Изобретение относится к обработке металлов давлением, п более конкретно к производству изделий из плющеной проволоки. Известно устройство для плющения проволоки в ленту путем прокатки ее между шариками, имеющими лыски, содержащее фрикционный механизм напряжения проволоки до прокатки и рычажный механизм с регулируемым грузом для натяжения ленты после прокатки Однако с помощью указанного устройства можно получать только сплошную однородную ленту. Наиболее близким к предлагаемому является устройство для плющения про волоки, содержащее размещенные на основании приводные профилирукяцие валки, подающую и приемную катушки для проволоки рТ . Недостатком известного устройства является то, что оно содержит рабочие профилированные валки.с непрерывным сплошным рифлением, что не позволяет получать секции с участ ками плющеной проволоки заданной дли ны.. Цель изобретения - расяиирение тех ;нол огических возможностей, а также повышение срока службы валков. Поставленная цель достигается тем что в устройстве для плюдения проволоки, содержащем размещенные на осно вании приводные профилирующие валки, подающую и приемную катушки для проволоки, на рабочей части одного из валков выполнен радиальный паз, а дл на окружности валка укладывается целое число раз на длине окружности приемной катушки. При этом оно имеет установленный на оси подающей катушки кулачок и шарнирно закрепленный рычаг, одно пл чо которого взаимодействует с кулач-: ком, а второе имеет отверстие для проволоки. .Кроме того, устройство имеет тормозной механизм, состоящий из размещенной на оси приемной катушки и под пружиненной к ней втулки. На чертеже изображена схема предлагаемой установки. Установка состоит из катушки 1 сматывания, закрепленной на оси 2,на которой закреплен также кулачок 3, и ка:тушки 4 наматывания с тормозным механизмом .5, прокатных валков б и 7 установленных на осях 8-и 9, на одно из которых выполнен скос 10. Для сближения валков на заданное расстоя ние служит специальный винтовой меха низм. Привод вращения вёшков и вращения катушки наматывания осуществля ется от электродвигателя 11 через клиноременную передачу 12, червячный редуктор 13 и цепныепередачи 14 и 1 Катушка сматывания состоит из продол ных секторов 16, в. которых один конец 17 шарнирно установлен на корпусе катушки, а второй с помощью пружин растяжения 18 присоединен к оси 2 катушки. Катушка имеет быстросъемный фланец 19 с прорезями 20, в которые входят сектора 16, К кулачку 3 с помощью пружин 21 поджимается один конец 22 провода 23, установленного на оси 24. Другой конец поводка излает водило с отверстием 25, через которое пропускается проволока 26. Тормозной механизм 5 катушки 4 наматывания обеспечивает свободное проворачивание катушки на оси 27, если натяжение проволоки превышает допустимую величину. Механизм содержит.подпружиненную бронзовую втулку, на которой устанавливается катушка 4. втулку.поджимают к катушке с заданной силой, обеспечивающей проворачивание катушки. Пово- док-тормоз 23 выполняет одновременно две функции: он является тормозом для катушки сматывания и поводком для подачи проволоки на всю ширину скоса 10. В то время когда проволока не плющится, а проходит зону скоса, ,ее натяжение со стороны прокатных валков резко уменьшается и катушка может быстро, рывком разматываться. Однако этому препятствует кулачковый трмоз. Заданную силу натяжения тормоза устанавливают с помощью пружй- ны 21. Для установки бухты проволоки на катушку 1 сматывания отсоединяют пружины 18, .снимают фланец 19 и сводят к центру сектора 16. После одевания бухты проволоки на катушку устанавливают фланец 19 и присоединяют пружины 18 растяжения к оси 2. В таком положении под действием пружин 18 сектора 16 стремятся разойтись в стороны и держат катушку проволоки в натянутом состоянии при ее разматывании. Пример. Для плющения наиболее применяемой для щеток и иглофрез I углеродистой проврлоки:. .,, диаметром 0,3-0,6 мм диаметр валков выбирают равным 60 мм., диаметр барабана катушки 300 мм, длину скоса по его дуге 50 мм. Ширина валков при этом 50 мм, ширина скоса 30 мм. В.алки изготавливают из стсши ХВГ, термообрабатывают до HRC-58-60 и полируют. В результате плющения проволоки на данной установке будут получены плющенные участки длиной 140 мм, между которыми чередуются участки круглой проволоки длиной 50 мм. На барабане приемной катушки суммарные отрезки Плющеного и неплющеного участков укладываются ровно пять раз, поэтому при намотке на барабан эти участки совмещены друг с другом и находятся на одном уровне. После перемотки катушки проволоки.на барабан приемной катушки бухту снимают и разрэзают на пять равных частей таким образом, чтобы участки круглой проволоки находились строго посередине полученного пакета проволоки. Затем с прмощью специального механизма плющеные участки ориентируют определенным образом и фиксируют в-таком положении. После этого пакеты проволоки сги.бгиот посередине с учетом ориентированных плоских уча.стков. ОМрину плоских участков выбирают эксперимент талвно для каждогодиаметра проволоки и обеспечивают за счет поджатия
прокатных ВсШКОВ друг к другу сПОМОЩЬЮ винтового механизма. Например,
для проволоки дисшетром 0,4 мм ширина плющеных участков равна 0,6-0,7мм
Предлагаемая установка обеспечивает изготовление плющеной проволоки для щеток и иглофрез с плоским ворсом. Инструмент с плоским во(сом позволит эффективно обрабатывать грубые, сильно загрязненные .поверхности за одну операцию, что в некоторых случаях значительно сократит ци1сл обработки, поэтому производительность обработки деталей или щет- кой повышается на 15-20%.
