(54) СТАН ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ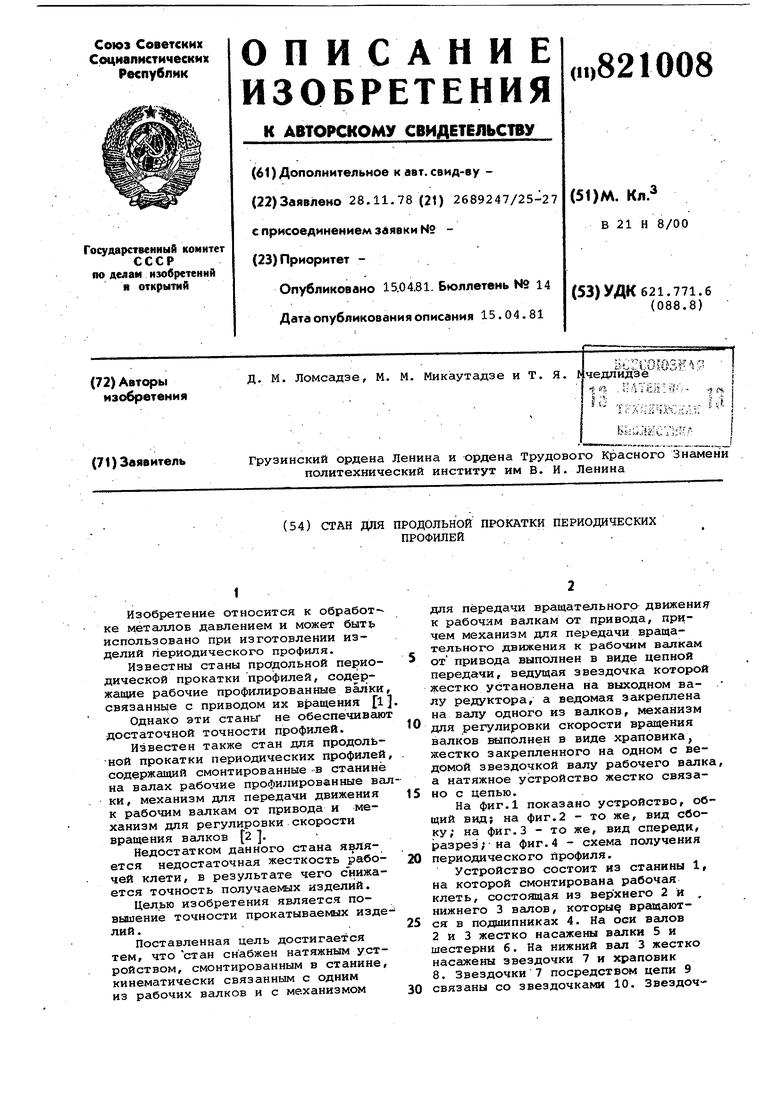
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1993 |
|
RU2029645C1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Устройство для прокатки изделий с переменным профилем | 1976 |
|
SU617143A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий периодического профиля.
Известны станы продольной периодической прокатки профилей, содержащие рабочие профилированные валки, связанные с приводом их вращения 1
Однако эти станы не обеспечивают достаточной точности профилей.
Известен также стан .цпя продольной прокатки периодических профилей содержащий смонтированные -в станине на валах рабочие профилированные валки, механизм для передачи движения к рабочим валкам от привода и механизм для регулировки скорости вращения валков 2 .
Недостатком данного стана является недостаточная жесткость рабочей клети, в результате чего снижается точность получаемых изделий.
Целью изобретения является повышение точности прокатываемых изделий .
Поставленная цель достигается тем, что стан снабжен натяжным устройством, смонтированным в станине, кинематически связанным с одним из рабочих валков и с механизмом
для передачи вращательного движения к рабочим валкам от привода, причем механизм для передачи вращательного движения к рабочим валкам от привода выполнен в виде цепной передачи, ведущая звездочка которой жестко установлена на выходном валу редуктора, а ведомая закреплена на валу одного из валков, механизм
0 для регулировки скорости вращения валков илполнен в виде храповика, жестко закрепленного на одном с ведомой звездочкой валу рабочего вгшка, а натяжное устройство жестко связа5но с цепью.
