Изобретение относится к обработке металлов давлением и может быть ис- п()льзовано при изготовлении из штучных заготовок спиц зонтов и других подобных деталей.
Цель изобретения - расширение технологических возможностей путем увеличения номенклатуры обрабатываемых деталей,
На фиг. 1 изображена кинематиче- схема автоматической линии; на . 2 - линяя, общий вид; на фиг.З- ра(зрез А-А на фиг. 2, на фиг. 4 - раз рф Б-Б на фиг. 2, на фиг. 5 .- разрез в4в на фиг. 2.
1- Автоматическая линия для изготов- л4ния деталей типа спиц содержит за- rj;iy3O4Hoe устройство 1 , механизм 2 подачи мерных заготовок, поворотно- фиксирующий механизм 3, накопитель 4 уйтройства 5 и 6 для штамповки, эле- мйнты приводной .части, содержащие ку лёчковьгй яал 7, зубчатую передачу 8, приводной вал 9, муфту-тормоз 10, ма ховик 11, привод 12 и комаНдоаппарат 1$, электрооборудование, содержащее блок 14 и пуль 15 управления, и пнев мдсистему 16..
. Загрузочное устройство 1 для по- штучной выдачи заго товок состоит из тфрцовых стенок 17 и внутренних наг- клонных опор 18, образующих бункер с питателем, ворошителя и подвижных отсекателей (не показаны) с приводом от механизма 2 лодачи мерных заготовок.
Механизм 2 подачи мерных загото вок, выполненный в виде шагающего конвейера, содержит неподвижнук) ра- ну 19, подвижную раму 20, установленную на роликоонорах с приводами подъема (не показаны), и привод 21 перемещения рамь 20.
В качестве накопителя 4 использу- ется типовая тара.
