Изобретение касается автоматической линии прессов для изготовления листовых деталей в несколько переходов, состоящей из одного высадочного автомата и нескольких многопозиционных прессов,причем у каждого пресса располтожено одно загрузочное устройство а между соседними прессами имеется, выполненное в виде магазина, транспортное устройство.
Известно несколько вариантов работы автоматических лийий прессов, в Ьснову которых положены две различные по принципу системы. К одной системе относятся автоматические синхронизированные линии прессов с работающими на непрерывных ходах прессами на основе строгой тактовой системы транспортировки изделий от позиции к позиции по всей линии. Обязательным для этоно решения является полная .синхронизация всех прессов с определенным выдерживаемым допуском в расхождениях углов поворота кривошипа всех прессов и постоянное регулирование приводов пр отношению к ведущему агрегату.
Недостаток таких линий прессов заключается в том, что они требуют высоких затрат на систему электронного управления и регулирования.Для выдерживания технологически и конструктивно обусловленного допуска в расхождении указанных углов в эксплуатации, с целью достижения требуемых для регулирования ускорений изамедлений, необходимым является избыточная. мощность главных приводов прессов по сравнению с прессами, работающими в индивидуальном режиме.Кроме того, такое управление требует применения дорогих 4-квадрантных регулируемых. приводов с тиристорным управлением.
Ввиду сложности таких линий прессов для проведения технического обслуживания и переналадки у потребителя требуются большие затраты, а также необходим высококвалифицированный Персонал, что в сочетании с требованиями надежности работы в кузнечнопрессовых цехах выполнить затруднительно.
К второй системе относятся автоматические линии прессов, в которых все прессы работают на единичных ходах или в которлх высадочный автомат работает непрерывно, а прессы последовательного действия - на единичных ходах. Для таких автоматических линий прессов также требуется тактовая система с целью транспортирования изделий от позиции к позиции. Управление такой линией прессов производится посредством относительно простого следящего устройства.
Недостаток этих линий прессов заключается в меньшей производительности по сравнению с синхронизированными линиями прессов, и в повышеннрй нагрузке главных и вспомогательных приводов, а также узлов муфта - тормоз и приводных редукторов автоматических устройств Эта максимальная нагрузка связана с очень высоким износом, повышенным потреблением электроэнергии и большим уровнем шума.
Известен также метод работы линии прессов, к которой относятся не менее двух прессов и в которой между соседними прессами расположен магазин изделий. Этот магазин изделий принимает изделия от предыдущего пресса и подает их к расположенному за ним прессу. В линии прессов главный пресс работает с определенной заданной скоростью. Такая линия прессов работает так, что управление главным прессом предьщущих или .последующих прессов производится в зависимости от количества заготовок в пред.шествующем магазине изделий, а именно, ее скооость уменьшается или она останавливается, если в магазине находится больше изделий, чем заданное наибольшее количество, или же прессы начинают работу Гили увеличивают скорость, если в магазине находится меньше заготовок, чем заданное наименьшее количество. Таким образом, управление такой
.линией прессов производится в зависимости от числа изделий в магазине . .- .