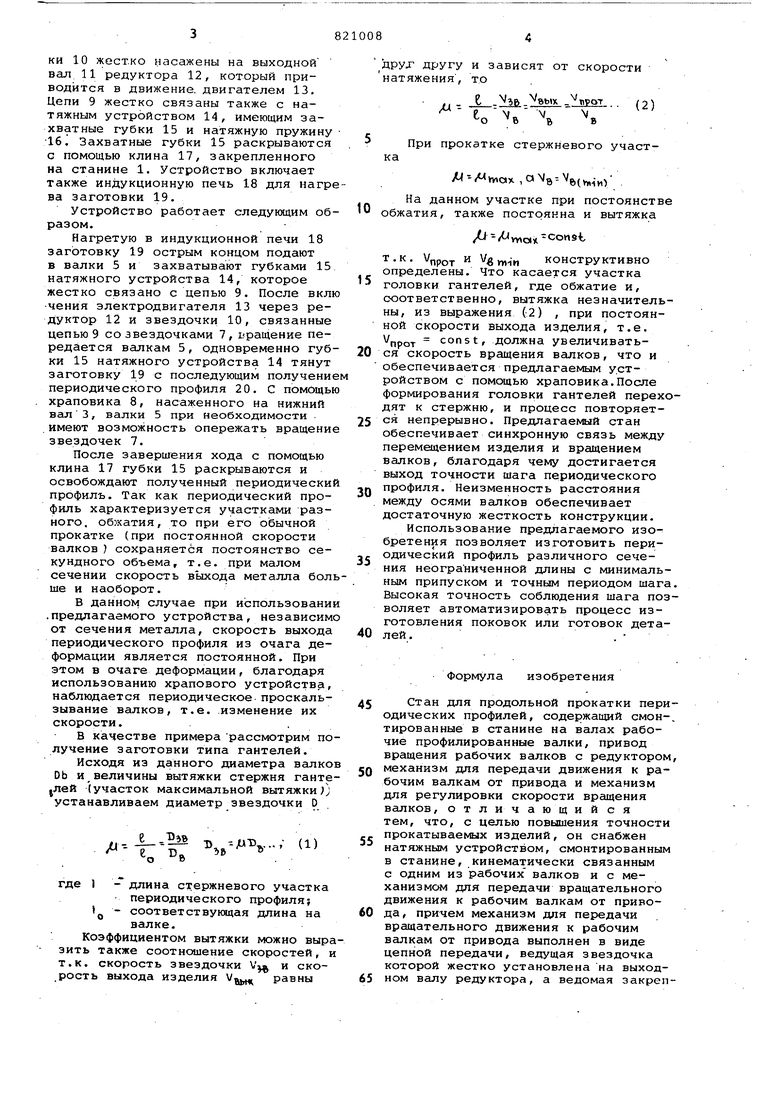
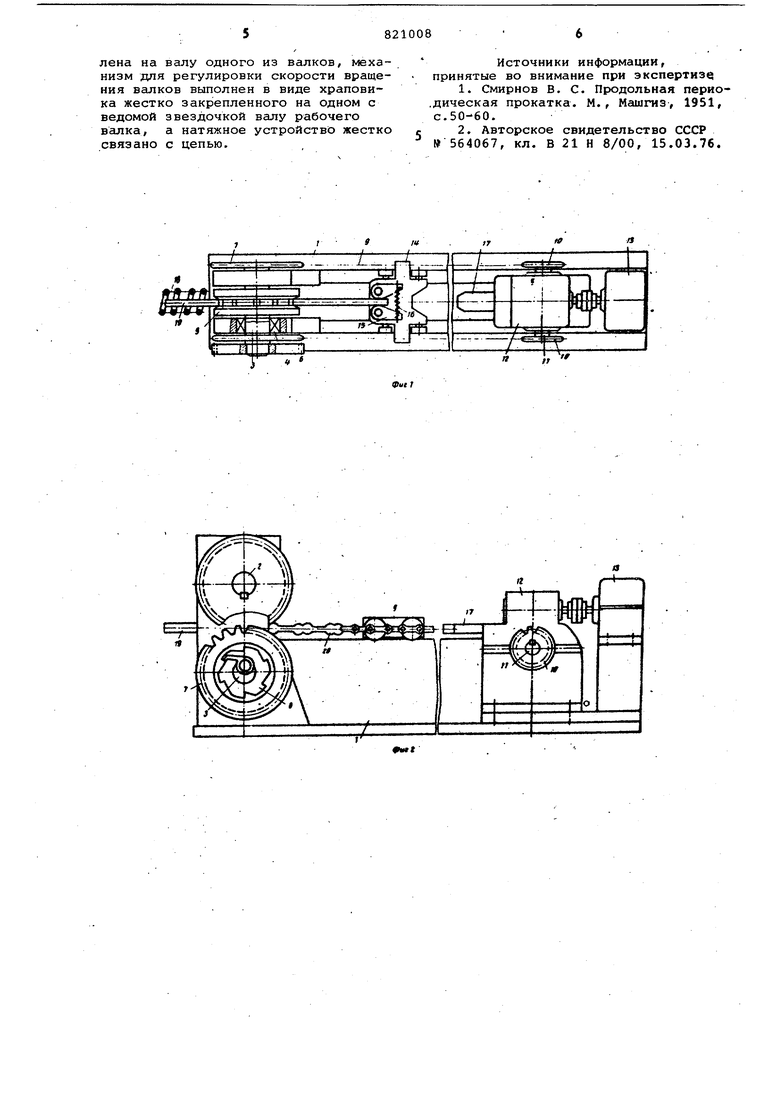
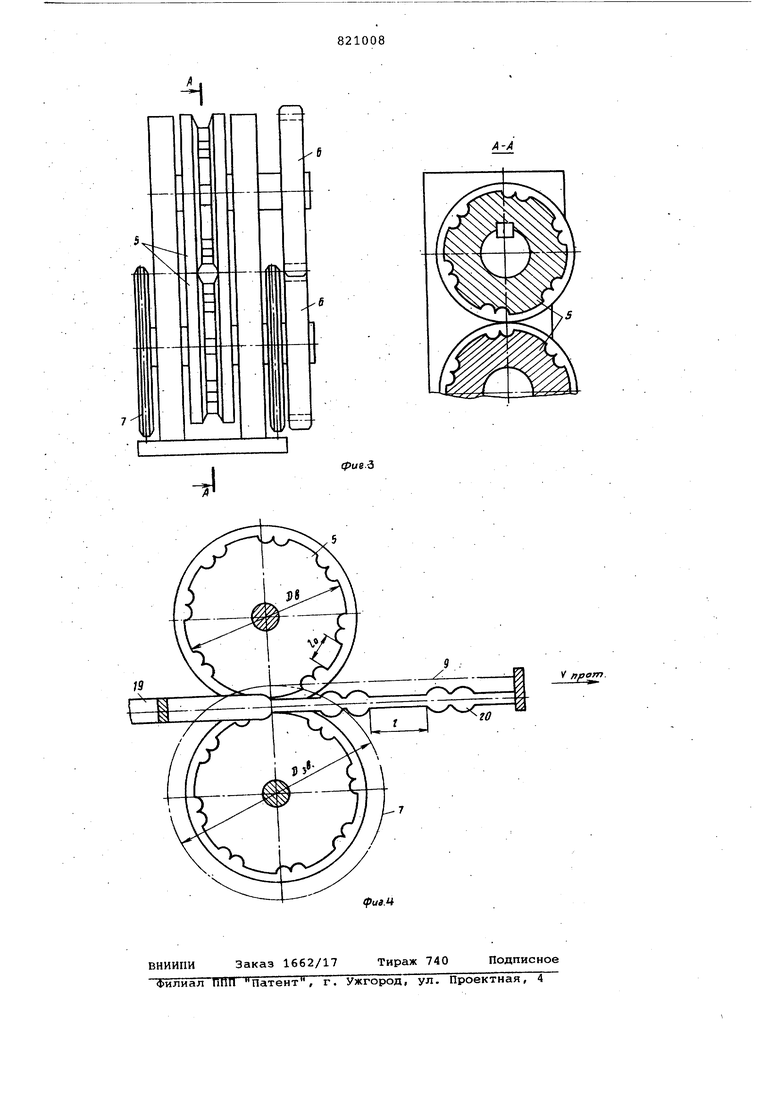
На фиг.1 показано устройство, общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - то же, вид спереди, разрезана фиг. 4 - схема получения
0 периодического профиля.