Устройства 5 и 6 для штамповки вы полнеиы в виде многопоз1-щионньгх ме- ханических прессов с установленными
по TeXHOЛOГИ IeCKOMy циклу рабочими
механизмами 22-25, связанными между собой кулачковым валом 7. .
Одно из устройств для .штамповки .снабжено сменным рабочим механизмом 26, образующим дополнительнук г Озициго высадки и устанавливаемыми в процессе переналадки вместо сменного рабочего механизма 25, образующего позицизо гибки. Указанные рабо
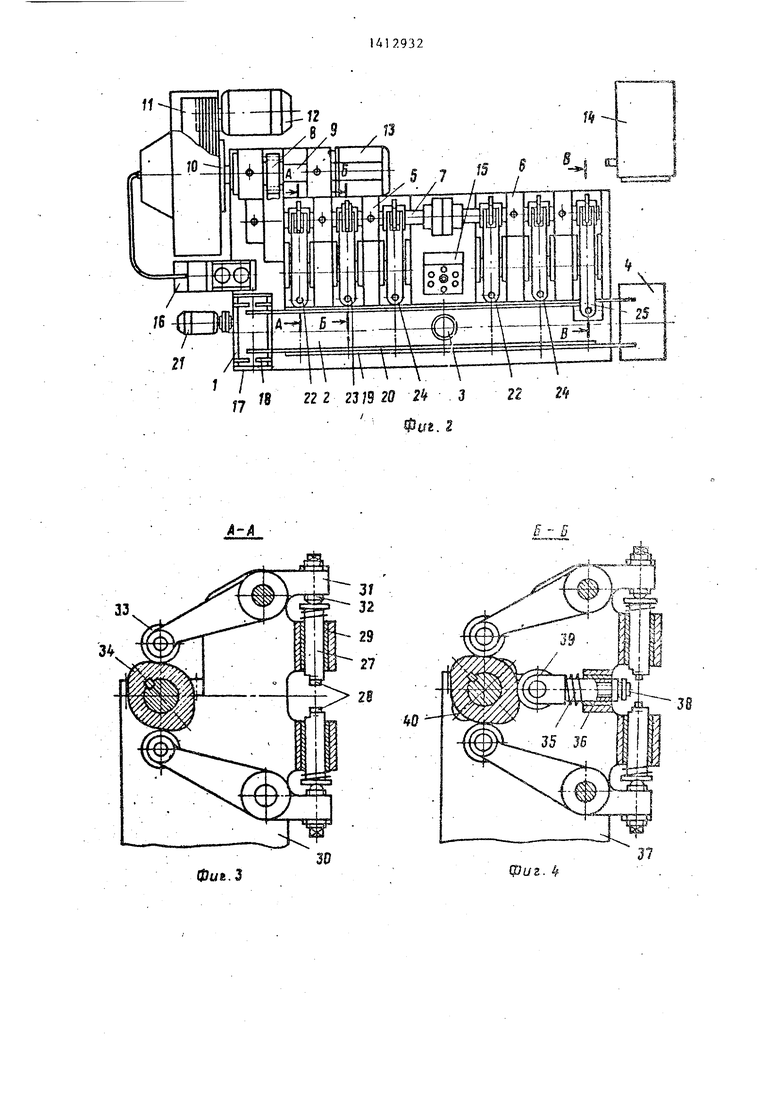
чие механизмы 22 и 24 выполнены в виде подпружиненных ползунов 27, несущих штамп 28 н смонтиронанньЪс в вертикальных напранляюа1их 29 станин 30.
Приводные двуплечие рычаги 2 этих механизмов установлены шарнирно навстречу друг другу и несут на .одном конце винтовые упоры 32, контактирующие с ползунами 27, на другом - ролики 33, контактирующие с кулачками 34 кулачкового вала 7.
Рабочий механизм 2-3 позиции высадки головки устройства 5 для ки содержит дополнительный подпружи- нент1й ползун 35, смонтированный в горизонтальной направляющей 36 станины 37, несущий на одном конце высадочный боек 38, на другом - ролик 39, контактирующий с индивидуальным кулачком 40, установленным на кулачко- вом валу 7.
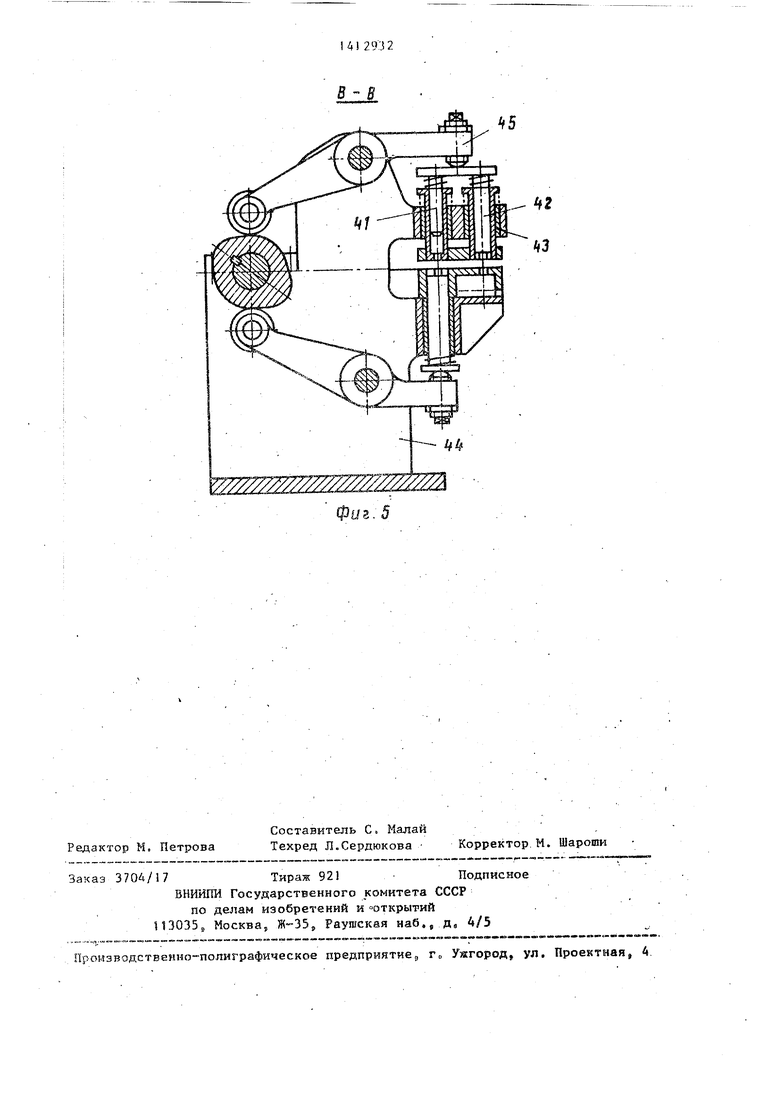
Сменный рабочий механизм 25 пози- ции гибки устройства 6 для штамповки снабжен двумя подпружиненными ползунами 4 и 42, смонтированными в верхних направляющих 43 станшш 44, а его верхний двуплечий рычаг 45 удлинен. Сменный рабочий механизм 26 дополнительной позиции высадки снабжен клиновым бойком 46 позиции.