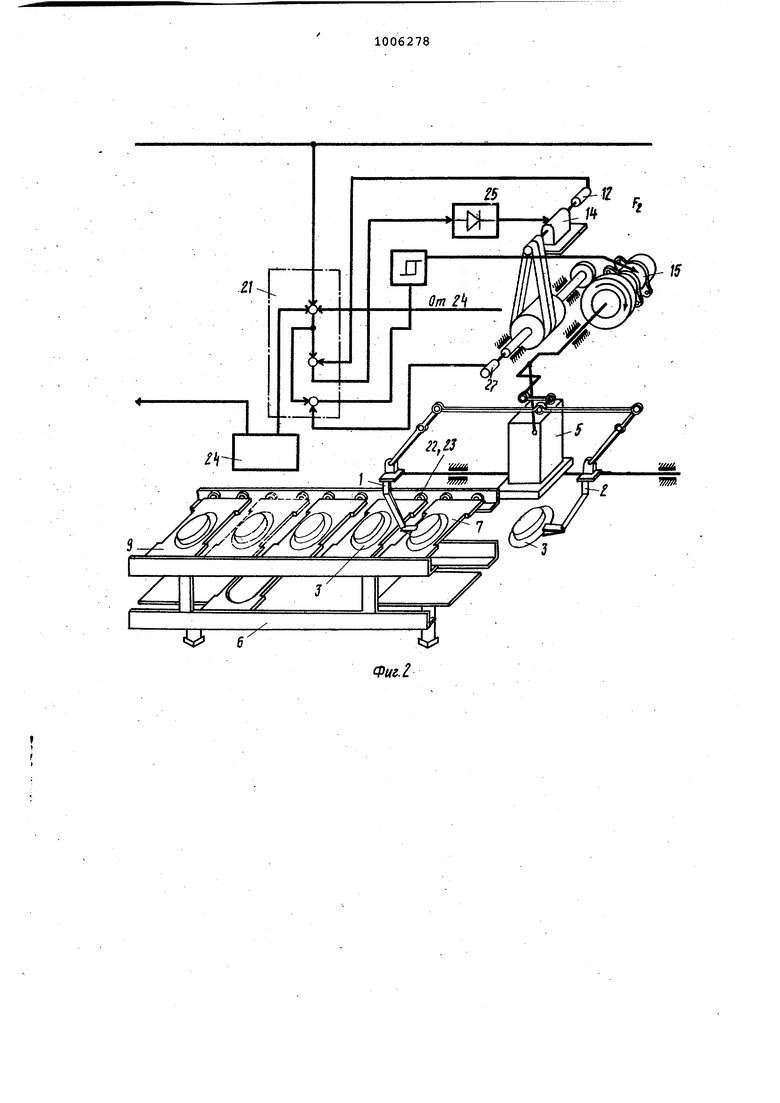
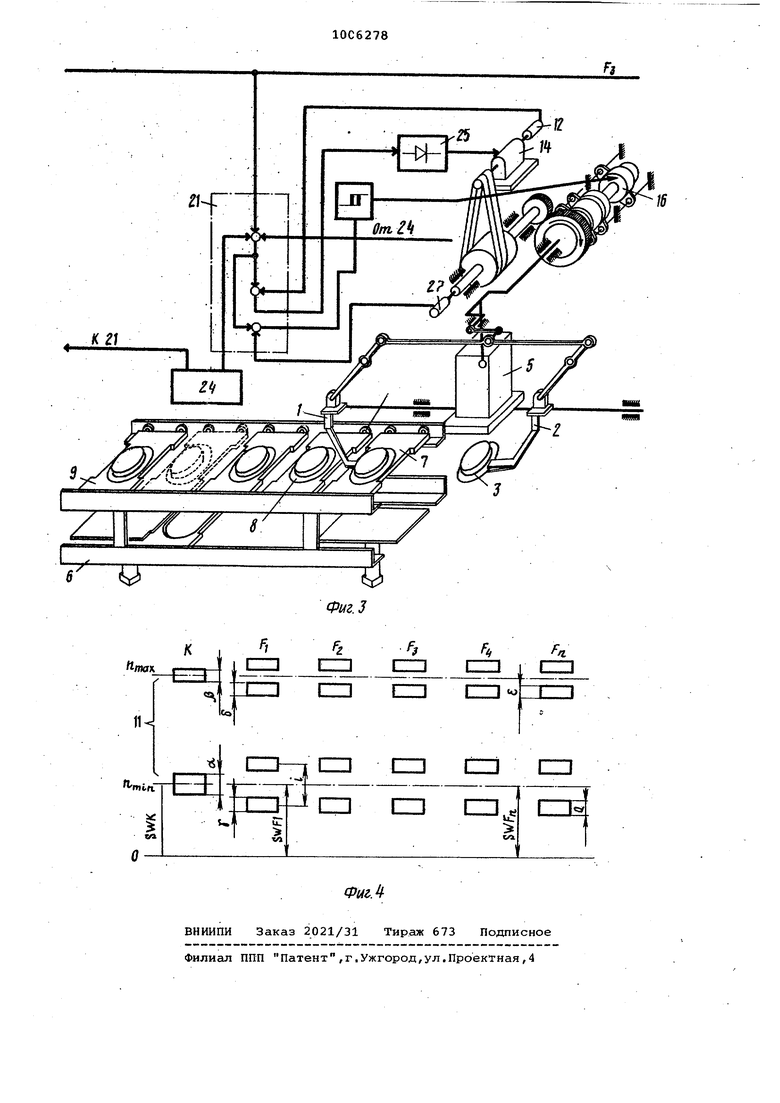
Недостатком такого метода работы линии прессов является то, что вследствие неточного регулирования числа ходов прессов необходим большой диапазон чисел ходов. Если, например, высадочный пресс работает со .скоростью 20 ходов в минуту, то для состоящей из шести прессов линии последний пресс должен был бы работать со скоростью 32 хода в минуту Эти числа ходов, а именно 32 (или 30 ходов в минуту, ставят почти невыполнимые требования к загрузочному и разгрузочному устройствам крупных прессов. Кроме того, требуемое в результате этого частое переключение муфты связано с повышенным ее износом, повышенным потреблением электроэнергии и большим уровнем шума. Так как число .ходов главного пресса определяет число выталкиваний заготовок линии прессов, то эти последние прессы работают- лишь половину рабочего времени. Кроме того, при больших числах ходов,-т.е. свыше 25 ходов в минуту, устройства для транспортировки изделий очень.ненадежны в работе. Цель изобретения заключается в том, что при достижении таких же эк луатационных параметров как для лин прессов с синхрЬнизированными приво дами и с большим числом прессов в одной линии, чем в известных линиях прессов с магазинами, обеспечить те i нологически равноценное синхронизированным линиям прессов решение, но с меньшими затратами, и благодаря меньшим нагрузкам -на основные узлы машин и более простой системе управ ления повысить надежность в работе и снизить эксплуатационные расходы. Предлагается, линия прессов,.в ко торой по сравнению с известными линиями с магазинами каждый пресс в среднем работает с числом ходов, соответствующим штучной производительности линии прессов или отклоня щимся от нее лишь незначительно (т. время простоя отдельных прессов рав но нулю или очень низко), причем эт достигается без -особых затрат, присущих линиям прессов с синхронизированными приводами. Согласно изобретению эта задача решается таким образом, что время хода каждого пресса регулируется в зависимости от степени заполнения предшествующего и последующего магазинов с учетом того, что время хо да многопозиционных прессов по срав нению с высадочным автоматом может регулироваться между верхним пределом (заданным путем наладки одноквадрантного привода или верхней ст пени двухступенч;атого редуктора о сдвоенной муфтой} и нижним пределом образованным дополнительным тормозо или нижней ступенью двухступенчатог редуктора. Для ,настройки нижнего пр дела может применяться также тормоз прессов, причем для этого, с целью настройки верхнего предела, требует ся комбинация с одноквадрантным при водом. На фиг. 1-3 представлена регулируемая в зависимости от потока изделий линия прессов о направлякяцим прессом - высадочны.м автоматом. несколькими многопозиционными прессами, загрузочными и разгрузочными устройствами, первым транспортным устройством между высадочным автоматом и первым многопозиционным прессом, который поворачива.