Устройство состоит из станины 1, на которой смонтирована рабочая клеть, состоящая из верхнего 2 и , нижнего 3 валов, которы вращают5ся в подшипниках 4. На оси Всшов 2 и 3 жестко насажены валки 5 и шестерни 6. На нижний вал 3 жестко насажены звездочки 7 и храповик 8. Звездочки 7 посредством цепи 9
0 связаны со звездочками 10. Звездочки 10 жестко насажены на выходной вал 11 редуктора 12, который приводится в движение, двигателем 13, Цепи 9 жестко связаны также с натяжным устройством 14, имеющим захватные губки 15 и натяжную пружину 16. Захватные губки 15 раскрываются с помощью клина 17, закрепленного на станине 1. Устройство включает также индукционную печь 18 для нагрева заготовки 19.
Устройство работает следующим образом.
Нагретую в индукционной печи 18 заготовку 19 острым концом подают в валки 5 и захватывают губками 15 натяжного устройства 14, которое жестко связано с цепью 9. После вклю чения электродвигателя 13 через редуктор 12 и звездочки 10, связанные цепью 9 со звездочками 7, ьращение передается валкам 5, одновременно губки 15 натяжного устройства 14 тянут заготовку 19 с последующим получение периодического профиля 20. С помощью храповика 8, насаженного на нижний ваш3, валки 5 при необходимости имеют возможность опережать вращение звездочек 7.
После завершения кода с помощью клина 17 губки 15 раскрываются и освобождают полученный периодический профиль. Так как периодический профиль характеризуется участками разного, обжатия, то при его обычной прокатке (при постоянной скорости валков ) сохраняется постоянство секундного объема, т.е. при малом сечении скорость выхода металла больше и наоборот.
В данном случае при использовании .предлагаемого устройства, независимо от сечения металла, скорость выхода периодического профиля из очага деформации является постоянной. При этом в очаге деформации, благодаря использованию храпового устройства, наблюдается периодическое проскальзывание валков , т.е. изменение их скорости.,
В качестве примера рассмотрим получение заготовки типа гантелей.
Исходя из данного диаметра валков Db и величины вытяжки стержня ганте|Лей (участок максимальной вытяжки;) устанавливаем диаметр звездочки О
(1)
-Q ... ЪЪ
9 TlЪ
где ) - длина стержневого участка
периодического профиля - соответствугадая длина на
валке.
Коэффициентом вытяжки можно выразить также соотношение скоростей, и т.к. скорость звездочки V и скорость выхода изделия равны
друд- другу и зависят от скорости натяжения, то
... j -:{M-: 2b« - : soi... (2)
А - р - V. - ЛУ (
-о 6 в в
При прокатке стержневого участЛ(--/«то1х,(
На данном участке при постоянстве обжатия, также постоянна и вытяжка
Л- уу а Const
т.к. УПРО и конструктивно определены. Что касается участка головки гантелей, где обжатие и, соответственно, вытяжка незначительны, из выражения (-2) , при постоянной скорости выхода изделия, т.е. прот const, должна увеличиваться скорость вращения валков, что и обеспечивается предлагаемым устройством с помощью храповика.После формирования головки гантелей переходят к стержню, и процесс повторяется непрерывно. Предлагаемый стан обеспечивает синхронную связь между перемицением изделия и вращением валков, благодаря чему достигается выход точности шага периодического профиля. Неизменность расстояния между осями валков обеспечивает достаточную жесткость конструкции.
Использование предлагаемого изобретения позволяет изготовить периодический профиль различного сечения неограниченной длины с минимальным припуском и точным периодом шага Высокая точность соблюдения шага позволяет автоматизировать процесс изготовления поковок или готовок деталей ..
Формула изобретения
5 Стан для продольной прокатки периодических профилей, содержащий смон-, тированные в станине на валах рабочие профилированные валки, привод вращения рабочих валков с редуктором, механизм для передачи движения к рабочим валкам от привода и механизм для регулировки скорости вращения валков, отличающийся тем, что, с целью повышения точности прокатываемых изделий, он снабжен натяжным устройством, смонтированным в станине, кинематически связанным с одним из рабочих валков и с механизмся для передачи вращательного движения к рабочим валкам от привода, причем механизм для передачи вращательного движения к рабочим валкам от привода выполнен в виде цепной передачи, ведущая звездочка которой жестко установлена на выходном валу редуктора, а ведомая закреплена на валу одного из валков, механизм для регулировки скорости вращения валков выполнен в виде храповика жестко закрепленного на одном с ведомой звездочкой валу рабочего валка, а натяжное устройство жестко связано с цепью.
Источники информации, принятые во внимание при экспертизу
с.50-60.
t
If
