Изобретение относится к обработке металлов давлением и может быть использовано в различных областях машиностроения для изготовления деталей с отформованными выступами и отогнутыми полками.
Цель изобретения - повышение качества деталей.
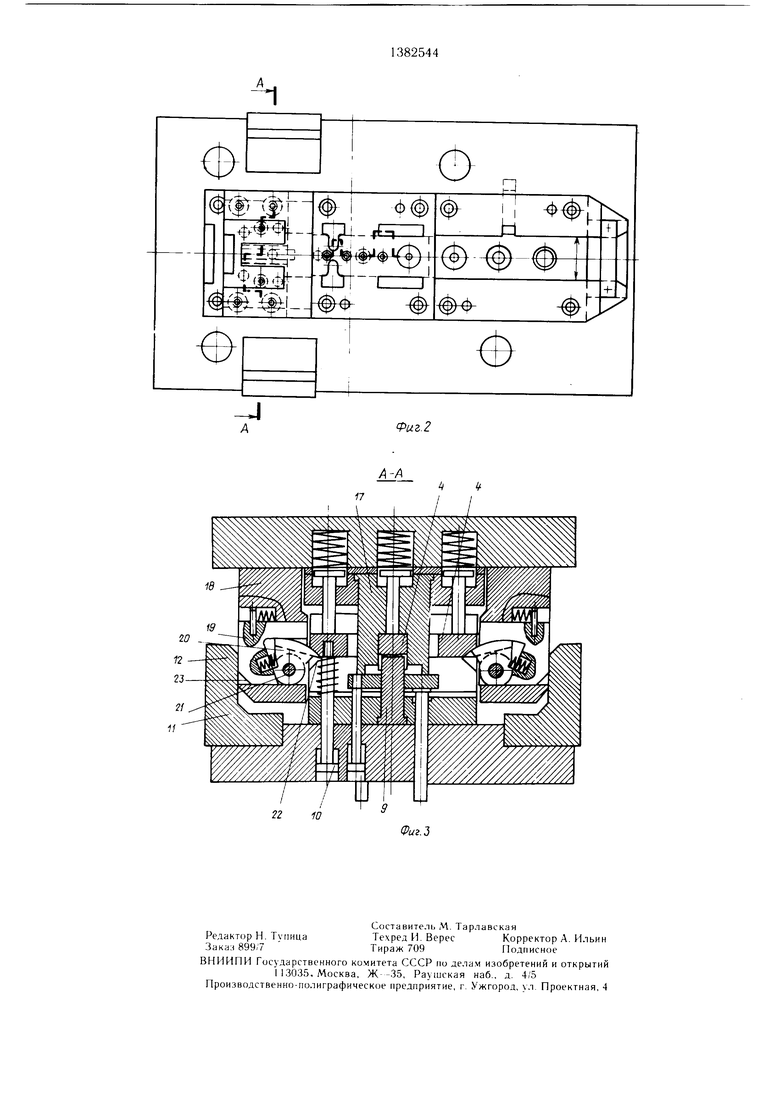
На фиг. 1 представлен штамп последовательного действия, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 2.
Штамп содержит неподвижную 1 и подвижную 2 плиты, между которыми размещен съемник, состояш,ий из первой неподвижной части 3, жестко закрепленной на неподвижной плите 1, и второй - подвижной части, выполненной в виде подпружиненного выталкивателя 4. На неподвижной плите 1 раз.мешены матрицы 5, выталкиватели 6, направляющая планка 7 для подачи металлической ленты 8, гибочный пуансон 9, подпружиненный выталкиватель 4, соединенный с плитой через ступенчатый винт 10 с возможностью вертикального перемещения, и противоотжимы 11 с выполненными на них скосами 12.
На подвижной плите 2 закреплены фор- мовочные 13 и пробивные 14 пуансоны, шаговый 15 и отрезной 16 ножи, гибочная матрица 17 и клиновые механизмы 18, расположенные по обе стороны от подпружиненного выталкивателя 4.
Клиновой механизм 18 включает располо-
0
5
0 щает его изгиб.
соответствующую обработку металлической ленты 8, ползушки 19 клиновых механизмов 18 скосами 23 взаимодействуют со скосами 12 противоотжимов 11 и перемещаются к центру штампа.
