Изобретение относится к области обработки металлов давлением, в частности к штампам для горячей объемной штамповки на прессах двойного действия.
Известен штамп для изготовления поковок штамповкой выдавливанием в матрипах с горизонтальным разъемом, состояш,ий из трех плит, соединенных между собой обш,ими центрируюш,ими колонками. Средняя плита штампа подпружинена, полуматрицы установлены в верхней и средней плитах, пуансон установлен на нижней плите 1.
Недостатками известного штампа являются невозможность получения изделий требуемого качества и невысокая производительность.
Известен также штамп закрытой объемной штамповки, содержаший полуматрицы, связанные между собой направляюшими колонками, подвижную и неподвижную основные плиты с установленными на них пуансонами, а также подпружиненную относительно неподвижной плиты промежуточную подвижную плиту со сквозным отверстием для пуансона, на которой смонтирована одна из полуматриц, имеющая сквозное отверстие под установленный на неподвижной плите пуансон 2.
Недостатками известного штампа являются невысокая точность штамповки, а также ее неэкономичность ввиду необходимости большого количества технологичесних переходов и потребности в значительных энергетических затратах на штамповку.
Целью изобретения является повышение точности и экономичности штамповки.
Поставленная цель достигается тем, что штамп снабжен дополнительной промежуточной подвижной плитой, имеющей сквозное отверстие под установленный и основной подвижной плите пуансон, а
другая полуматрица смонтирована на этой дополнительной промежуточной плите.
Кроме того, в дополнительной промежуточной плите со стороны основной подвижной плиты в зоне, прилегаюшей к пуансону, могут быть выполнены полость под охлаждающую жидкость и каналы для ее подвода. Пуансон при этом является запорным золотником для разделения указанной полости от рабочей полости штампа.
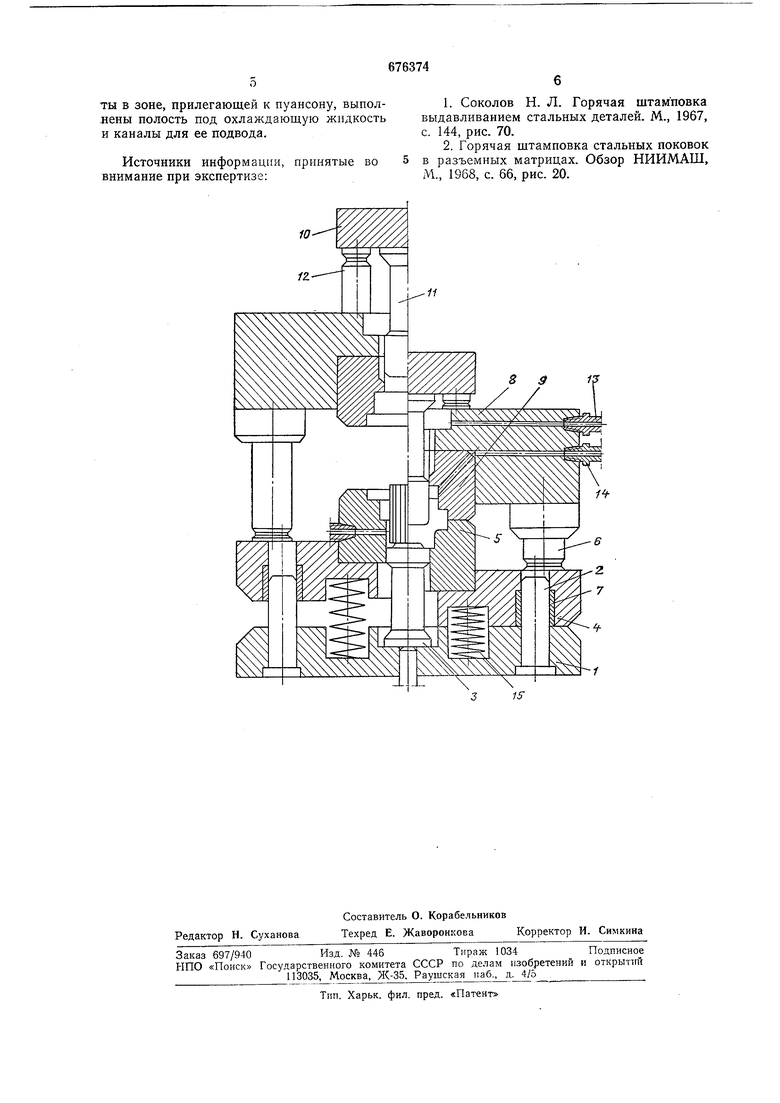
На чертеже показан штамп в разрезе.
