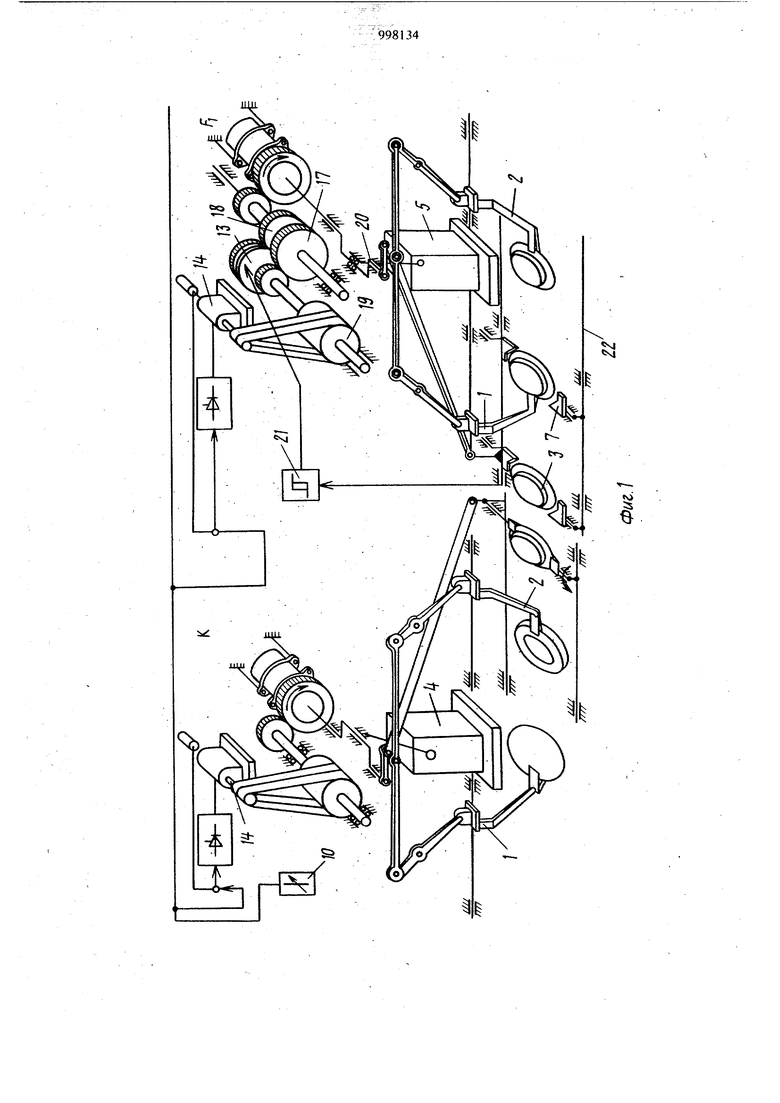
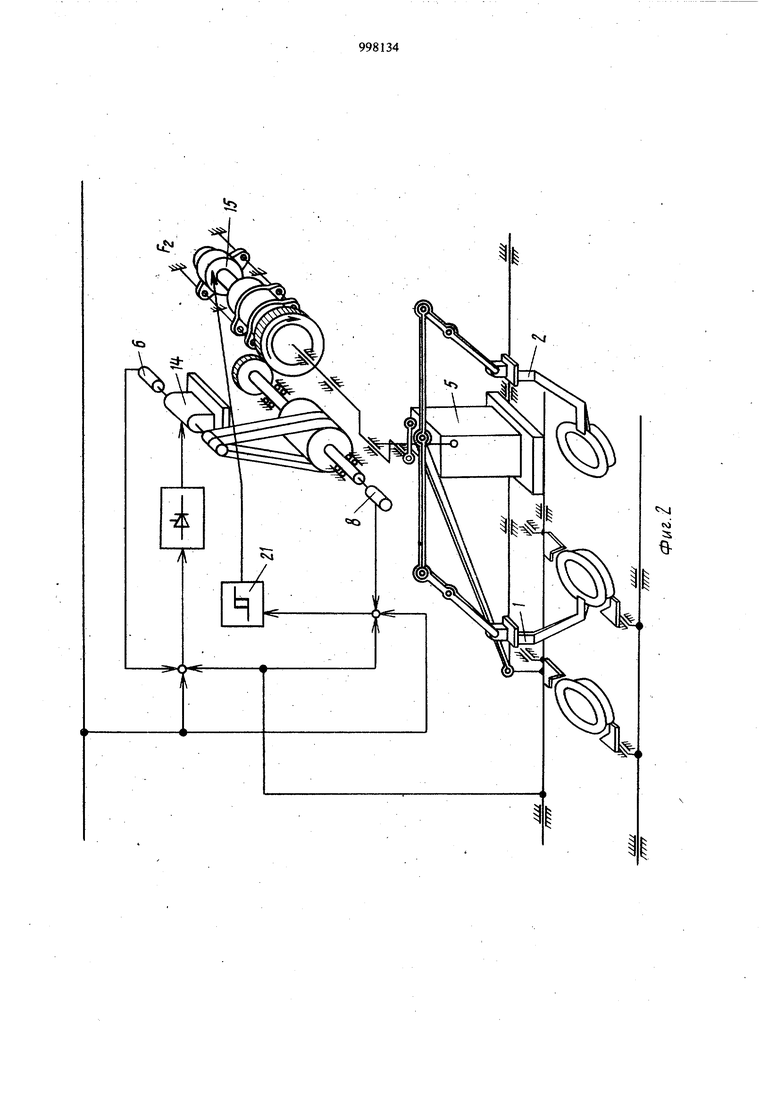
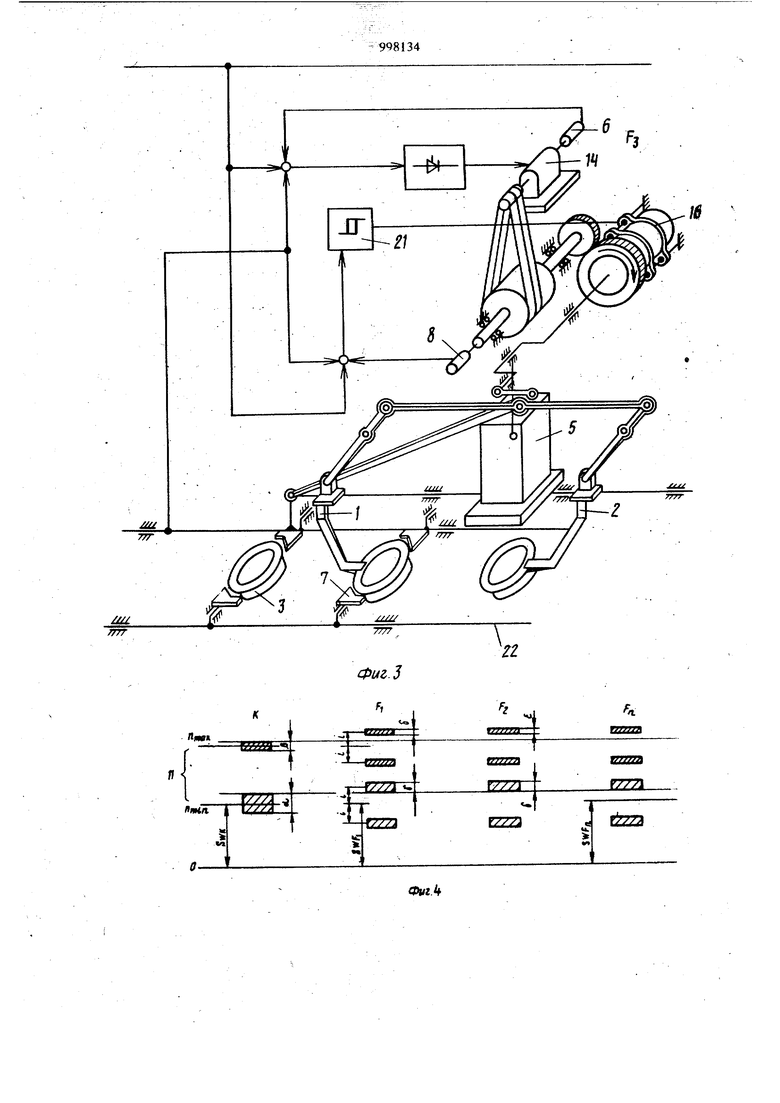
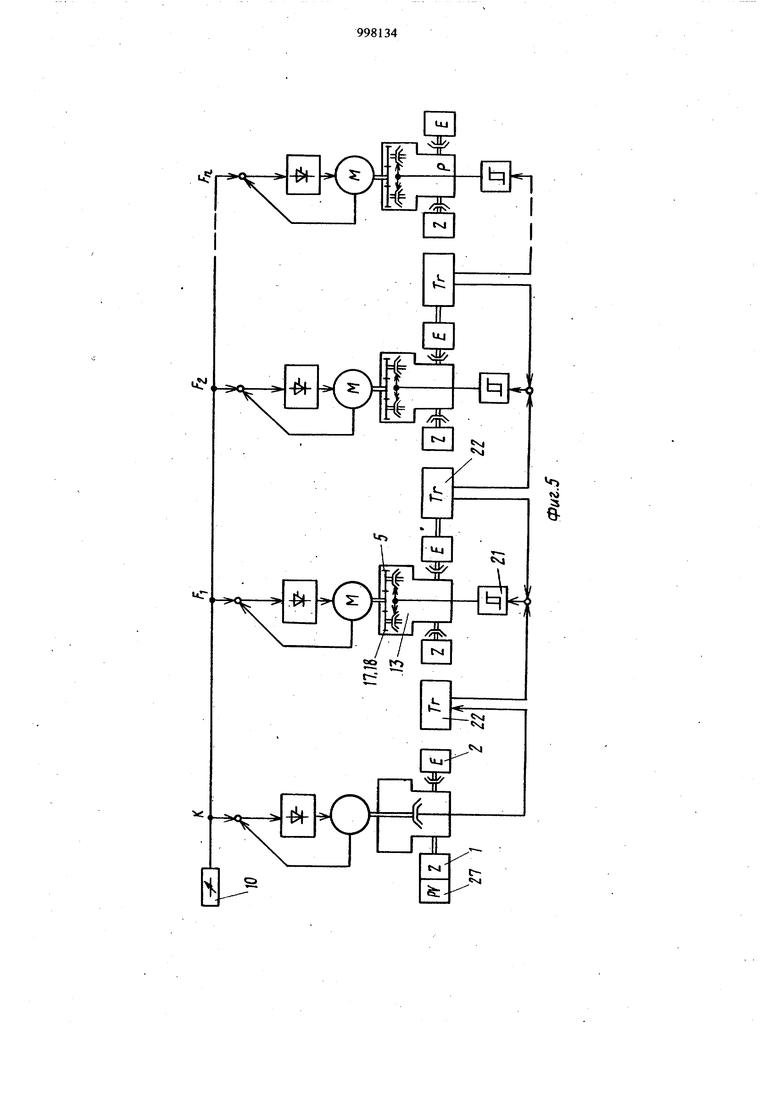
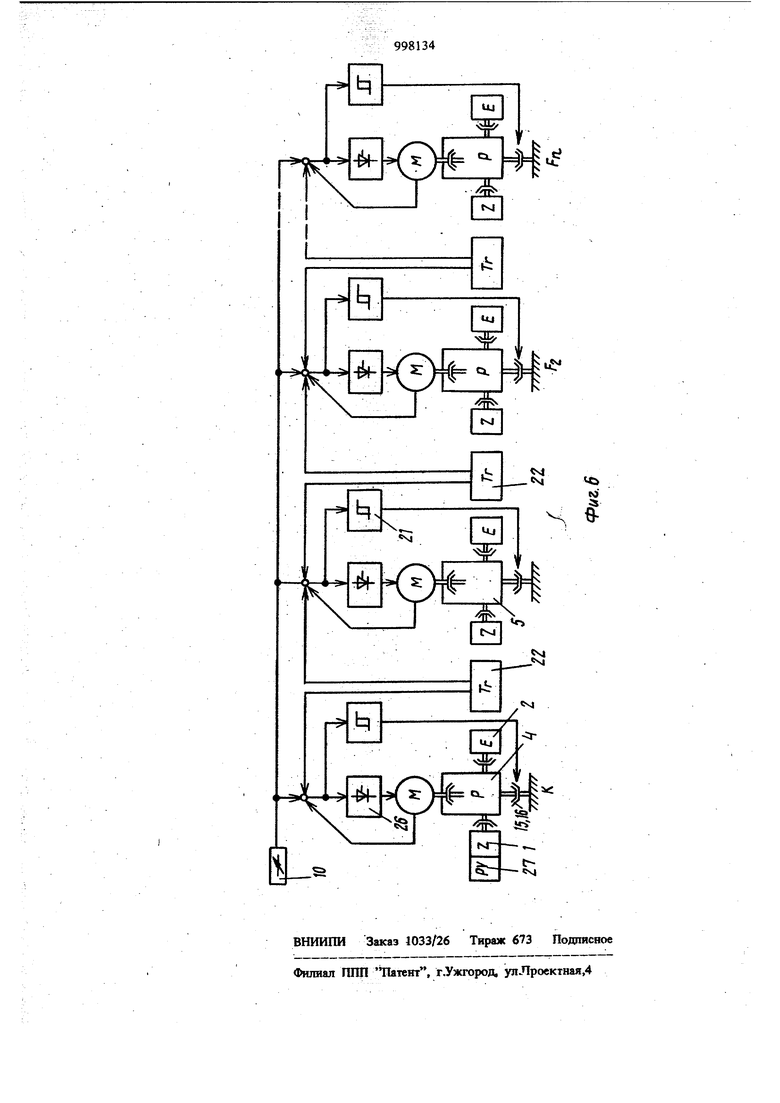
3998 для транспортировки заготовок от позиции к позиции. Управление, линией прессов осувдес твляется относительно простой следящей систе мой управления. Недостатком этих линий прессов является более низкая производительность по сравнению с синхронизированными линиями прессо и повыи1енная нагрузка на главные и вспомогательные приводы, на узлы муфт и тормозов а также приводной механизм устройств автома тизации. Эта повышенная нагрузка приводит к высокому износу, повышенным расходам энергии и большому уровню шума. Цель изобретения состоит в том, чтобы при достижении одинаковых с синхронизированными линиями прессов параметров производительности и технологических показателей снизить затрать на техническое обслуживание и ремонт у потребителя по сравнению с известными техническими решениями. Исходя из цели изобретения, предлагается автоматическая линия прессов, в которой по сравнению с синхронизированной линией прессов требуется значительно меньшая трудоемкость по управлению и обслуживанию и возможно применение обычных индивидуальны прессов с нормально рассчитаиными (по мощности) приводами . По сравнению с линией прессов с работающим на единичных ходах или с работающим непрерывными ходами высадочным автоматом и работающими на единичных ходах многопозиционными прессаг«ш достигается более высокая производительность за счет уменьшения времени выстоя между отдельными ходами прессов, а также путем уменьшения частоты переключений прессов и устройств автоматнзации достигается увеличение срока службы .наиболее нагруженных узлов (муфт и тормозов), а также приводных механизмов устройств автоматизации. Согласно изобретению задача решается таким образом, что для выравнивания разности между углами поворота коленчатого вала и числами оборотов регулируется продолжительность хода каждого многопозиционного пресса относительно высадочного автомата и соответствующего