1
Изобретение относится к технологической оснастке для холодной лпстовой штамповки и может быть использовано в машиностроении.
Известен штамп для гибки деталей, содержащий пуансон с участками для предварительной и окончательной гибки, а матрица имеет два последовательно расположенных по вертикали участка 1.
Этот штамп не обеспечивает достаточно высокой точности деталей.
Известен другой штамп для гибки деталей, содержаш,ий нодвижную ступенчатую матрицу и составную оправку но меньшей мере в одной подвижной в направлении, перпендикулярном к направлению перемешения матрицы, частью 2.
Такой штамп достаточно сложен и недостаточно надежен в работе из-за того, что гибка осуществляется с помощью ступенчатого клина при горизонтальном перемещении матрицы.
В описываемом штампе для упрощения его конструкции и повышения надежности в работе ступенчатая матрица размещена в подвижной части штампа, а в неподвижной части - оправка, состояшая из неподвижной средней части и двух боковых подвижных частей, каждая из которых связана с механизмом ее перемещенпя, в частности клиновыми.
На фпг. 1 показан описываемый штамп, вид спереди; на фиг. 2 - то же, вид сбоку; на
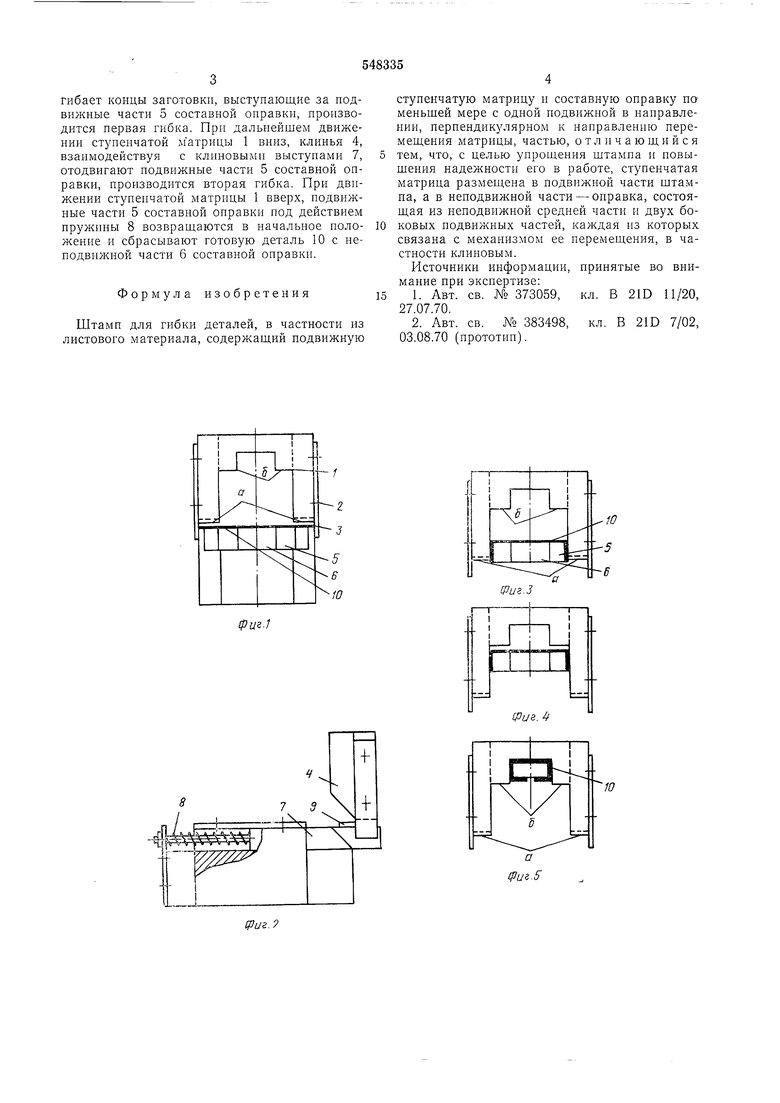
фиг. 3 - штамп после первой гибки, вид спереди; на фиг. 4 - положения ступенчатой матрицы и составной оправки после первой гибки; на фиг. 5 - штамп перед второй гибкой (боковые подвижные части оправки отодвинуты), вид спереди; на фиг. 6 - положения ступенчатой матрицы и составной оправки перед второй гибкой; на фиг. 7 - штамп после второй гибки, вид спереди; на фиг. 8 -
положения ступенчатой матрицы и составной оправки после второй гибки; на фнг. 9 - описываемый штамп, вид сверху; на фиг. 10 - аксонометрическое изображение составной оиравки штампа перед первой гибкой; на фиг.
11 - то же, после второй гибки.
К ступенчатой матрице 1, содержащей а и верхние б выступы, крепятся с помощью болтов 2 направляющие пластины 3 для заготовки. В задней части ступенчатая матрица содержит клинья 4. Составная оправка состоит из трех консольно закрепленных частей - двух боковых подвижных 5 и средней неподвижной 6. Подвпжные частп составной оправки содержат клиновые выступы 7 и возвратные иружины 8. На неподвижной части смонтирован ограничитель 9.