В конце рабочего хода поворотные кулачки 20 под действием пружин входят под скосы 22 подпружиненного выталкивателя 4. При перемешении плиты 2 вверх подпружиненный выталкиватель 4 с помощью поворотных кулачков 20 поднимается также вверх до уровня жесткого съемника 3 и останавливается в этом положении ступенчатым винтом 10. В этот момент ползушки 19 клиновых механизмов 18 выходят из кон- 5 такта со скосами 12 противоотжимов II и под действием скосов 22 подпружиненного выталкивателя 4 перемещаются от центра штампа, прерывая контакт подпружиненным выталкивателем 4. При дальнейшем перемещении подвижной плиты 2 вверх происходит выталкивание готовой детали из гибочной матрицы 17, а на предыдущих переходах одновременно снятие ленты с ща- говых ножей 15, пробивных 14 и формовочных 13 пуансонов.
Готовая деталь после обработки на данном штампе строго соответствует заданной форме и имеет прочные отформованные выступы вследствие того, что подпружиненный выталкиватель, перемещаясь вместе с обрабатываемым материалом, предотвра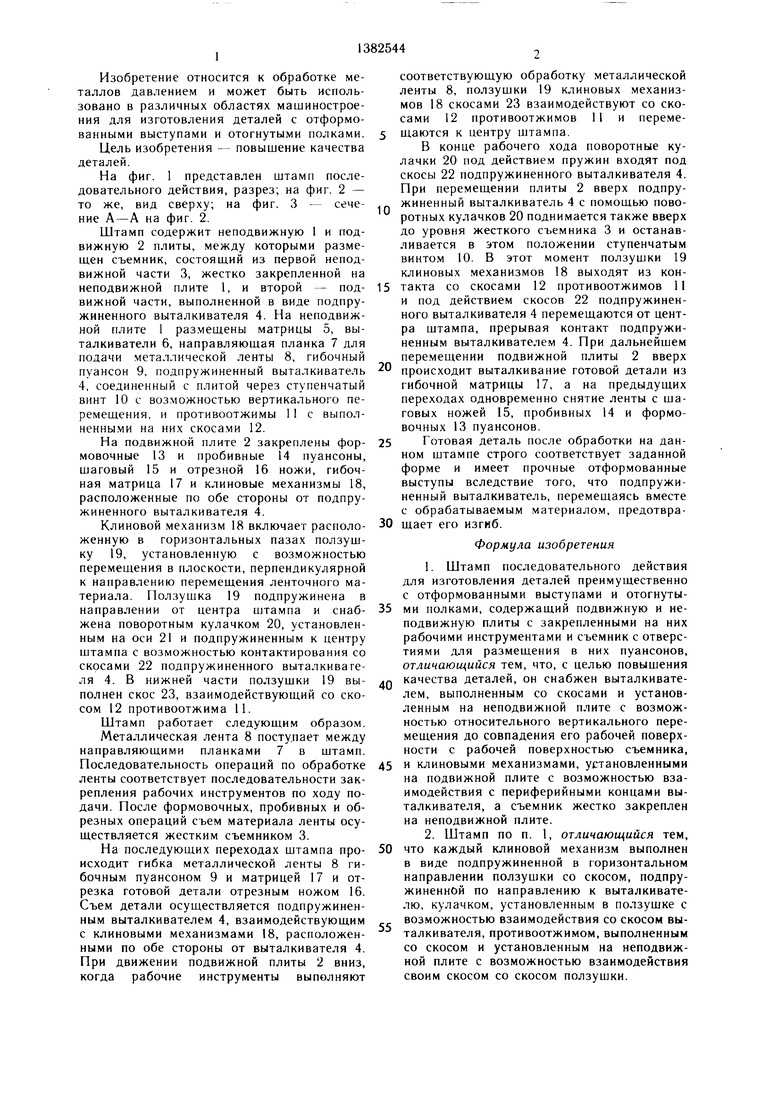
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1973 |
|
SU394138A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп совмещенного действия для вырубки и чеканки листового материала | 1973 |
|
SU464363A1 |
| Штамп совмещенного действия для вырубки и пробивки | 1982 |
|
SU1060274A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей с отформованными выступами и отогнутыми полками. Цель - повышение качества деталей. В штампе, имеюш.ем неподвижную 1 и подвижную 2 плиты, съемник выполнен из двух частей - неподвижной и подвижной, выполненной в виде подпружиненного выталкивателя (В) 4. Процесс выталкивания ленты после операции гибки осуществляется подпружиненным В 4 на уровне жесткого съемника 3. Штамп снабжен клиновыми механизмами, содержащими ползушки и поворотные кулачки, взаимодействующие с подпружиненным В 4. При движении подвижной плиты 2 вверх кулачки поднимают выталкиватель 4 также вверх до уровня жесткого съемника 3. Конструкция штампа предотвращает изгяб обрабатываемого материала. 1 3. п. ф-лы, 3 ил. i в со 00 1C ел 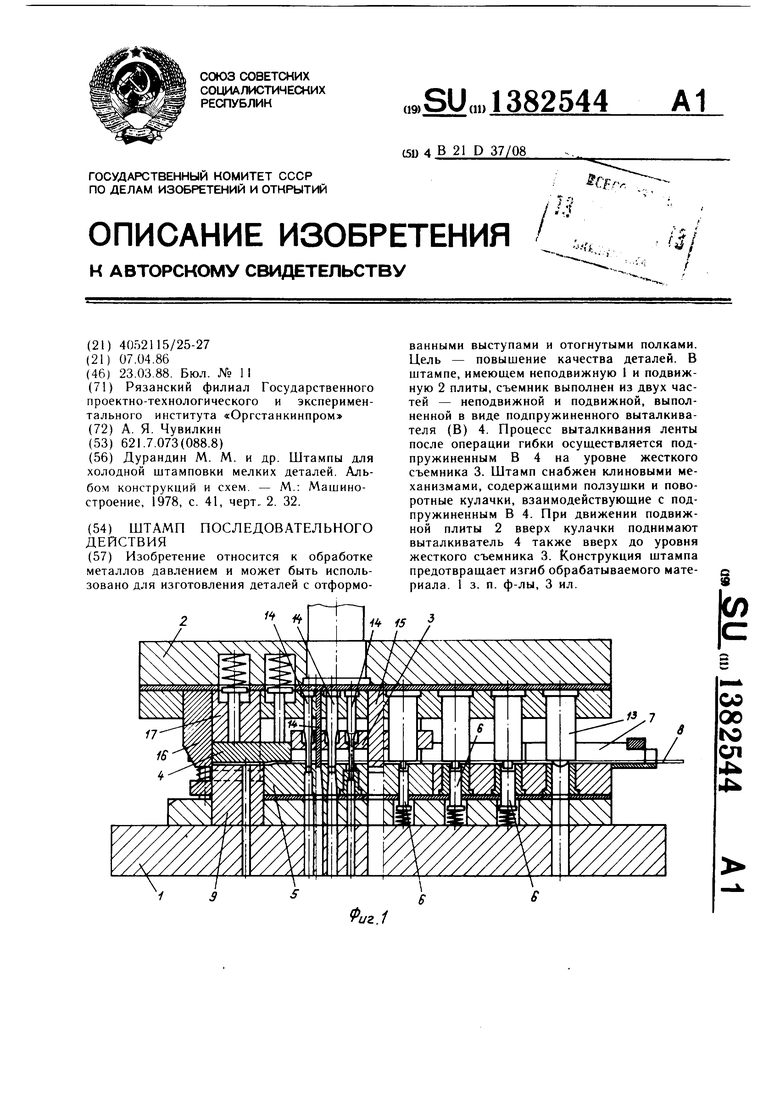