предшествующего пресса между верхним и нижним пределом. Это регулирование происходит в зависимости от своевременной подачи заготовки на место передачи предшествующего прессу транспортного устройства и в зависимости от своевременного наличия свободного места укладки на следующем за прессом транспортном устрюйстве. Так как продолжительность хода каждого из прессов посдедовательного действия относительно высадочного автомата управляема в зависимос ти от занятости транспортного устройства, то между маховиком и коленчатым валом пресса В качестве органа управления или регулировки расположена- сдвоенная муфта с двумя различными ступенями передачи, которая по команде переключает эти ступени передачи на верхний или нижний предел, или используется для регулировки продолжительности хода каждого пресса. Для установки верхнего предела также исполвзуется одноквадратный привод, преимущественно с устройством измерения числа оборотов, а для установки нижнего предела дополнительньш тормоз или тормоз пресса, причем соответствующий тормоз связан с устройством измерения числа оборотов, при этом . комбинация одноквадрантный привод с устройством измерения числа оборотов и дополни тельным тормозом или тормозом пресса, а также связанное с ними устройство измерения числа оборотов ;служат в качестве исполнительного органа для регулировки продолжительности хода. прессов.. Работа автоматической линии прессов поясняется на примере исполнения ее в различных вариантах. Соответствующие чертежи показывают варианты решения предмета изобретения. На фиг. 1-3 показаны блок-схемы: автоматической линии прессов из высадочного автомата с несколькими многопозиционными прессами с относящимся к каждому прессу загрузочным и разгрузочным устройствами с исполнением транспортного устройства в виде конвейера периодического действия и транспортирующим и поворотным устройством между высадочным автоматом и первым многопозиционным прессом и транспортным устройством между первым и вторым многопозиционными прессами, а также следующим транспортным устройством между вторым и третьим многопозицнонными прессами, причем