1
Изобретение относится к оборудованию для переработки полимерных материалов, например резиновых смесей, и может быть использовано в шинной и резинотехнической промьииленности для получения полосовых заготовок, например для протекторов покрышек.
Известен всшковый экструдер для переработки полимерных материалов, содержащий вращающиеся навстречу друг другу два валка и корпус в виде б.ашмака с формующим инструментом, причем в башмаке выполнен цилиндрический паз, образующий с рабочей поверхностью одного валкаканал, соединенный с выходной щелью формующего инструмента 1.
Недостатком этого экструдера является низкое качество листования резиновой смеси, особенно для широких полос. Это объясняется сложностью регулирования скорости подачи смеси в формующий инструмент и скорости растекания ее по всей ширине полосы при выдавливании смеси из формующего инструмента.
Наиболее близким по технической сущности и достигаемому результату .к изобретению является валковый экструдер для переработки полимерных материалов, содержащий корпус и при водной валок, образующие между собой рабочий зазор, сообщенный с выходным каналом формующего инструмента 2.
Недостатком экструдера также является низкое качество листования материала, особенно широкими полоса10ми, из-за отсутствия специальных средств для регулирования выхода смеси из формующего инструмента.
Цель изобретения - улучшение качества листования смесей.
15
Указанная цель достигается тем, что в валковом экструдере для переработки полимерных материалов, содержащем корпус и приводной валок, образующие между собой рабочий зазор, сообщенный с выходным каналом фор20мующего инструмента, формующий инструмент выполнен в виде ряда подвижных друг относительно друга пластин и ползуна со средствами его пере25 тулещения в направлении, перпендикулярном к .направлению перемещения пластин.
Перемещением отдельных пластин относительно валка можно изменять 30 количество смеси, проходящей черезвыходной канал на каждом участке по длине валка. Этим можно регулировать и выравнивать скорость выхода смеси по ширине выходного канала, добиваясь равной полосы заготовки. За счет перемещения ползуна относительно пластин изменяют толщину заготовки.
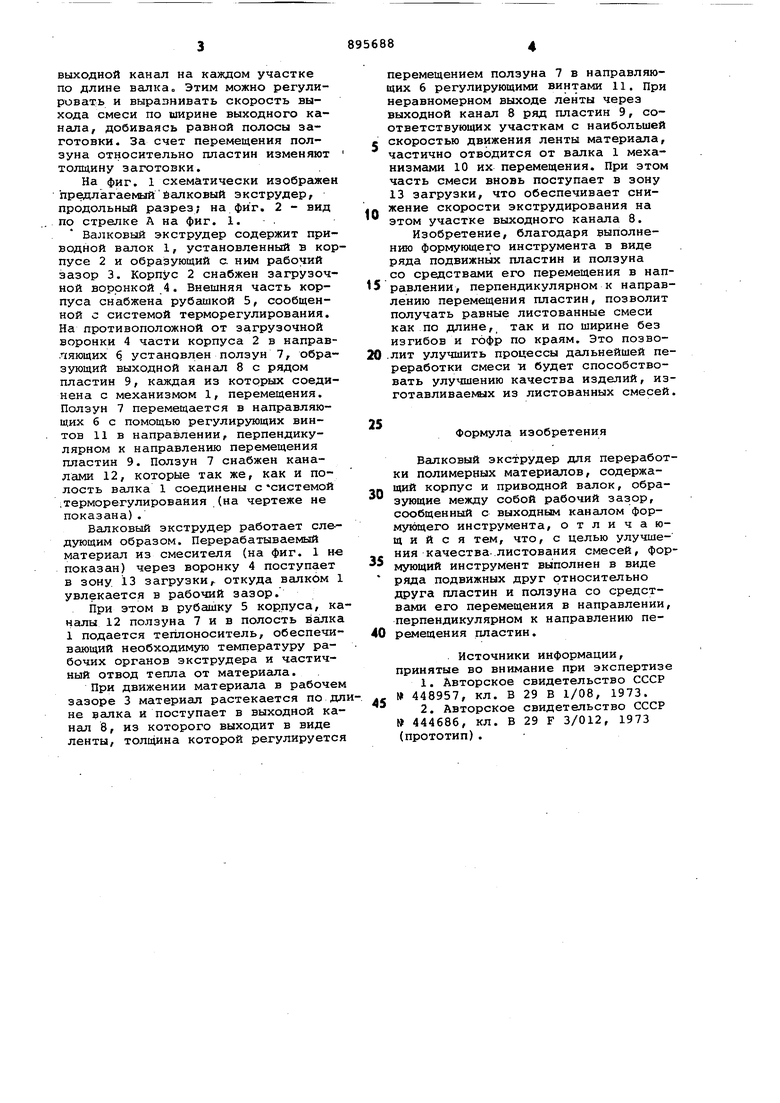
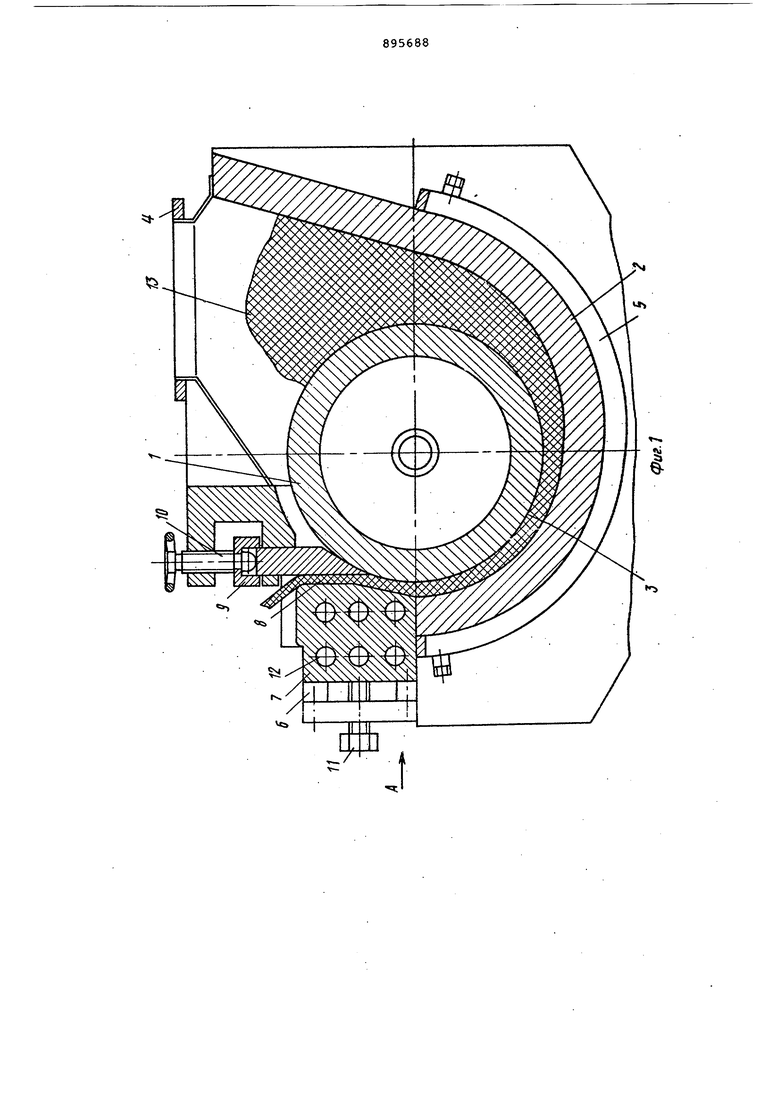
На фиг. 1 схематически изобретен предлагаемыйбалковый экструдер, продольный разрез; на фиг. 2 - вид по стрелке А на фиг. 1. .