ет изделия, и вторым прессом, который выполнен как магазин изделий, и други1уш, выполнен ными как транспортные устройства ма газинами между другими многопозиционными прессами. Первый Многопозиционный пресс в качестве регулятора скорости имеет сдвоенную Муфту с ступенями передач между маховиком и коленчатым валом, второй многопозиционный пресс - комбинацию одноквадрантного привода и дополнительного тормоза, а третий многопозиционный пресс - комбинацию одноквадрантного привода и тормоза пресса. На фиг. 4 показано отношение чисел оборотов при работе линий прессов, многопозиционный пресс которой регулируется между верхним и нижним пределом чисел оборотов. Для реализации различных технологических условий работы необходимым является расположение в одной линии прессов более четырех прессов и оснащение каждого из них одним приводом с регулируемым числом оборотов. При этом предпочтение отдается, приводу постоянного тока. Питание приводных двигателей прессов производится от одноквадрантных приводов 14 с тири.сторным управлением. Достигаемое в результате этого регулирование числа оборотов не компенсирует возникающие (вследствие различных рабочих разгрузок и неточностей установки и регулирования) отличия времени хода между отдельными прессами. Эти отличия времени хода вызывают изменен углового положения кривошипов прессов и в том случае, если запуск прессов был произведен без этой разности углов. При каждом технологическом переходе на другое изделие возникают новые различные рабочие нагрузки, приводящие к другому времени хода. Посредством регулирования времени хода прессов по степени заполнения предшествующего и поспедуняцего магазинов компенсируются разности углового положения кривошипов прессов. Для возможности допуска больших угловых расхождений магазины б должны позволять независимую нагрузку и разгрузку изделий 3 на соответствующих станциях 9 и 7. Это обеспечивается собственной системой управления и привода 22 магазина, которая вводится в действие через индикаторы 24. Заданное.значение числа оборотов высадочного автомата S и МНОГОПОЗИ.ЦИОННЫХ прессов ... задается в-Пределах диапазона 2 егулирования. числа оборотов 11 от тп. до центральным датчиком 10 заданного значения. Вследствие различных рабочих разгрузок у прессов и неточностей в системе регулирования числа оборотов приводов прессов их число оборотов имеет разброс,.например, oL , (3 для высадочного автомата и dl, В, Е , сЛ для многопозиционных прессов. На фиг. 1-4 представлено несколько вариантов осуществления изобретения для одного принципа управления линии прессов. Характерный признак этого принципа управления заключается в том, что время хода многопозиционных прессов 5, по срав нению с временем хода высадочного автомата 4, регулируется в интервалах между верхним и нижним пределам времени -хода в зависимости от степе ни заполнения соседних