Область техники, к которой относится изобретение
Изобретение относится к конструкции устройства для подачи проволоки в сварочной машине согласно ограничительной части пункта 1 формулы изобретения, при этом указанное устройство для подачи проволоки содержит корпус, втулочную систему, установленную в корпусе для вращения катушки, и механизм подачи проволоки, предназначенный для вытягивания сварочной проволоки с катушки таким образом, чтобы катушка с проволокой вращалась в направлении разматывания, а также для подачи сварочной проволоки при помощи механизма подачи проволоки к сварочной горелке.
Изобретение относится также к способу обеспечения движения сварочной проволоки в устройстве для подачи проволоки согласно ограничительной части пункта 9 формулы изобретения, при этом указанное устройство для подачи проволоки содержит корпус, втулочную систему, установленную в корпусе для вращения катушки, и механизм подачи проволоки для вытягивания сварочной проволоки с катушки таким образом, чтобы катушка с проволокой вращалась в направлении разматывания, а также для подачи сварочной проволоки при помощи механизма подачи проволоки к сварочной горелке, и при этом указанная втулочная система содержит ось, а указанный способ содержит операцию запуска подачи проволоки, во время которой механизм подачи проволоки вытягивает сварочную проволоку, обеспечивая ее движение, и операцию прекращения подачи проволоки, во время которой механизм подачи проволоки прекращает вытягивание сварочной проволоки.
Уровень техники
Подача проволоки является важной частью сварки MIG/MAG (metal inert gas/metal active gas, полуавтоматическая сварка электродной проволокой в среде инертного или активного газа). В устройстве для подачи проволоки основными частями являются механизм подачи проволоки и втулочная система, на втулке которой устанавливается катушка с проволокой. Механизм подачи проволоки служит для подачи сварочной проволоки с катушки к сварочной горелке и далее через сварочную горелку - непрерывно во время процесса сварки. Для успешного выполнения сварки MIG/MAG подача проволоки должна осуществляться бесперебойно и с регулируемой скоростью. Сварочная проволока, поступающая из устройства для подачи проволоки, входит в устройство для подачи проволоки с катушки, установленной на втулочной системе, с которой во время начала сварки механизм подачи проволоки начинает разматывать проволоку в направлении сварочной горелки. Механизм подачи проволоки обычно содержит одну или две пары протягивающих вальцов, которые сжимаются вокруг сварочной проволоки и при вращении создают тяговое усилие, прикладываемое к сварочной проволоке. Скорость вращения пары протягивающих вальцов регулируется двигателем механизма подачи проволоки. Когда сварка заканчивается, механизм подачи проволоки прекращает вытягивание сварочной проволоки в направлении сварочной горелки, и сварочная проволока останавливается на месте между парой протягивающих вальцов. При этом обычно имеет место некоторое провисание сварочной проволоки между катушкой с проволокой и механизмом подачи проволоки, поскольку тяжелая катушка с проволокой некоторое время продолжает поворачиваться под влиянием момента инерции. Когда начинается новый процесс сварки, механизм подачи проволоки натягивает проволоку, при этом вначале в направлении сварочной горелки перемещается провисающий участок, прежде чем катушка с проволокой действительно начинает вращаться. В этом случае двигатель механизма подачи проволоки испытывает скачкообразную нагрузку, когда тяжелую катушку с проволокой необходимо внезапно привести в движение после легкого натяжения провисшей проволоки.
JP 2003053541 описывает устройство для подачи проволоки в сварочной машине, в котором катушка с проволокой установлена во вращающемся цилиндре. Вращающийся цилиндр установлен на неподвижной оси, к которой присоединен подшипник и пружина, а также винт, проходящий сквозь них. При затягивании винта возникает толкающее усилие, которое действует как тормоз на ось вращения, при этом, если механизм подачи проволоки прекращает вытягивание проволоки, катушка с проволокой не перестает вращаться самостоятельно, а останавливается под действием тормоза.
US 6,064,036 также описывает устройство для подачи проволоки в сварочной машине, в котором тормоз катушки предотвращает разматывание катушки с проволокой, а также регулирует позицию сварочной проволоки таким образом, чтобы сварочная проволока оставалась в ее первоначальной позиции на катушке. Торможение катушки осуществляет рычаг тормоза, который упирается в катушку с проволокой под действием пружины.
Проблема вышеуказанных публикаций заключается в неконтролируемости начала и конца процесса сварки, в результате чего происходит ухудшение качества в начале сварки. Равномерное усилие торможения, которое обычно возникает вследствие увеличения трения между осью и цилиндром, т.е. тормозом катушки, препятствует движению катушки с проволокой, однако после окончания процесса сварки катушка с проволокой может еще некоторое время поворачиваться, создавая провисание проволоки между катушкой и механизмом подачи проволоки. Следующий процесс сварки начинается с провисающего участка проволоки, при этом скорость подачи проволоки возрастает почти до ее конечного значения, несмотря на то что сама катушка с проволокой еще не приведена в движение. Задержка начала движения катушки с проволокой выглядит как моментальное нежелательное изменение скорости подачи проволоки и течения сварки. Кроме того, возникающий при этом резкий скачок силы тяги обычно также вызывает деформацию сварочной проволоки, т.е. пара протягивающих вальцов нежелательно изменяет форму поверхности сварочной проволоки. Деформированные таким образом участки сварочной проволоки поступают в узкую часть сопла сварочной горелки и создают проблемы качества сварки. Такая деформация является особенно типичной, в частности, для мягкой алюминиевой проволоки.