у первого многопозиционного пресса показано принципиальное решение сдвоенной муфтой с двумя ступенями передачи между маховиком и коленчатым валом, у второго пресса - принципиальное решение комбинацией одноквадрантного привода и дополнительного тормоза, а у третьего пресса - принципиальное решение комбинацией однокващ)аитного привода и тормоза пресса. На фиг. 4 приведена диаграмма отношений чисел оборотов при эксплуатации линии прессов, многопозиционные прессы которой управляются и регулируются между верхним и нижним пределом числа оборотов. На фиг. 5 и 6 показаны блок-схемы устройств-регулировки числа оборотов всех прессов для лннин прессов по наличию заготовок на местах их передачи, предшествующих каждому прессу и последующих за ним, с исполь ованием следующих исполнительных органов: сдвоенная муфта (фиг. 5) и комбинация управляемою тиристором однокрадрантного привода и тормоза (дополнительный или основной), связанных с переключателем предельнь х знЗчений (фиг. 6). С целью согласования с различными технологическими условиями работы линии выгодно оборудовать каждый установленный на линии нресс приводом с регулируемым числом оборо тов. При этом все большее предпочтение дается приводу постоянного тока. Пуск мотора час то производится через одноквадрантные тнристорные системы управления. Диапазон регулирования числа ходов или оборотов от до man такой линии прессов; принимается при мерно 1:2. Установка числа ходов не выравнивает, однако, различие продолжительности ходов, возникающее в результате рабочей разгрузки прессов и неточности установкй для приводов. Эти различия продолжительности ходов вызыва ют изменение углов положения коленчатых валов прессов относительно друг друга, хотя пуск прессов прбизводится без различия в зти углах. При каждой переналадке оборудования на другое изделие имеет место новая различиая рабочая разгрузка, которая опять же приводит к отклонению продолжительности ходов. Предлагаемое техническое решение регулирует скорость многопозиционнь х прессов между верхним и нижним пределами относительно числа оборотов высадочного