магазинов. Прессы оснащены приводами с регулированием числа оборотов, прейму щественно, одноквадрантными регулируемыми приводами 14, питаемыми через вентильный преобразователь 25. В Соответствии с технологическими УСЛОВИЯМИ для всех прессов в пределах диапазона регулирования числа оборотов 11 Sijyp (фиг. 4) с помощью центрального датчика 10 заданных значений задается одно и то же значение. Компенсация возникающих разностей времени хода между прессами 4 и 5 производится посредством смонтированного у многопозиционных прессов 5 двухпозиционного регулятора. На фиг.1 - 3 представлены некоторые варианты исполнения этого редуктора, причем на практике все прессы одной линии прессов исполняются в одном варианте. Еегулятор по варианту F в прессе 5 последовательного действия (фиг. 1) состоит из сдвоенной муфты 13, посредством которой попеременно включаются две различные кинематические ступени 17 и 18. Скачкообразное изменение числа оборотов между двумя кине матическими ступенями может быть ка равным для всех многопозиционных прессов (фиг. 4) так и различным Для каждого иа отдельных многопозидионных прессов 5 линии. Передаточное число i обеих кинематических ступеней 17 и 18 определяется диапазоном рассеяния d минимального числа оборотов высадочного автомата п. Сдвоенная муфта 13 расположена между маховиком 19 и колен чатым .валом 20 многопозиционных пре сов 5, так что накопленная энергия маховика 19 используется для быстрого ускорения до более высокого числа оборотов, а инерция маховика 19 - для торможения движущихся масс до нижнего числа оборотов.Регулятор по варианту F пресса 5 (фиг. 2) состоит из комбинации одно квадрантного привода 14 и дополнительного тормоза 15. Регулятор по в рианту Р пресса 5 (фиг. 3) состоит из комбинации одноквадрантного привода 14 и тормоза пресса 16. Одноквадрантный привод 14 снабжен измерительным устройством 12 числа оборотов и служит для контроля верхнего предела скорости. Для установки нижнего предела либо используется дополнительный тормоз 15, либо тормоз пресса. Тормоз включается кратковременно, причем соответствующий тормоз взаимодействует с измерительным устройством 27 числа оборотов. Для анализа поступающей информации управления и выдачи команд переключения предусмотрена особая схема 21 обработки, через которую производится включение тормоза 15 или 16 при достижении верхнего предела числа оборотов и подключение заданного значения для верхнего предела числа оборотов при достижении нижнего предела числа оботоров. Для последних исполнений с целью установки верхнего и нижнего предела времени хода требуется незначительное изменение числа оборотов маховика 19. Таким образом, для первого варианта регулирования требуется короткий промежуток времени (около 0.5 с) дня изменения времени хода с верхнего до нижнего предела времени хода. Для исполнения со сдвоенной муфтой 13 для изменения времени хода с верхнего до нижнего предела времени хода требуется больший промежуток времени (около 1,5 с), а для изменения в обратном направлении даже 5-10 с. Таким образом, последние варианты регулирования работают не так быстро, но еще достаточны для приведенных условий и позволяют применение .