Катушка с проволокой весит до 20 кг, поэтому в начале процесса сварки требуется большое усилие, чтобы привести катушку с проволокой в движение и, таким образом, обеспечить подачу проволоки к сварочной горелке. Скорость подачи проволоки обычно составляет примерно 10-18 м/с и может достигать 25 м/с. Это создает требования, особенно в начале подачи проволоки, обеспечить приведение сварочной проволоки в движение без рывков или деформаций. Кроме того, изменения скорости сварки обуславливают требования к подаче проволоки, которая должна оставаться равномерной и управляемой. В некоторых случаях в процессе сварки можно также применять двухимпульсный способ, при котором электрические и механические импульсы используются одновременно, при этом скорость подачи проволоки должна изменяться во времени, что дополнительно повышает требование равномерности подачи проволоки.
Раскрытие изобретения
Задача изобретения заключается в том, чтобы устранить вышеуказанные недостатки. Задачей изобретения является обеспечение управляемого начала и конца процесса сварки, для того чтобы проволока между механизмом подачи проволоки и катушкой оставалась постоянно натянутой, не образовывая какого-либо провисания, а также обеспечение равномерного процесса сварки.
Задача изобретения решена при помощи конструкции согласно независимому пункту 1 формулы изобретения.
Изобретение обеспечивает также способ согласно независимому пункту 9 формулы изобретения.
Кроме того, изобретение обеспечивает применение пружины в устройстве для подачи проволоки согласно пункту 14 формулы изобретения.
Предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы изобретения.
Далее приводятся ссылки, в целом, на устройство для подачи проволоки, механизм подачи проволоки и втулочную систему, на втулке которой установлена катушка с проволокой. Эти термины включают устройства для подачи проволоки, подключенные к источнику электропитания, в которых предусмотрено их соединение с источником электропитания, отдельные устройства для подачи проволоки, катушки с проволокой, имеющие соединение со сварочной горелкой, в которых механизм подачи проволоки обычно соединен с горелкой, а также комбинации вышеуказанных устройств.
Изобретение включает конструкцию устройства для подачи проволоки в сварочной машине, при этом указанное устройство для подачи проволоки содержит корпус, втулочную систему, установленную в корпусе для вращения катушки с проволокой, и механизм подачи проволоки для вытягивания сварочной проволоки с катушки с обеспечением вращения катушки с проволокой в направлении разматывания и для подачи сварочной проволоки при помощи механизма подачи проволоки к сварочной горелке, при этом указанная втулочная система содержит средство для сохранения энергии, выполненное с возможностью сохранения энергии во время начала вытягивания сварочной проволоки механизмом подачи проволоки с катушки с проволокой в направлении разматывания и с возможностью высвобождения сохраненной энергии при прекращении вытягивания сварочной проволоки механизмом подачи проволоки с обеспечением поворота катушки с проволокой в направлении наматывания, которое является противоположным направлению разматывания.
Изобретение содержит также способ обеспечения движения сварочной проволоки в устройстве для подачи проволоки, при этом указанное устройство для подачи проволоки содержит корпус, втулочную систему, установленную в корпусе для наматывания проволоки на катушку, и механизм подачи проволоки для вытягивания сварочной проволоки с катушки с обеспечением вращения катушки с проволокой в направлении разматывания и для подачи сварочной проволоки при помощи механизма подачи проволоки к сварочной горелке, при этом указанная втулочная система содержит ось, а указанный способ содержит операцию запуска подачи проволоки, во время которой механизм подачи проволоки вытягивает сварочную проволоку, обеспечивая ее движение, и операцию прекращения подачи проволоки, во время которой механизм подачи проволоки прекращает вытягивание сварочной проволоки, при этом указанная втулочная система содержит средство для сохранения энергии, и в соответствии указанным способом обеспечивают сохранение энергии во время начала вытягивания сварочной проволоки механизмом подачи проволоки с катушки с проволокой в направлении разматывания и обеспечивают высвобождение сохраненной энергии при прекращении вытягивания сварочной проволоки механизмом подачи проволоки с обеспечением поворота катушки с проволокой в направлении наматывания, которое является противоположным направлению разматывания.
В решении согласно изобретению средство для сохранения энергии установлено между корпусом устройства для подачи проволоки или элементом, расположенным неподвижно относительно него, и элементом, установленным с возможностью перемещения относительно корпуса устройства для подачи проволоки, и предназначено для сохранения и высвобождения энергии, создаваемой при перемещении элемента, установленного с возможностью перемещения относительно корпуса устройства для подачи проволоки, относительно корпуса устройства для подачи проволоки или элемента, неподвижного относительно указанного корпуса.
В одном решении согласно изобретению втулочная система содержит ось, которая установлена с возможностью вращения в корпусе устройства для подачи проволоки, и при этом средство для сохранения энергии расположено между указанной осью и корпусом устройства для подачи проволоки.