автомата, предусматривает выравнивание различий в щюдолжительности ходов. Прессы работают непрерывными ходами, хотя возникают большие различия во взаимном угловом положении коленчатых валов. Подача заготовок из листового металла на загрузочное устройство 1 высадочного автомата осуществляется с помощью любого известного устройства подачи таких заготовок. Между двумя соседними прессами 4,5 (или автоматом j4 и прессом 5) расположено транспортное устройство 22 периодического действия. Разгрузочное устройство 2 высадочного автомата передает заготовку 3 на погрузочную площадку тран спортного устройства 22. Транспортное устройство 22 направляет изделие 3 тактами на разгрузочную позицию 7. Транспортное устройство 22 может работать как от пресса, установленного перед ним, так и от пресса, установленного после него, -а также тактами от собственного привода. В зависимости от типа исполнения привода транспортного устройства 22 площадка передачи от пресса 4 к прессу 5 располагается либо на погрузочной площадке, либо на разгрузочной площадкге 7 транспортного устройства 22. В схеме 21 обработки информация о наличии изделия 3 на пе редаточной площадке предшествующего прессу 5 транспортного устройства 22 сравнивается с сигналов движедая загрузочного устройства 1, и в обработку также включается сигнал о наличии свободной передаточной площадки последующего за пределами 4, 5 транспортного устройства 22. На фиг, 1-2 изображено несколько вариантов исполнения для принципа линейного; управления автоматической линией прессов. Характерным признаком этого принципа управления является то, что продолжительность ходов прессов многопозиционных 5 относительно продолжительности хода высадочного автомата 4 колеблется в интервалах между верхним и нижним пределами продолжнтельяости хода; Разности между продолжительностью ходов Ц , 0 высадочного автомата относительно верхнего н нижнего предела продолжительности хода многопозиодонных прессов лишь приблизительно постоянны, так как верхний и нижний предел продолжительности хода o6f разуется постоянным отношением числа оборотов i. :i-o