женную в горизонтальных пазах ползуш- ку 19, установленную с возможностью перемещения в плоскости, перпендикулярной к направлению перемещения ленточного материала. Ползушка 19 подпружинена в направлении от центра штампа и снабжена поворотным кулачком 20, установленным на оси 21 и подпружиненным к центру штампа с возможностью контактирования со скосами 22 подпружиненного выталкиваге- ля 4. В нижней части ползушки 19 выполнен скос 23, взаимодействующий со скосом 12 противоотжима 11.
Штамп работает следующим образом.
Металлическая лента 8 поступает между направляющими планками 7 в штамп.
35
40
Формула изобретения
Последовательность операций по обработке45 и клиновыми механизмами, установленными
ленты соответствует последовательности зак-на подвижной плите с возможностью взарепления рабочих инструментов по ходу по-имодействия с периферийными коицами выдачи. После формовочных, пробивных и обталкивателя, а съемник жестко закреплен на неподвижной плите.
резных операции съем материала ленты осуществляется жестким съемником 3.
На последующих переходах щтампа про- исходит гибка металлической ленты 8 гибочным пуансоном 9 и матрицей 17 и отрезка готовой детали отрезным ножом 16. Съем детали осуществляется подпружиненным выталкивателем 4, взаимодействующим с клиновыми механизмами 18, расположенными по обе стороны от выталкивателя 4. При движении подвижной плиты 2 вниз, когда рабочие инструменты выполняют
5
0
Формула изобретения
имодействия с периферийными коицами вы0
5
талкивателя, а съемник жестко закреплен на неподвижной плите.
22 10
Фиг. 2
| Дурандин М | |||
| М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| Альбом конструкций и схем | |||
| - М.: Машиностроение, 1978, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