Согласно одному варианту осуществления устройство для подачи проволоки содержит втулочную систему, которая, в свою очередь, содержит ось и втулку, которая надевается на ось, т.е. втулку катушки, на которую устанавливается катушка с проволокой. Ось в устройстве для подачи проволоки может вращаться на своих подшипниках, соединенных с корпусом устройства для подачи проволоки, т.е. ось установлена с возможностью перемещения относительно корпуса устройства для подачи проволоки. Ось предпочтительно присоединена к корпусу устройства для подачи проволоки при помощи пружины. Пружина поглощает энергию, связанную с началом процесса сварки, и сохраняет ее до тех пор, пока преодолевается усилие тормоза катушки, и втулка катушки начинает вращаться вокруг оси. Усилие тормоза катушки представляет собой силу трения, которая возникает в результате действия силы сжатия между втулкой и осью. Между поверхностями втулки и оси обычно устанавливают фрикционные накладки, т.е. тормозные колодки. Тормоз катушки можно регулировать путем более плотного прижатия втулки к оси, при этом трение увеличивается, и тормоз становится боле плотным. В конце процесса сварки пружина создает усилие, поворачивающее катушку с проволокой в направлении, противоположном нормальному направлению вращения, и устраняет провисание между катушкой с проволокой и механизмом подачи проволоки. Вместо пружины можно использовать электрический двигатель или противовес, который обеспечивает движение оси относительно корпуса и, следовательно, вращение катушки в противоположном направлении.
В другом решении согласно изобретению втулочная система содержит ось, а средство для сохранения энергии расположено между осью, установленной неподвижно относительно корпуса устройства для подачи проволоки, и тормозным механизмом, соединенным с осью и установленным с возможностью перемещения относительно оси.
Согласно одному варианту осуществления устройство для подачи проволоки содержит втулочную систему, которая, в свою очередь, содержит ось и втулку, которая надевается на ось. Между осью и втулкой предпочтительно установлено устройство для торможения втулки, которое предпочтительно содержит пружину, тормозной механизм и регулировочное устройство. Пружину, в частности торсионную пружину, предпочтительно устанавливают внутри оси для сохранения и высвобождения энергии. Тормозной механизм, предпочтительно содержащий тормозной башмак и маятник, функционально соединен с пружиной для торможения втулки с обеспечением возможности поворота тормозного механизма относительно оси и перемещения в направлении втулки для регулирования движения втулки. При помощи регулировочного устройства, в частности регулировочной гильзы, можно настраивать тормозное усилие механизма торможения. Тормозной механизм предпочтительно расположен внутри оси с возможностью поворота относительно оси примерно на 30-50°, предпочтительно - на 35-45°. Тормозной механизм и пружина работают совместно, при этом, когда тормозной механизм поворачивается относительно оси, торсионная пружина натягивается и сохраняет энергию. Тормозной механизм содержит стопор, который блокирует тормозной механизм, чтобы он не мог поворачиваться дальше после достижения определенного угла. В этом случае втулка начинает поворачиваться относительно тормозного механизма, в то время как тормозной механизм остается неподвижным относительно оси. Сила в направлении втулки, создаваемая тормозным механизмом, является преобладающей, когда механизм подачи проволоки вытягивает сварочную проволоку, при этом втулка, а также катушка с проволокой, установленная на втулке, поворачиваются относительно оси и тормозного механизма. При этом только сила механизма подачи проволоки вытягивает сварочную проволоку с катушки, установленной на втулке, и предотвращает освобождение пружины и тормозного механизма во время сварки. Когда механизм подачи проволоки прекращает вытягивание, энергия, сохраненная в пружине, высвобождается и возвращает тормозной механизм в нерабочее положение, при этом втулка перемещается в противоположном направлении относительно нормального направления перемещения во время сварки, натягивая сварочную проволоку между катушкой и механизмом подачи проволоки. В нерабочем положении механизм подачи проволоки сжимает сварочную проволоку между протягивающими вальцами, поэтому сварочная проволока не может двигаться в противоположном направлении относительно направления перемещения между механизмом подачи проволоки и сварочной горелкой, и под действием этой силы сжатия сварочная проволока натягивается между механизмом подачи проволоки и втулочной системой, на которой установлена сварочная катушка с проволокой. Таким образом, во время сварки в первом направлении сила пружины притягивает стопор механизма торможения, а другом направлении, противоположном первому направлению, натяжение производится тяговым усилием механизма подачи проволоки. Во время сварки тяговое усилие, создаваемое механизмом подачи проволоки, превышает силу, создаваемую тормозным механизмом, при этом тормоз проскальзывает, и втулка вращается относительно оси и тормозного механизма. После сварки сила пружины превышает тяговое усилие, создаваемое механизмом подачи проволоки, при этом втулка и катушка с проволокой, установленная на втулке, вращается в противоположном направлении относительно нормального направления движения во время сварки, что приводит к натяжению проволоки между механизмом подачи проволоки и катушкой с проволокой. Таким образом, в нерабочем положении сила сжатия механизма подачи проволоки оказывает влияние на прочность. Согласно этому варианту осуществления средство для сохранения энергии содержит пружину, однако вместо пружины могут быть использованы также другие средства, пригодные этой цели и способные сохранять и высвобождать энергию. Тормозной механизм согласно указанному варианту осуществления установлен с возможностью по меньшей мере частичного поворота вокруг оси и содержит маятник и тормозной башмак, который установлен с возможностью перемещения относительно маятника.