Автоматическая линия работает следующим образом.
Перед началом работы включается привод 12, при этом маховик 11 совершает вращательное движение при вьжлючен- ной муфте-Тормозе 10, затем йктЬчает- ся привод 21 механизма 2 подачи мерных заготовок, обеспечивающий возвратно-поступательное перемещение подвижной рамы 20, При рабочем ходе (вправо) подвижная рама 20 переносит заготовки из загрузочного устройства 1 на позиции штамповки под штампы 28 рабочих механизмов 22-24 и др. За- тем подвижная рама опускается вниз, укладывая заготовки на неподвижную раму 19 концами в канавки нижних штампов и на поворотно-фиксирующий механизм 3. При обратном (холостом) ходе подвижной рамы 20 срабатывает муфта-тормоз. 10 и. приводной вал 9 проворачивается на один оборот, передавая вращательное движение Ч€феЗ зубчатую передачу 8 кулачковому ва- . лу 7, который при этом проворачивается на 180° и через кулачки 34 и 40 приводит в движение рабочие ме
ханиэмы 22 -24 и др. Таким образом, происходит выполнение технологических операций штамповки на заданных позициях и в то же время поворот заготовки, находящейся на поворот- но-фиксирующем механизме, на 180 в горизонтальной плоскости, обеспечивая подачу другого конца заготовки под штампы рабочих механизмов 22, 24 и 25 устройства 6. При подъеме подвижная рама 20 захватьгаает очередную заготовку из загрузочного устройства 1 и снимает с неподвижной рамы 19 и поворотно-фиксирую- щего механизма 3 обрабатываемые заготовки для переноса их на один шаг и установки на следующие позиции штамповки. . . Цикл повторяется автоматически.
Управление - автоматикой осуществляют с помощью командоаппарата 13 и пускорегулирующей аппаратуры, размещенной в блоке 14 управления. Пуск и остановку линии производят кноп- ками с пульта 15 управления.
Основное и дополнительное устройства для штамповки, вьшолненные в виде многопозиционных прессов .с установленными по технологическому циклу рабочими механизмами, имеют возможность переналадки (замены штам .пов, изменения величины хода) и обеспечивают, последовательное вьшолнение различных технологических операций при изготовлении деталей, отличающихся по форме, длине и диаметру.
Так, например, рабочие механизмы с двумя подпружиненными ползунами, смонтированными в вертикальных направляющих станин, обеспечивают плющение концов, пробивку отверстий с одновременной подрезкой концов или только пробивку в местах плющения, тем самым расширяют технологические возможности автоматической линии. Рабочий механизм позиции высадки головки, содержащий дополнительный подпружиненный , смонтированньм в горизонтальной напраззляющей, обеспечивает новые свойства автоматической линииг качественную высадку сферической ИЛИ полукруглой головки при одновременном выдавливании двусторонни углублений на конце заготовки.
