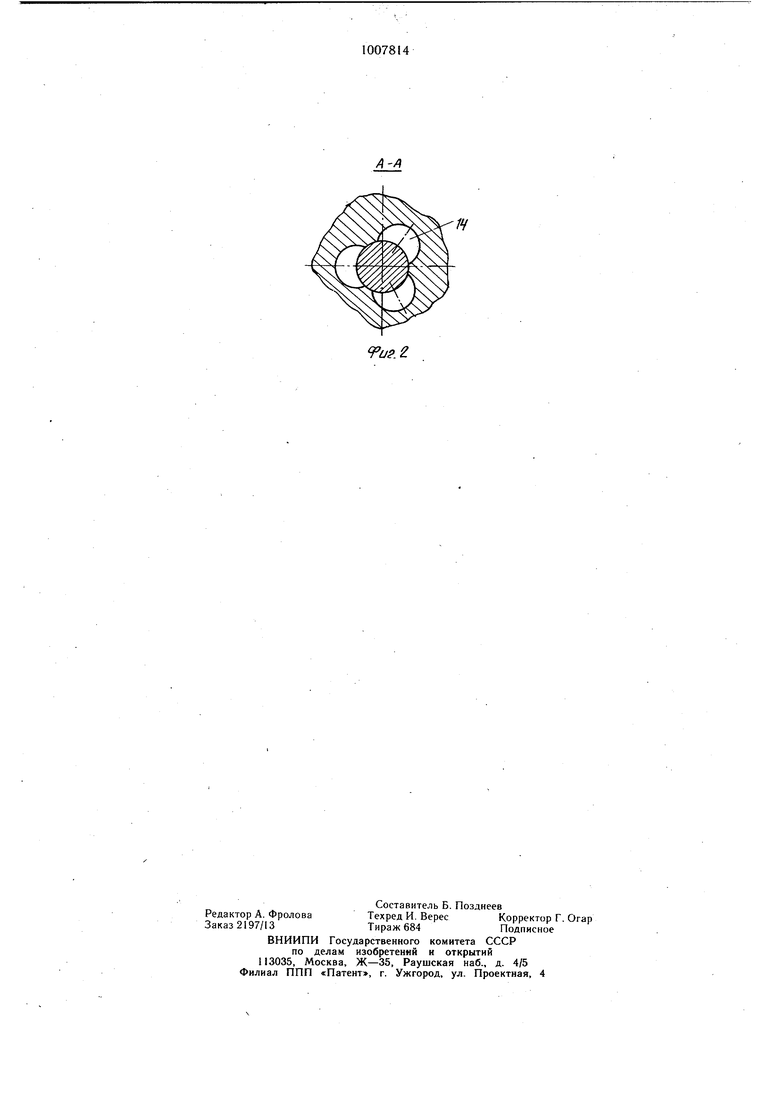
Изобретение относится к обработке металлов давлением, а именно к штампам горячей штамповки, работаюш.им в тяжелых температурных условиях. Известен штамп для горячей высадки, содержащий устаьговленный в канале коллектор и соединенные с ним отверстия для подвода сжатого воздуха 1. Указанная конструкция не позволяет производить интенсивное охлаждение инструмента, что обусловливает его низкую стойкость. Известен штамп для высадки головок на стержнях, в котором для охлаждения полуматриц и продувки их от окалины на внутренней поверхности поршня выталкивателя выполнены перепускные каналы 2. Конструкция отличается сложностью и не обеспечивает высокой надежности при эксплуатации. Наиболее близким к предлагаемому является штамп для горячей штамповки, содержаший верхнюю плиту с пуансоном, нижнюю плиту с матрицей, промежуточную плиту со сквозными отверстиями для пуансона, а также для подвода,и отвода охлаждающей смеси 3. Известная конструкция отличается сложностью и низкой надежностью, что обусловливает низкую стойкость инструмента. Цель изобретения - повышение надежности и стойкости инструмента. Указанная цель обеспечивается тем, что штамп для горячей щтамповки, содержащий верхнюю плиту с пуансоном, нижнюю плиту с матрицей, промежуточную плиту со сквозным отверстием для пуансона, а также для подвода и отвода охлаждающей смеси, снабжен установленной на промежуточной плите направляющий плитой со .сквозным отверстием для пуансбна и щелями для отвода охлаждающей смеси, а пуансон выполнен с буртом на рабочей части, при этом каналы для подвода охлаждающей смеси выполнены под углом к оси пуансона и направлены в сторону его основания. На фиг. 1 представлен штамп, общий вид; па фиг. 2 - сечение А-А на фиг. I. llliaMH состоит из верхней плиты 1 с з;1креп.:|(Ч1ными на ней прокладкой 2, пуансонодер/1сателем 3 и пуансоном 4, а также нижней плиты 5 с установленными на ней матрицедержателем 6, прокладкой 7 и матрицей 8. На .матрицедержателе 6 установлена промежуточная плита 9, к которой прикреплены направляющая плита 10. Штамп работает следующим образом. При крайнем верхнем положении пуансона 4 (фиг. 1, положение 1) его торец 11 и нижнюю часть интенсивно охлаждает смесь (воздух + вода + барда), поступающая из специачьного смесителя (не показан) по кана jM 12 через камеру 13. Образовавшаяся при этом нагретая смесь выбрасывается в атмосферу через щели 14, имеющие площадь суммарного проходного сечения, большую, чем , площадь суммарного проходного сечения каналов 12. При перемещении пуансона 4 вниз (фиг.1), положение II) его бурт 15, взаимодействуя с верхним торцом боковой стенки, отверстия 16 промежуточной плиты 9, отсекает подачу смеси в ка.