Перед началом процесса сварки проволока находится в нерабочем положении и не перемещается. Катушка с проволокой присоединена к втулке, которая установлена на оси. Втулка имеет блокиратор или другой соответствующий стопор для удержания катушки с проволокой на втулке, предотвращая сход катушки с проволокой с втулки в ходе процесса сварки. Втулка установлена на оси с возможностью вращения вокруг оси. Тормозной механизм, предпочтительно содержащий маятник и тормозной башмак, присоединен к оси. Тормозной механизм имеет предварительное натяжение, поэтому тормозной башмак остается плотно прижатым к внутренней поверхности втулки для того, чтобы втулка не отделялась от оси. Тормозной башмак предпочтительно установлен с возможностью перемещения относительно маятника. Тормозной механизм и, в частности, тормозной башмак установлен таким образом, чтобы его наружная окружность упиралась во внутреннюю поверхность втулки. Тормозной башмак соединяется с маятником предпочтительно в одной или более соединительных точках, например, одним или более штифтами или иным способом, чтобы тормозной башмак мог перемещаться относительно маятника вокруг точки соединения и чтобы при этом наружная окружность механизма торможения увеличивалась. Соединительная точка, функционирующая в качестве соединения, предпочтительно является неподвижной, в то время как в другой соединительной точке штифт, соединяющий тормозной башмак и маятник, может перемещаться в установочном отверстии, которое имеет, например, овальную форму. В этом случае, например, штифт, проходящий через тормозной башмак, соединен с маятником, который установлен в отверстии, соответствующем по размеру штифту в маятнике, и в овальном отверстии в маятнике, т.е., имеющем больший размер, чем штифт, при этом тормозной башмак может перемещаться относительно маятника на расстояние, соответствующее овальному отверстию. Тормозной башмак является изнашивающимся элементом, при этом важно, чтобы он прижимался к внутренней поверхности втулки из точно определенной точки и чтобы его можно было регулировать при помощи штифта и отверстия в маятнике, большего, чем штифт.
Поскольку наружная окружность механизма торможения увеличивается, сила, приложенная к внутренней поверхности втулки, возрастает, и втулка остается присоединенной к тормозному механизму или проскальзывает управляемым способом во время сварки. Пружина, предпочтительно - торсионная пружина, расположена внутри оси, при этом тормозной механизм соединяется с головкой пружины, например, при помощи штифта или другого соответствующего соединительного элемента. В нерабочем состоянии пружина имеет предварительное натяжение и, таким образом, поддерживает требуемый размер наружной окружности тормоза, толкая тормозной башмак в направлении втулки, при этом тормозной механизм прижимается к внутренней поверхности втулки. Тормозной механизм присоединен к оси с возможностью поворота в противоположном направлении относительно направления усилия пружины. Тормозной механизм целиком поворачивается, натягивая пружину. Угол поворота тормозного механизма ограничен предпочтительной величиной 35-45°, после чего поворот механизма торможения предотвращается, например, при помощи механического штифта. Поворот механизма торможения в противоположном направлении также, соответственно, предотвращается, поэтому пружина остается в состоянии предварительного натяжения.
Когда начинается процесс сварки, механизм подачи проволоки начинает вытягивать сварочную проволоку с катушки с проволокой. В этом случае втулка и тормозной механизм начинают вращаться вокруг оси под действием силы натяжения сварочной проволоки. Тормозной механизм поворачивается на максимальный угол, т.е., предпочтительно на 45° относительно оси, поворачивая в то же время пружину в состояние натяжения. Механический штифт или другой соответствующий блокиратор предпочтительно предотвращает поворот тормозного механизма на угол, превышающий 45°, при этом тормозной механизм остается неподвижным относительно оси, а пружина натягивается. Сила вытягивания сварочной проволоки механизмом подачи проволоки превышает силу трения, что вызвано контактом между наружной поверхностью механизма торможения и внутренней поверхностью втулки, при этом втулка продолжает вращаться относительно оси и тормозного механизма.
Когда сварка заканчивается, и механизм подачи проволоки больше не вытягивает сварочную проволоку, втулка и катушка с проволокой, установленная на втулке, продолжают некоторое время поворачиваться под влиянием момента инерции. В этом случае сварочная проволока больше не натягивается под действием силы, прикладываемой механизмом подачи проволоки, и энергия, сохраненная в пружине, может высвобождаться, что заставляет пружину поворачивать тормозной механизм назад в нерабочее положение и в то же время поворачивать втулку и катушку с проволокой, установленную на втулке, в противоположном направлении относительно направления при сварке, что приводит к натяжению проволоки, в которой осталось провисание между механизмом подачи проволоки и катушки с проволокой. Таким образом, осуществляется управление началом следующего цикла сварки при отсутствии провисания проволоки между механизмом подачи проволоки и катушкой с проволокой. В этом случае с самого начала сварочная проволока перемещается с равномерным сопротивлением, при этом отсутствует точка срыва, которая обычно возникает, когда вытягивается провисание сварочной проволоки, и тяжелую катушку с проволокой необходимо привести в движение. Устранение или уменьшение точки срыва способствует также равномерной нагрузке двигателя, создающего тяговое усилие механизма подачи проволоки, поскольку двигатель можно плавно регулировать под влиянием пружины. Без применения решения согласно изобретению двигатель должен был бы реагировать на внезапное увеличение требуемой силы после того, как провисание проволоки будет выбрано, вследствие момента инерции тяжелой катушки.