этого принципа регулирования также-в прессах, где введение сдвоенной муфты 13 в конструкцию встречает трудности. Для всех вариантов двухпозиционного регулятора управление последним производится посредством магазинов б , расположенных перед и позади прессов 5. Магазины- 6 при заполнении их позиций:8 изделиями 3 формируют в вычислительной схеме 24 сигнал Магазин полон или Магазин пуст, подаваемый в каждую схему 21 обработки каждого пресса. Там он обрабатывается с другими сигналами для управления двухпозиционными регуляторами. В зависимости от вида регулятора схема .21 обработки различна по своей функциональной структуре. Признано изобретением по результатам экспертизы, осуществленной Ведомством по изобретательству Германской Демократической Республики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия прессов | 1979 |
|
SU998134A1 |
| Система управления автоматической прессовой линией | 1980 |
|
SU1065245A1 |
| Автоматическая линия для изготовления деталей типа спиц | 1986 |
|
SU1412932A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Привод для механических прессов с различным числом ходов | 1980 |
|
SU1027054A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| Ротационная листорезательная машина | 1981 |
|
SU1025769A1 |
| Система управления горизонтально-ковочной машиной | 1985 |
|
SU1299642A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПЛАНЕТАРНОЙ КОРОБКОЙ ПЕРЕДАЧ | 2012 |
|
RU2518788C2 |
| Система управления муфтой сцепления транспортного средства | 2017 |
|
RU2645514C1 |
1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРЕССОВ, содержащая высадочный автомат и несколько.многопозиционных прессов с расположенными у каждого пресса загрузочными и разгрузочными устройствами, а также установленными между соседними прессами транспортные устройства в виде магазинов, при этом прессы в отношении углового положения их кривошипов могут работать независимо друг от друга, о чающаяся тем, что время хода каждого пресса 4, 5 регулируется в зависимости от степени наполнения предшествующего и последующего магазинов 6 так, что время хода многопозиционных прессов 5 по сравнению с высадочным автоматом 4 регулируется между верхним пределом, зада1шым путем наладки одноквадрантного привода 14 или верхней ступени 18 двухступенчатого редуктора со сдвоенной муфтой 13, и нижним пределом, достигаемым за счет . дополнительного тормоза 15 или нижней i ступени 17 двухступенчатого редуктора 2.Линия по п.1,о т л и ч а ющ а я с я тем,что для установки нижнего предела скорости используется также тормоз 16 пресса 5,причем для этого с целью установки верхнего предела применяется одноквадрантный при вод 14. о о: ю оо