Штамп состоит из неподвижной основной плиты /, в которой запрессованы колонки 2 и установлен выталкивающий пуансон 3; нижней промежуточной подвижной
плиты 4 с закрепленной в ней нижней полуматрицей 5, запресованными колонками 6 и направляющими втулками 7; дополнительной промежуточной подвижной плиты 8, в которой установлены верхняя полумат рица 9 и нанравляющие втулки, и верхней основной подвижной плиты 10, на которой закреплен деформирующий пуансон 11 и запрессованы колонки 12. В дополнительной промежуточной плите имеются охватывающая пуансон // полость (расточка) и каналы (сверления) для подвода охлаждающей жидкости через щтуцер 13 и технологической смазки через щтуцер 14. Нижняя промежуточная подвижная плита установлена на пружинах /5. Плита 4 и полуматрица 5 имеют сквозное отверстие под пуансон 3, а плита 8 и полуматрица 9 - соответственно имеют отверстие под пуансон //. Штамп устанавливается на горяче-щтамповочный пресс двойного действия, причем верхняя нодвижная плита 10 связана с внутренним ползуном пресса, а промежуточная соединена с наружным (зажимным) ползуном.
Работает штамп следующим образом.
В исходном верхнем положении полуматрицы 5 и 9 раскрыты (положение слева на чертеже, деформирующий пуансон // поднят в крайнюю верхнюю точку). В результате охлаждающая жидкость из полости (расточки) промежуточной плиты 8 через каналы последней и верхней полуматрицы 9 поступают для охлаждения пуансона, обеих полуматриц и выталкивателя.
При включении пресса на рабочий ход ползуны пресса начинают двигаться вниз, верхняя полуматрица 9 соприкасается с нижней нолуматрицей 5 и, таким образом, нагретая заготовка, нредварительно помещенная в контейнер нижней полуматрицы на выталкивающий пуансон 3, оказывается внутри сомкнувшихся полуматриц. При дальнейшем ходе наружного ползуна вниз обе сомкнувшиеся полуматрицы движутся до упора ннжней подвижпой плиты 4 в плиту 1, после чего происходит зажим полуматриц . с усилием, предотвращающим их раскрытие в процессе последующего деформирования. После осуществления зажима полуматриц пуансон // производит деформацию заготовки. В начале движения нолзунов пресса вниз пуансон 11 перекрывает каналы, по которым поступала охлаждающая жидкость. После этого через каналы, подающие смазку, сначала осуществляется сдув окалины сжатым воздухом, а затем, в момент начала смыкания полуматриц и до подхода пуансона 11 к заготовке, производится подач, в распыленном воздухом состоянии порции смазки в полость сомкнутых нолуматриц. Произведя деформацию, пуансон 11 а затем и плита 8 с полуматрицей 9 поднимаются в верхнее HpYniTT-inp пплпжрние Нижняя пппвижная
плита 4 вместе с полуматрицей 5 посредством пружин 15 поднимается в свое исходное положение.
Поковка из нижней полуматрицы выталкивается пуансоном 3 н удаляется в тару, после чего через специальные каналы в нижней полуматрице производится сдув окалины сжатым воздухом. Далее цикл повторяется.
В ряде случаев дополнительная деформация заготовки может быть произведена верхней полуматрицей при ее движении вниз, для предварительного оформления заготовки перед ее деформированием пуансоном, что значительно расширяет технологические возможности штампа. Размеры полости нижней полуматрицы, в которую входит выталкивающий пуансон 3, являющейся контейнером для заготовки, определяются в зависимости от размеров заготовки, которые выбираются исходя из технологической и экономической целесообразности.
В результате быть сокращено количество переходов штамповки и выбран наиболее производительный и экономичный способ нолучения заготовки.
Технико-экономическая эффективность при впедрении штампа может быть получена за счет рационального выбора заготовки, уменьшения количества переходов, т. е. повышения нроизводительности , повышения стойкости инструмента, уменьшения расхода металла на ноковку за счет повышения ее качества и точности и за счет уменьшения расхода технологической смазки, а также за счет сокращения последующей механической обработки поковки.
Формула изобретения
1.Штамп для закрытой объемной штамповки, содержащий полуматрицы, связанные
между собой направляюидими колонками, подвижную н неподвижную основные плиты с установленными на них пуансонами, а также подпружиненную относительно неподвижной плиты промежуточную подвижную плиту со сквозным отверстием для нуансона, на которой смонтирована одна из полуматриц, имеющая сквозное отверстие под установленный на неподвижной плите
пуансон, отличающийся тем, что, с целью повышения точности и экономичности штамповки, он снабжен дополнительной промежуточной иодвнжной плитой, имеющей сквозное отверстие под установленный на основной подвижной плите пуансон, а
другая полуматртща смонтирована на этой дополнительной промежуточной плите.
2.Штамп по п. 1, отличающийся тем, что в дополнительной промежуточной
плите со стороны основной подвижной нлиты в зоне, прилегающей к пуансону, выпол-нены полость под охлаждающую жидкость и каналы для ее подвода. Источники информации, принятые во внимание при экспертизе: 1.Соколов Н. Л. Горячая штамповка выдавливанием стальных деталей. М., 1967, с. 144, рис. 70. 2.Горячая штамповка стальных поковок в разъемных матрицах. Обзор НИИМАШ, М., 1968, с. 66, рис. 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
| Штамп для закрытой осадки заготовок | 1976 |
|
SU650706A1 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU562368A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ | 1969 |
|
SU232730A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