В одном варианте осуществления в пружине предусмотрено регулировочное устройство, предназначенное для натяжения и/или ослабления пружины. Если сварщик хочет уменьшить тормозное усилие, чтобы вытягивание проволоки происходило с меньшей силой, он может отрегулировать его по своему усмотрению. Регулирование осуществляется, например, следующим образом. Внутри пружины предпочтительно предусмотрена натяжная гильза тормоза или соответствующий регулятор, который может быть выполнен, например, из пластмассы или резины. При этом, например, при помощи винта или штифта натяжную гильзу можно прижимать ближе или дальше относительно внутренней поверхности пружины на различной длине пружины, что предотвращает или обеспечивает уменьшение внутренней окружности пружины в различных точках пружины, т.е., предотвращает или обеспечивает натяжение пружины. Штифт может находиться в позиции, в которой пружина может свободно контактировать по всей его длине или, если штифт перемещается винтом в направлении тормозного механизма, натяжная гильза может прижиматься к пружине по всей ее длине, на которой расположен штифт, и этот элемент пружины остается "мертвым" т.е., он не может сжиматься. Таким образом, перемещая винт, сварщик может регулировать длину сжимающейся пружины. Длина винта оказывает непосредственное влияние на силу, с которой наружная окружность механизма торможения действует на внутреннюю поверхность втулки.
Достоинство предпочтительного варианта осуществления решения согласно изобретению заключается в том, что подача проволоки начинается плавно и при приведении в движение не возникает деформации или рывков проволоки. После подачи проволоки происходит ее втягивание назад, при этом устраняется провисание проволоки между механизмом подачи проволоки и катушкой.
Краткое описание чертежей
Ниже приведено более подробное описание некоторых предпочтительных вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых представлены:
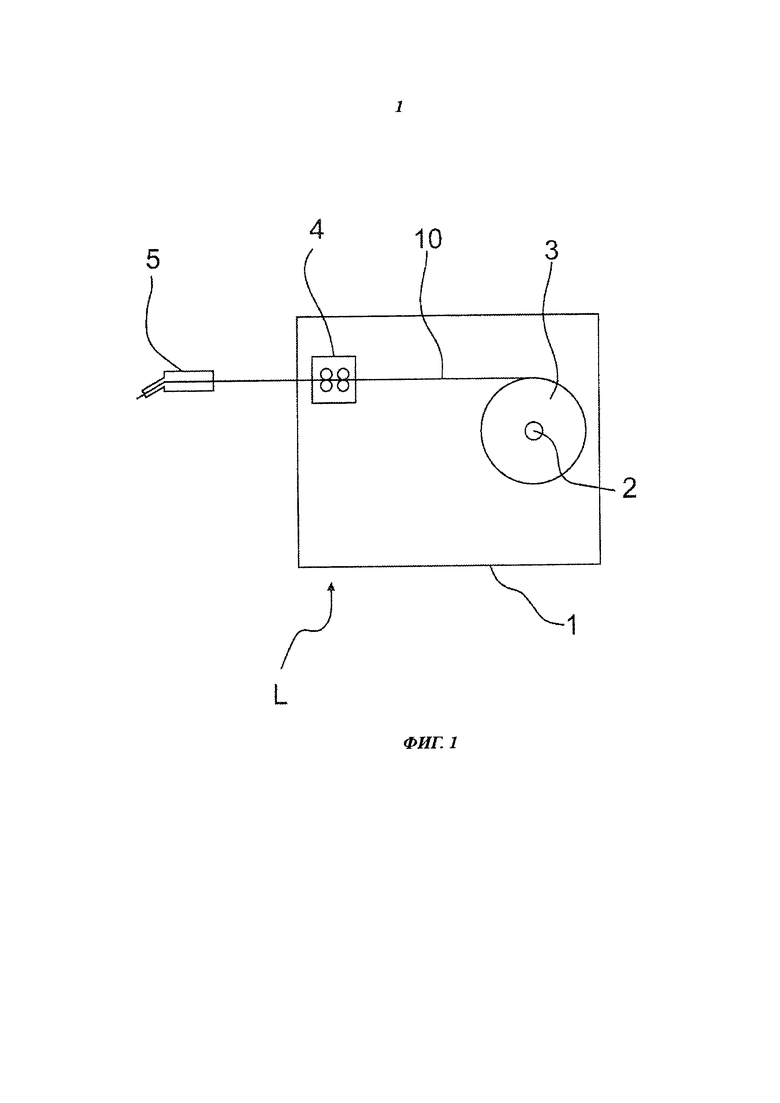
фиг.1 - устройство для подачи проволоки, и
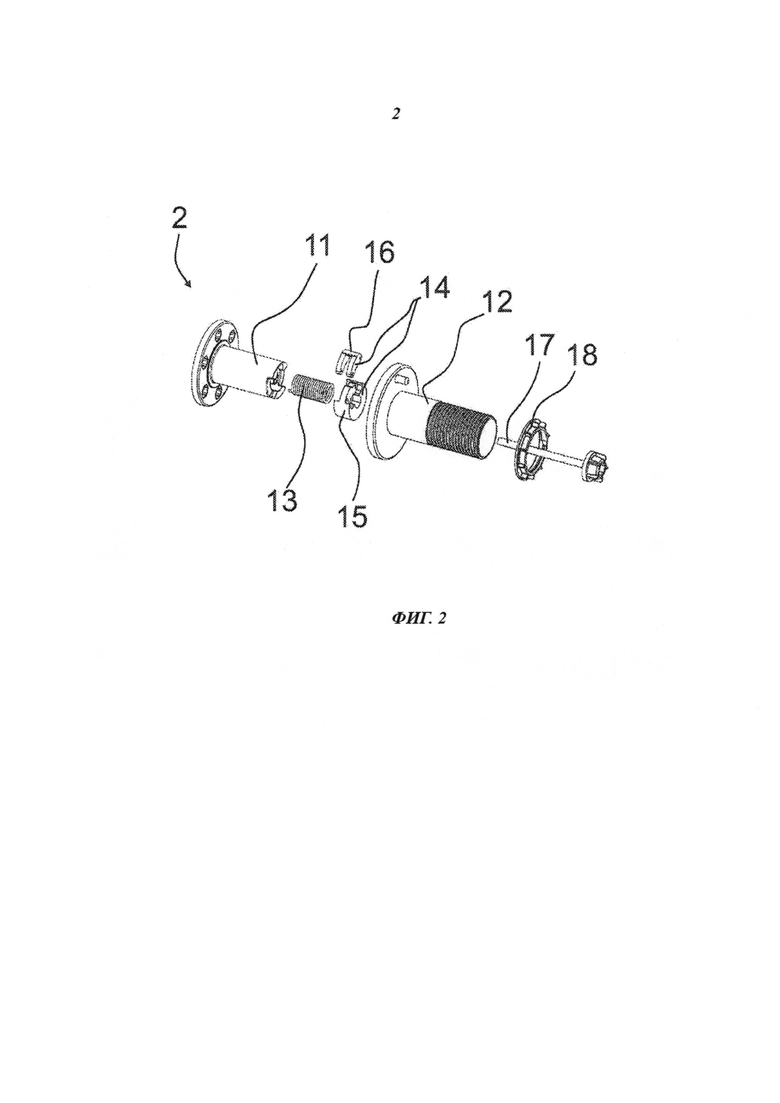
фиг.2 - втулочная система устройства для подачи проволоки согласно изобретению.
Осуществление изобретения