отношение числа оборотов i; может быть задано одинаковым для всех многопозиционных прессов линии, как, например, показано на фиг. 4, так и различным для каждого отдельного многЬпозицирнного прюсса линии. Обусловленные различными рабочими разгрузками прессов 4, 5, а также неточностью установки, возникают разности в продолжительности ходов 0; р на высадочном автомате и j, сГ , 6. , У на многопозиционных прессах. 4, 5 оборудованы приво дами регулирования числа оборотов, преимущественно питаемыми через вьшрямитель 26 одноквадрантнымн тиристорными приводами 14 В соответствии с технологическими условиями для всех прессов линии задается одинаковое номинальное значение внутри диапазона регулирования числа оборотов 11 8,у| и ,.. с помощью центрального задатчика 10. Выравнивание различий в продолжительности хода между прессами 4, 5 осуществляется через установленные двухпозиционные регуляторы на многопознционных прессах 5. На фиг. 1 и 3 изображены некоторые варианты исполнения регулятора на линии прессов, причем само собой разумеется, что на практике все прессы одной линии построены по одному и тому же варианту. Регулятор F в прессе 5 (фиг. 1) состоит из сдвоенной муфты 13, через которую попеременно переключаются две ступени передачи 17, 18. Требуемое передаточное число обеих ступеней передачи 17, 18 относительно друг друга вытекает из разности продолжительности хода а высадочного автомата при мшшмальном числе оборотов п,.; - Целесообразно сдвоенную муфту 13 располагать 7 между маховиком 19 и коленчашм валом 20 пресса 5, для того чтобы накопленная энергия маховика использовалась для ускорения на . большее число оборотов, а инерция махового колеса 19 для торможения движущихся масс на нижнее число оборотов. На прессе 5 (фиг. 2) регулятор Fj состоит из комбннации одноквадрантного привод 14 и дополнительного тормоза 15. На прессе 5 (фиг. 3), регулятор Fj состоит из комбинации одноквадрантного привода 14 и тормоза 18 пресса. Одноквадрантный привод 14 преимущественно оборудован устройством б измерения числа оборотов и служит для установки верхнего предела. Для установки