рядами неподвижных элементов, образующих между собой пластицирующие каналы. сообщенные со смесительными канавками, и дозирующую зону, отличающийся тем, что, с целью расширения технологических возможностей экструдера за счет обеспечения регулирования его производительности при изменении типоразмера изделий, он снабжен смонтированными в корпусе с воз.можностью перемещения относительно поверхности валка и образующими с ним клиновидные рабочие зазоры загрузочным клином, размещенным в загрузочной зоне, и формующим клином, расположенным в дозирующей зоне, причем в смесйтельно-пластикационной зоне между неподвижными элементами, которые выполнены с треугольным поперечным сечением, смонтированы с возможностью перемещения перпендикулярно к образующей поi верхности валка для регулирования ширины пластикационных каналов подвижные эле(Л менты треугольного поперечного сечения 2. Экстру дер по п. 1, отличающийся тем, что он снабжен размещенной в корпусе перед дозирующей зоной формующей планкой, смонтированной с возможностью регулирования ее положения относительно поверхности валка, а в корпусе в дозирующей зоне выполнено отверстие для дегазации. оь 1с ел О5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Экструдер для полимерных материалов | 1973 |
|
SU444686A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ИКРЫ ОТ ЯСТЫЧНЫХ ПЛЕНОК | 1994 |
|
RU2110179C1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