На фиг.1 показано устройство L для подачи проволоки, которое в данном примере представляет собой автономное универсальное устройство. Устройство L для подачи проволоки может быть также подключено к источнику электрической энергии, может быть соединено со сварочной горелкой или может быть использовано в качестве комбинированного устройства, при этом устройство L для подачи проволоки, представленное в формуле изобретения, не ограничено только одним из этих альтернативных вариантов, но может изменяться в пределах объема формулы изобретения. Устройство L для подачи проволоки содержит корпус 1 и втулочную систему 2, установленную в корпусе и соединенную с катушкой 3. Катушка 3 содержит сварочную проволоку 10, которая разматывается с катушки 3 механизмом 4 подачи проволоки, поступает на сварочную горелку 5 и далее проходит через сварочную горелку 5 по мере образования сварочного шва. Когда проволока с катушки 3 разматывается, т.е. движется в направлении механизма 4 подачи проволоки, иными словами, когда механизм 4 подачи проволоки вытягивает сварочную проволоку 10, катушка 3 вращается в направлении разматывания. Противоположным направлением направлению разматывания является направление наматывания, в котором сварочная проволока 10 наматывается на катушку 3.
На фиг.2 показан вариант осуществления изобретения и, в частности, более подробно показан вариант осуществления втулочной системы 2 с фиг.1. Ось 11, показанная на фиг.2, устанавливается в устройство L для подачи проволоки, показанное на фиг.1, например, при помощи винтов. В этом варианте осуществления ось 11 неподвижно закрепляется относительно корпуса 1 устройства L для подачи проволоки. Ось 11 служит опорой для втулки 12, на которую устанавливается катушка 3 с проволокой (не показана на чертеже), таким образом, чтобы катушка 3 с проволокой могла вращаться с втулкой 12 вокруг оси 11. Внутри оси 11 предпочтительно установлена торсионная пружина 13, которая служит для сохранения энергии, возникающей в результате вращения тормозного механизма 14 относительно оси 11. Тормозной механизм 14 соединяется с осью 11, а также с торсионной пружиной 13. Тормозной механизм 14 содержит маятник 15 и тормозной башмак 16, который установлен с возможностью перемещения вместе с маятником 15 относительно оси 11. Катушка 3 с проволокой может быть присоединена к втулке 12 блокировочным устройством 18 таким образом, чтобы она не могла соскальзывать с втулки 12. Торсионная пружина 13, расположенная внутри оси 11, может быть сжата или разжата регулировочным устройством 17.