Принцип работы штампа следующий. Заготовка детали 10 укладывается иа составной оправке п упираетск в ограничитель
9. Ступенчатая матрица 1, двигаясь вниз, отгибает концы заготовки, выступающие за подвижные частп 5 составной оправки, производится первая гибка. При дальнейшем движении ступенчатой матрицы 1 вииз, клинья 4, взаимодействуя с клиновыми выступами 7, отодвигают подвижные части 5 составной оправки, производится вторая гибка. При движении ступенчатой матрицы 1 вверх, подвижные части 5 составной оправки под действием пружины 8 возвращаются в начальное положение и сбрасывают готовую деталь 10 с неподвижной части 6 составной оправки.
Формула изобретения
Штамп для гибки деталей, в частности из листового материала, содержащий подвижную
ступенчатую матрицу и составную оправку поменьшей мере с одиой иодвижиой в направлении, перпендикулярном к иаправлению перемещения матрицы, частью, отличающийся тем, что, с целью упрощения штампа и повышения надежности его в работе, ступенчатая матрица размещена в подвижной части штампа, а в неподвижной части - оправка, состоящая из неподвижной средней части и двух боковых подвижных частей, каждая из которых связана с мехаиизмом ее перемещения, в частности клиновым.
Источники информации, принятые во внимание при экспертизе:
1.Авт. св. № 373059, кл. В 21D 11/20 27.07.70.
2.Авт. св. № 383498, кл. В 21D 7/02 03.08.70 (прототип).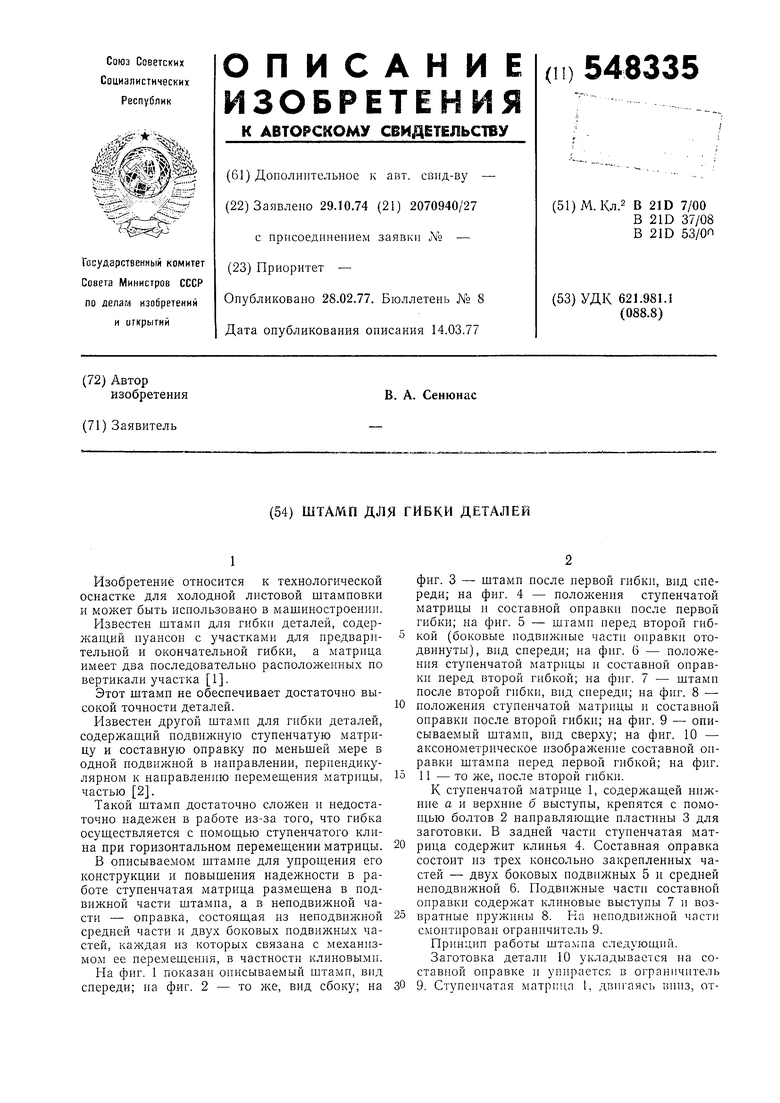
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для обработки полых заготовок | 1983 |
|
SU1119754A2 |
| Способ изготовления деталей из прутка и штамп для его осуществления | 1991 |
|
SU1817723A3 |
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Штамп совмещенного действия | 1975 |
|
SU539644A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Штамп м.и.лазаренко для получения радиальных выступов на внутренней поверхности полой детали | 1977 |
|
SU694256A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
фиг-1
I-г
1
7
Ч
п / :::|„- :
J |Д-У4А- --С fg УЛ- I j
---:Г f J J I 3 } J
Ш