Валковый экструдер содержит приводной валок 1, установленный в корпусе 2 и образующий с. ним рабочий зазор 3. Корпус 2 снабжен загрузочной воронкой 4. Внешняя часть корпуса снабжена рубашкой 5, сообщенной с системой терморегулирования. На противоположной от загрузочной воронки 4 части корпуса 2 в направляющих 6. установлен ползун 7, образующий выходной канал 8 с рядом пластин 9, каждая из которых соединена с механизмом 1, перемещения. Ползун 7 перемещается в направляющих 6 с помощью регулирующих винтов 11 в направлении, перпендикулярном к направлению перемещения пластин 9. Ползун 7 снабжен каналами 12, которые так же, как и полость валка 1 соединены с -системой ;терморегулирования (на чертеже не показана).
Валковый экструдер работает сле-дующим образом. Перерабатываемый материал из смесителя (на фиг. 1 н-е показан) через воронку 4 поступает в зону. 13 загрузки, откуда валком 1 увлекается в рабочий зазор.
При этом в рубашку 5 корпуса, каналы 12 ползуна 7 и в полость валка 1 подается теплоноситель, обеспечивающий необходимую температуру рабочих органов экструдера и частичный отвод тепла от материгша.
При движении материала в рабочем зазоре 3 материал растекается по длне валка и поступает в выходной канал 8, из которого выходит в виде ленты, толщина которой регулируется
перемещением ползуна 7 в направляющих 6 регулирующими винтами 11. При неравномерном выходе ленты через выходной канал 8 ряд пластин 9, соответствующих участкам с наибольшей с скоростью движения ленты материала, частично отводится от всшка 1 механизмами 10 их перемещения. При этом часть смеси вновь поступает в зону 13 загрузки, что обеспечивает сниQ жение скорости экструдирования на этом участке выходного канала 8.
Изобретение, благодаря выполнению формующего инструмента в виде ряда подвижных пластин и ползуна со средствами его перемещения в направлении, перпендикулярном к направлению перемещения пластин, позволит получать равные листованные смеси как по длине,, так и по ширине без изгибов и гофр по краям. Это позво0 .лит улучшить процессы дальнейшей переработки смеси и будет способствовать улучшению качества изделий, изготавливаелвлх из листованных смесей.
Формула изобретения
Валковый экструдер для переработки полимерных материалов, содержащий корпус и приводной валок, образующие между собой рабочий зазор, сообщенный с выходным каналом формующего инструмента, отличающийся тем, что, с целью улучшения качества-.листования смесей, формующий инструмент выполнен в виде ряда подвижных друг относительно друга пластин и ползуна со средствами его перемещения в направлении, перпендикулярном к направлению перемещения пластин.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР , W 448957, кл. В 29 В 1/08, 1973.
2.Авторское свидетельство СССР 444686, кл. В 29 F 3/012, 1973 (прототип) .
-R3
ЦТ
у
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый экструдер | 1981 |
|
SU1006256A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
| Экструдер для полимерных материалов | 1989 |
|
SU1652086A1 |
| Сдвиговая валковая головка | 1990 |
|
SU1735035A1 |
| Смеситель для высоковязких полимерных материалов | 1980 |
|
SU910448A1 |
| Клиновое устройство к вальцам | 1988 |
|
SU1652079A2 |
| Клиновое устройство к каландру | 1980 |
|
SU929449A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОЙ ПЛЕНКИ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА С ЛОКАЛЬНО ПРИКРЕПЛЕННЫМИ ФИТИНГАМИ ДЛЯ ТЕНТОВ ИЛИ АНАЛОГИЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2021137C1 |
| Двухшнековый экструдер | 1988 |
|
SU1650461A1 |
| Экструдер для полимерных материалов | 1977 |
|
SU682384A2 |
«; u