Согласно изобретению, средство для сохранения энергии, в частности пружина 13, расположено между корпусом 1 устройства L для подачи проволоки или элементом, установленным неподвижно относительно корпуса 1, и элементом, установленным с возможностью перемещения относительно корпуса 1 устройства L для подачи проволоки, и согласно данному способу происходит сохранение и выделение энергии, которая образуется, когда элемент, установленный с возможностью перемещения относительно корпуса 1, перемещается относительно корпуса 1 или элемента, установленного неподвижно относительно корпуса 1. В соответствии с этим способом на операции запуска подачи проволоки вследствие приведения в движение сварочной проволоки 10 элемент, установленный с возможностью перемещения относительно корпуса 1 устройства L для подачи проволоки, перемещается в направлении подачи, т.е. направлении разматывания проволоки, и средство для сохранения энергии сохраняет энергию, а после выполнения операции прекращения подачи проволоки сохраненная энергия выделяется, перемещая элемент, установленный с возможностью перемещения относительно корпуса 1 устройства L для подачи проволоки, в противоположном направлении относительно направления подачи проволоки, т.е. направления разматывания, натягивая сварочную проволоку 10 между катушкой 3 и механизмом 4 подачи проволоки. Согласно одному варианту осуществления в устройстве L для подачи проволоки, используемом в данном способе, втулочная система 2 содержит ось 11, которая установлена с возможностью вращения в корпусе 1 устройства L для подачи проволоки, а средство для сохранения энергии установлено между осью 11 и корпусом 1 устройства L для подачи проволоки. Согласно другому варианту осуществления в устройстве L для подачи проволоки, используемом в данном способе, втулочная система 2 содержит ось 11, а средство для сохранения энергии расположено между осью, установленной неподвижно относительно корпуса 1 устройства L для подачи проволоки, и тормозным механизмом 14, соединенным с осью 11 и установленным с возможностью перемещения относительно оси 11.
В устройстве для подачи проволоки можно использовать решения, пригодные для сохранения и выделения энергии, в частности противовес. Согласно одному варианту осуществления в устройстве для подачи проволоки, содержащем корпус, можно использовать пружину, предназначенную для сохранения и выделения энергии и установленную между корпусом устройства подачи проволоки или элементом, установленным неподвижно относительно него, и элементом, установленным с возможностью перемещения относительно корпуса устройства для подачи проволоки, с целью сохранения и выделения энергии, которая создается, когда элемент, установленный с возможностью перемещения относительно корпуса устройства для подачи проволоки, перемещается относительно корпуса устройства для подачи проволоки или элемента, установленного неподвижно относительно него.
Для специалистов в данной области техники очевидно, что по мере развития технологии фундаментальную идею изобретения можно применять множеством различных способов. Поэтому изобретение и варианты его осуществления не ограничены только примерами, представленными выше, но множество видоизменений может быть реализовано в пределах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размотки сварочной проволоки из бухт и катушек | 1985 |
|
SU1258555A1 |
| Устройство для подачи сварочной проволоки | 1980 |
|
SU929363A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2325977C2 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| УЗЕЛ ЗАЗЕМЛЕНИЯ МЕХАНИЗМА ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2343052C2 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1085720A1 |
| УСОВЕРШЕНСТВОВАННЫЙ КОНТАКТОРНЫЙ УЗЕЛ ДЛЯ МЕХАНИЗМА ПОДАЧИ ПРОВОЛОКИ | 2006 |
|
RU2344907C2 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1073031A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО И СПОСОБ ЗАМЫКАНИЯ КОНТАКТОВ СВАРОЧНОЙ ПРОВОЛОКИ И ТОКОПОДВОДЯЩИЙ ЗАЖИМ | 2009 |
|
RU2477677C2 |
Изобретение может быть использовано при полуавтоматической сварке электродной проволокой в среде защитных газов. Втулочная система (2) установлена в корпусе (1) устройства (L) для подачи проволоки для вращения катушки (3). Механизм (4) подачи сварочной проволоки (10) предназначен для ее вытягивания с катушки (3) с обеспечением ее вращения в направлении разматывания и для подачи в сварочную горелку (5). Втулочная система (2) содержит средство для сохранения энергии во время начала вытягивания сварочной проволоки (10) механизмом (4) ее подачи с катушки (3) в направлении разматывания и с возможностью высвобождения сохраненной энергии при прекращении ее вытягивания с обеспечением поворота катушки (3) в направлении наматывания, которое является противоположным направлению разматывания. Изобретение обеспечивает управляемое начало и конец процесса сварки при постоянном натяжении проволоки между механизмом ее подачи и катушкой без образования провисания, а также равномерный процесс сварки. 3 н. и 5 з.п. ф-лы, 2 ил. 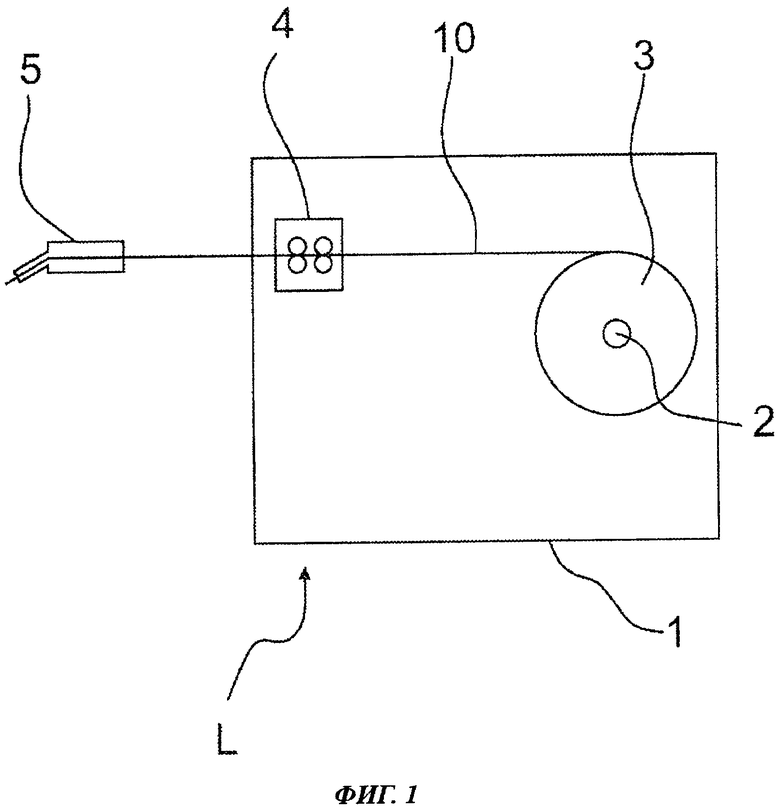