Одно из устройств для штамповки, содержащее сменный рабочий механизм позиции гибки, снабженный двумя подпружиненными ползунами в верхних на-
0
Q 5
5
0
5
0
5
0
правляющих стпикны с удлиие.шагм верх- . ним двуплечим рычагом., обеспечивает одностороннюю Или двустороннюю гибку стержневой части заготовки. рабочего механизма позиции гибки механизмом позиции высадки с клиновым бойком позволяет осуществить переналадку на изготовление деталей с отогнутыми концами, что расширяет номенклатуру обрабатываемых деталей. Предлагаемая автоматическая линия имеет высокие технологические воз.- можности и обеспечивает изготовление широкой номенклатуры изделий, отличающихся по форме, длине и диаметру. Это достигается в результате конструкции загрузочного устройства, механизма подачи мерной заготовки и рабочих механизмов штамповки, вьтолненных с возможностью переналадки, а также введением в линию поворотно-фиксйру- ющего механизма и дополнительного устройства для штамповки, обеспечивающнх ВОЗМОЖНОСТЬ обработки другого конца заготовок и гнбку стержневой части изготовляемых деталей„
Формула изобретения
1 . Автоматическая линия для йзго-
товления деталей типа спи ц. содержащая загрузочное устройство} механизм подачи заготовок, устройство для штамповки с рабочими механизмами, один из которьсх образует позицию высадки, и их приводами, каждьй из которых вьтолнен в виде двух рично расположенных двуплечях рычагов; шарнирно. закрепленных на станине с возможностью взаи {одействия одш-1м плечом с соответствующим ему рабочим мез анизмом, а другим - с приводным элементом, накопитель, пневмо;сист ему и электрооборудование, о т - личающаяся тем что, с целью расширения технологических возможностей путем увеличения номенкла туры обрабатыва емьгх деталей, она снабжена дополнительным устройством для штамповки и поворотно-фиксирую- щии механизмом, причем устройства для штамповки вьтолнены в виде многопозиционных механических прессов с установленшггми по технологическому циклу рабочими механизмами и связаны между собой приводным элементом, последний выполнен в виде кулачкового вала, а рабочие механизмы
514
устройств для штамповки выполнены в виде по меньшей мере двух подпружиненных ползунов со штампами, смок- . тированных я верхних и нижних вер- гикальных направляющих станин прес Ой ,
: 2. Линия поп. I, отличаю |д а я с я тем, что рабочий механизм юзиции высадки снабжен дополнитель- ьтм подпружиненным ползуном, смон- ированным в горизонтальных направ 1ЯГОЩИХ и несущим на одном коице выса цочньтй боек, на другом - ролик, ус- гановл нный с возможностью йзаимо- дёйетвия с индивидуальным кулачком кулачкового .вала.
3. Линия по п. .1 , о т л и ч а Ю ц а я с я тем, что по меньшей ме29326
ре одно из устройств для штамповки снабжено сменным рабочим механизмом, образующим позицию гибки, и сменным рабочим механизмом, обра- ,,зующим дополнительную позицию высадки, установленными с возможностью замены одно другим, при этом сменный рабочий механизм позиции 0 гибки выполнен в виде двух верхних подпружиненных ползунов, смонтированных в вертикальньтх няправляю- лдих станины одного из прессов.