нижнего предела смонтирован либо дополнительный тормоз 15, либо тормоз 16 самого пресса включается на короткое время, причем соответствующий тормоз связан с устройством 8 измерения числа оборотов. Для обработки поступающей информации по управлению и подачи команд переключений предусмотрена особая схема 21 обработки, через которую последует включение тормоза 15 или 16 и одновременное отключение номинального значения числа оборотов Sw, одноквадрантного тиристорного привода при достижении верхнего предела числа оборотов, либо отключение тормоза 15 (16) и включение одноквадрантного тиристорного привода 14 при достижении нижнего предела числа оборотов. В последних из названных вариантов конструкций для установки верхнего или нижнего пределов продолжительности хода тр буется изменение числа оборотов маховика 19 Поэтому для регулирования по первому варианту требуется относительно короткое время (примерно 0,9 с) Для изменения продолжительности хода от верхнего предела до нижнего предела. При исполнении со сдвоенной муфтой 13 для изменения продолжительности хода от верхнего до нижнего предела требуется больщее время (примерно в 1,5 с) а от нижнего до верхнего предела продолжительности хода требуется время примерно в 5-10 с, то есть, последние из названных вариантов регулировки работают не так быстро, но вполне достаточны дпя заданных условий. 4 8 Формула изобретения 1.Автоматическая линия прессов, содержащая высадочный автомат и нескольких многопозиционных прессов с загрузочным и .разгрузочным механизмами, а также транспортное устройство между двумя соседними прессами, причем управление линией осуществляет-ся в зависимости от потока заготовок, отличающаяся тем, что для выравнивания образующейся разности углового положения и числа оборотов продолжительности хода каждого из многопозиционных прессов 5 по отношению к высадочному автомату или соответствующему предыдущему прессу управляется или регулируется между верхним и нижним пределами в зависимости от своевременной подачИ изделия на расположенное перед прессом транспортное устройство 22 и от своевременного наличия свободного места для изделия на следующем за прессом транспортном устройстве 22. 