1. Устройство (L) для подачи сварочной проволоки в сварочной машине, содержащее
- корпус (1),
- втулочную систему (2), установленную в корпусе (1) для вращения катушки (3), и
- механизм (4) подачи проволоки, предназначенный для вытягивания сварочной проволоки (10) с катушки (3) с обеспечением вращения катушки (3) в направлении разматывания и для подачи сварочной проволоки (10) при помощи механизма (4) подачи проволоки в сварочную горелку (5),
отличающееся тем, что втулочная система (2) содержит ось (11), неподвижно закрепленную относительно корпуса (1), которая служит опорой для втулки (12), на которую установлена катушка (3) с проволокой, таким образом, чтобы катушка (3) могла вращаться с втулкой (12) вокруг оси (11), и тормозной механизм (14), соединенный с осью (11), причем внутри оси (11) установлено средство для сохранения энергии, возникающей в результате вращения тормозного механизма (14) относительно оси (11), причем средство для сохранения энергии выполнено с возможностью сохранения энергии во время начала вытягивания сварочной проволоки (10) механизмом (4) подачи проволоки с катушки (3) в направлении разматывания и с возможностью высвобождения сохраненной энергии при прекращении вытягивания сварочной проволоки (10) механизмом (4) подачи проволоки с обеспечением поворота катушки (3) в направлении наматывания, которое является противоположным направлению разматывания.
2. Устройство по п. 1, отличающееся тем, что средство для сохранения энергии расположено между осью (11), неподвижно установленной относительно корпуса (1) устройства (L) для подачи проволоки, и тормозным механизмом (14), соединенным с осью (11) и установленным с возможностью перемещения относительно оси (11).
3. Устройство по п. 2, отличающееся тем, что тормозной механизм (14) установлен с возможностью по меньшей мере частичного поворота вокруг оси (11).
4. Устройство по п. 2 или 3, отличающееся тем, что тормозной механизм (14) содержит маятник (15) и тормозной башмак (16), который установлен с возможностью перемещения относительно маятника (15).
5. Устройство по одному из пп. 1-3, отличающееся тем, что средство для сохранения энергии содержит пружину (13).
6. Устройство по п. 5, отличающееся тем, что в пружине (13) установлено регулировочное устройство (17) для сжатия и/или ослабления пружины (13).
7. Устройство (L) для подачи сварочной проволоки в сварочной машине, содержащее
- корпус (1),
- втулочную систему (2), установленную в корпусе (1) для вращения катушки (3), и
- механизм (4) подачи проволоки, предназначенный для вытягивания сварочной проволоки (10) с катушки (3) с обеспечением вращения катушки (3) в направлении разматывания, и для подачи сварочной проволоки (10) при помощи механизма (4) подачи проволоки в сварочную горелку (5),
отличающееся тем, что втулочная система (2) содержит ось (11), неподвижно закрепленную относительно корпуса (1), которая служит опорой для втулки (12), на которую установлена катушка (3) с проволокой, таким образом, чтобы катушка (3) могла вращаться с втулкой (12) вокруг оси (11), и тормозной механизм (14), соединенный с осью (11), причем внутри оси (11) установлена пружина (13), которая служит для сохранения энергии, возникающей в результате вращения тормозного механизма (14) относительно оси (11), причем пружина (13) выполнена с возможностью сохранения энергии во время начала вытягивания сварочной проволоки (10) механизмом (4) подачи проволоки с катушки (3) в направлении разматывания и с возможностью высвобождения сохраненной энергии при прекращении вытягивания сварочной проволоки (10) механизмом (4) подачи проволоки с обеспечением поворота катушки (3) в направлении наматывания, которое является противоположным направлению разматывания.
8. Способ подачи сварочной проволоки (10) с использованием устройства (L) для подачи сварочной проволоки по одному из пп.1-6 или 7, включающий операцию запуска подачи проволоки, во время которой механизм (4) подачи проволоки приводит сварочную проволоку (10) в движение, и операцию прекращения подачи проволоки, во время которой механизм (4) подачи проволоки прекращает вытягивание сварочной проволоки (10), при этом обеспечивают сохранение энергии во время начала вытягивания сварочной проволоки (10) механизмом (4) подачи проволоки с катушки (3) в направлении разматывания и обеспечивают высвобождение сохраненной энергии при прекращении вытягивания сварочной проволоки (10) механизмом (4) подачи проволоки с обеспечением поворота катушки (3) в направлении наматывания, которое является противоположным направлением относительно направления разматывания.
| Устройство для подачи сварочнойпРОВОлОКи | 1979 |
|
SU848212A1 |
| Устройство для подачи электродной проволоки | 1977 |
|
SU1283002A1 |
| US 6064036 A, 16.05.2000 | |||
| DE 7125819 U, 23.03.1972. | |||