15 А. Линия по п. 1, отличающая с -я тем, что механизм подачи заготовок -вьтолнен в виде питающе- щего конвейера с равномерным шагом I перемещения.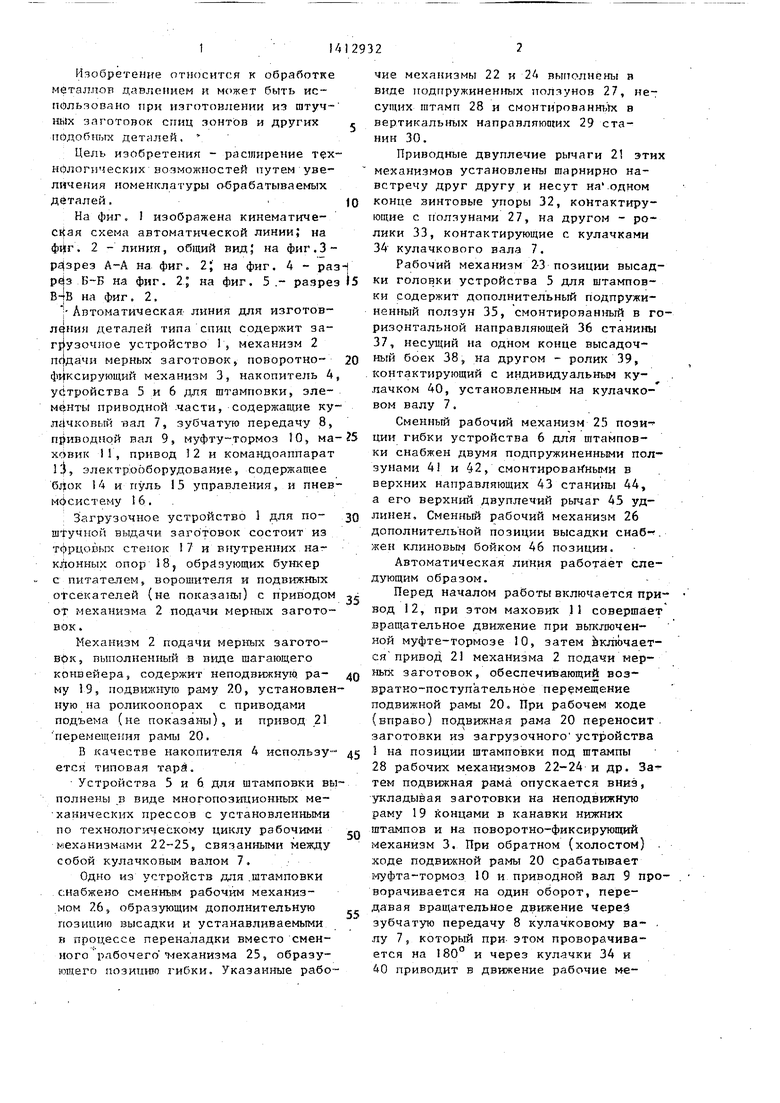

| название | год | авторы | номер документа |
|---|---|---|---|
| Шагающий конвейер | 1986 |
|
SU1452755A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Загрузочное устройство | 1978 |
|
SU860994A1 |

Изобретение относится ii7o6pa6oT- ке металлов давлением и может быть использовано при изготовлении из штучных заготовок спиц зонтов и других подобных деталей. Цель изобретения - расширение технологических возможностей путем увеличения номенклатуры обрабатываемых деталей. Автоматическая линия для изготовления деталей типа спиц : содержит загрузочное устройство, механизм подачи заготовок, устройства для штамповки, поворотно-фиксирующий механизм, накопитель, элементы приводной части. Загрузочное устройство обеспечивает поштучную выдачу заготовок на механизм подачи заготовок. Механизм подачи заготовок выполнен в виде шагающего конв.ейера с равномерным шагом перемещения. Поворотно-фиксирующий механизм обеспечивает поворот заготовки на 180 Д.Т1Я обработки ее второго конца. Устройства для штамповки выполнены в виде многопозицион- ных механических прессов. Каждый из рабочих механизмов устройства для штамповки содержит по меньшей мере два подпружиненных вертикальных ползуна, несущих штампы. Рабочий механизм позиции высадки снабжен дополнительным горизонтальным подпружиненным ползуном, несущим высадочный боек. Одно из устройств для штамповки снабжено сменным рабочим механизмом позиции гибки, вьтолненкым в виде двух верхних вертикальных подпружиненных ползунов. Механизм установлек с возможностью замены сменным рабочим механизмов дополнительной позиции высадки. 3 з.п.ф-лы. 5 ил. S )BB«t 4
фуе. f
n
fg
. Т
222 231B20 2 3
Фи1. 2
A-A
33
Фиг.З
22 Vf
Ж 8
(уг. 4
5
| Автоматическая линия для изготовления отрезков проволоки мерной длины с высаженными концевыми и промежуточными головками | 1971 |
|
SU447245A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