меру 13 и направляет для охлаждения поверхности матрицы 8. При дальнейщем перемещении пуансона 4 вниз его бурт 15 перекрывают каналы 12, прекращая подачу смеси, после чего нагретая заготовка 17 перемещается на позицию щтамповки и в ней пробивается отверстие пуансоном 4. Затем пуансон 4 подни.мается вверх, выходит из пробитого отверстия заготовки 17. Заготовка 17 удаляется и одновременно поднимается пуансон 4, при этом охлаждения заготовки 17 не происходит, поскольку каналы 12 перекрыты. После удаления заготовки 17 бурт 15 пуансона 4 открывает каналы 12 и смесь охлаждает нижний конец пуансона 4 и одновременно направляется вниз для охлаждения поверхности матрицы 8.При дальнейщем перемещении пуансона 4 до верхнего крайнего положения происходит его интенсивное охлаждение. Далее циклы повторяются. Установка заготовки 17 на позицию шта.мповки и ее съем после штамповки осуществляются транспортером (не показан). Предлагаемый штамп обладает высокой надежностью, позволяет производить интенсивное охлаждение инструмента при штамповке в автоматическом режиме, что существенно повышает его стойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой объемной штамповки | 1977 |
|
SU676374A1 |
| Штамп Дагиса для горячего деформирования | 1990 |
|
SU1755998A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Способ охлаждения штампов для горячей штамповки | 1982 |
|
SU1235607A1 |
| Штамп для штамповки порошковых заготовок | 1987 |
|
SU1435401A1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Способ изготовления порошковых изделий с боковым буртом и устройство для его осуществления | 1988 |
|
SU1637959A1 |
ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ, содержащий верхнюю плиту с пуансоном, нижнюю плиту с матрицей, промежуточную плиту со сквозными отверстиями для пуансона, а также для подвода и отвода охлаждающей смеси, отличающийся тем, что, с целью повыщения надежности и стойкости инструмента, он снабжен установленной на промежуточной плите направляющей плитой со сквозным отверстием для пуансона и щелями для отвода охлаждающей смеси, а пуансон выполнен с буртом на рабочей части, при этом каналы для- подвода охлаждающей смеси выполнены под углом к оси пуансона и направлены в сторону его основания. (Л -vi сх 4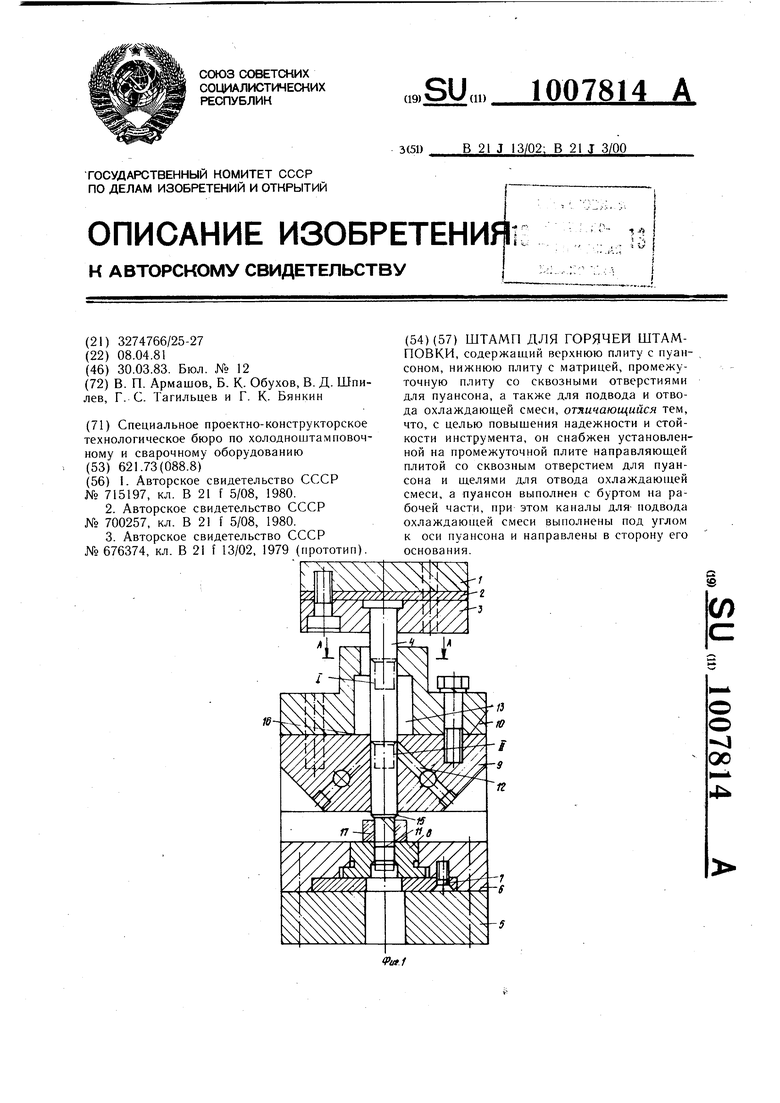
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для горячей высадки болтов | 1977 |
|
SU715197A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