1. УСТРОЙСТВО ДЛЯ ПЛЮЩЕНИЯ ПРОВОЛОКИ, содержащее размещенные на основании приводные профилирующи валки, подающую и приемную катушки для проволоки, отличающееся тем, что, с целью расширения технологических возможностей, на ра бочей части одного из валков выполнен радиальный паз, а длина окружности валка укладывается целое число раз на длине окружности приемной катушки. 2.Устройство по П.1, о т л ич а ю щее с я тем, что, с целью повышения срока службы валков, оно имеет установленный на оси подающей катушки кулачок и шарнирно закреплен ный на станине подпружиненный рычаг, одно плечо которого взаимодействует с кулачком, а второе имеет отверстие для проволоки. 3.Устройство по n.i, о т л.ичающееся тем, что оно имеет тормозной механизм, состо5эдий из размещенной на оси приемной катушки и подпружиненной к ней втулки.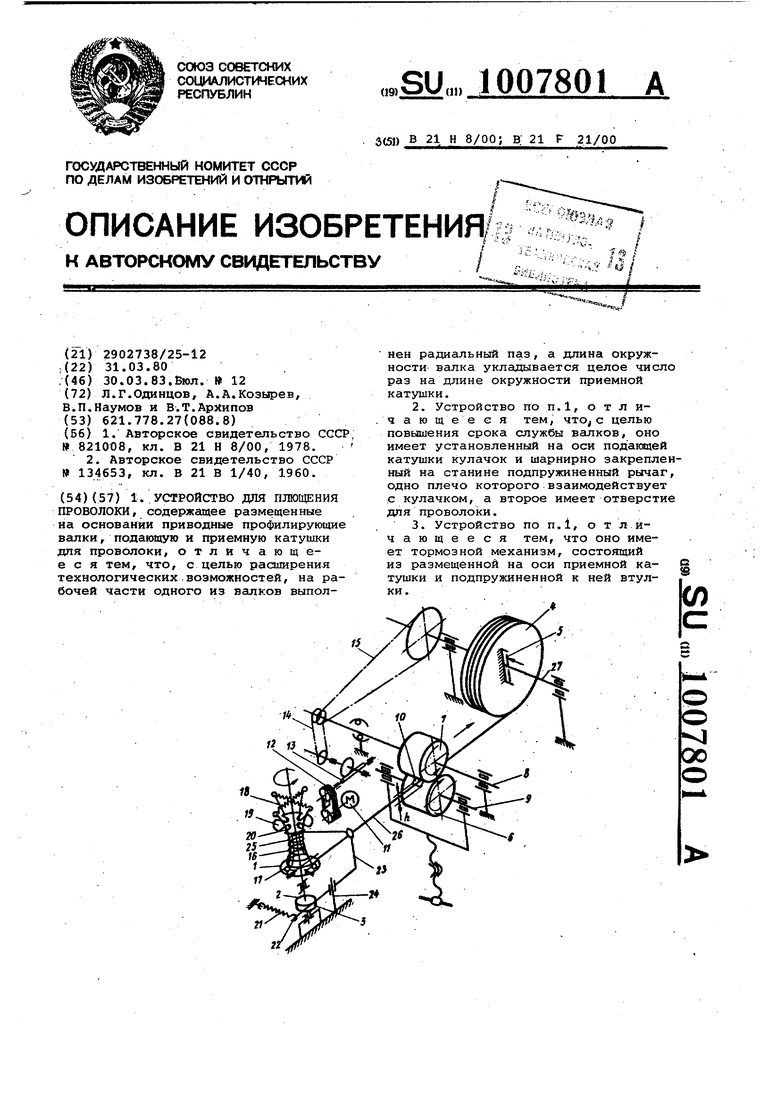
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стан для продольной прокатки пери-ОдичЕСКиХ пРОфилЕй | 1978 |
|
SU821008A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прокатный стан для плющения проволоки в ленту | 1959 |
|
SU134653A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