2.Линия по п. 1,отличающая с я тем, что в качестве органа управления или регулирования между маховиком 19 и коленчатым валом 20 расположена сдвоенная муфта 13 с двумя различными ступенями передачи 17, 18, переключаемыми по верхнему или нижнему пределами или используемая для регулировки продолжительности хода каждого пресса 4, 5. 3.Линия по п. 1, о т л и ч а ю щ а я с тем, что для установки верхнего предела используется одноквадратный привод 14, )чтительно с устройством 6 для измерения числа оборотов, а для установки нижнего предела - дополнительный тормоз 15 или тормоз 16 пресса, причем соответствующий тормоз связан с устройством для измерения числа оборотов, а комбинация одноквад-г рантного привода 14 с устройством 6 измерения числа оборотов и дополнительного тормоза 15 или тормоза 16 пресса - с другим устройством 8 измерения числа оборотов и используется как исполнительный орган для регулировки продолжительности хода прессов 4, 5. Признано изобретением по результатам экспертизы, осуществленной Ведомством по изобретательству Германской демократической республики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия прессов | 1979 |
|
SU1006278A1 |
| Система управления автоматической прессовой линией | 1980 |
|
SU1065245A1 |
| Привод для механических прессов с различным числом ходов | 1980 |
|
SU1027054A1 |
| Автоматическая линия для изготовления деталей типа спиц | 1986 |
|
SU1412932A1 |
| Горизонтально-ковочный автомат горячей высадки и прошивки кольцевых деталей | 1958 |
|
SU124781A1 |
| АВТОМАТ МНОГОПОЗИЦИОННЫЙ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1998 |
|
RU2163177C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КОНСЕРВНЫХ БАНОК | 1992 |
|
RU2043816C1 |
| СПОСОБ УПРАВЛЕНИЯ ДВИГАТЕЛЕМ (ВАРИАНТЫ) | 2014 |
|
RU2660726C2 |
| СПОСОБ РАБОТЫ ТРАНСПОРТНОГО СРЕДСТВА С ГИБРИДНЫМ ПРИВОДОМ (ВАРИАНТЫ) | 2014 |
|
RU2581993C2 |
| ВЫЯВЛЕНИЕ ВЯЗКОСТИ С ИСПОЛЬЗОВАНИЕМ СТАРТЕРНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2014 |
|
RU2653713C2 |