(Л
4: СО СП 4
Изобретение относится к порошковой металлургии, в частности к штампам для штамповки порошковых заготовок на куз- нечно-прессовом оборудовании ударного действия.
Цель изобретения - повышение стойкости и упрощение наладки штампа.
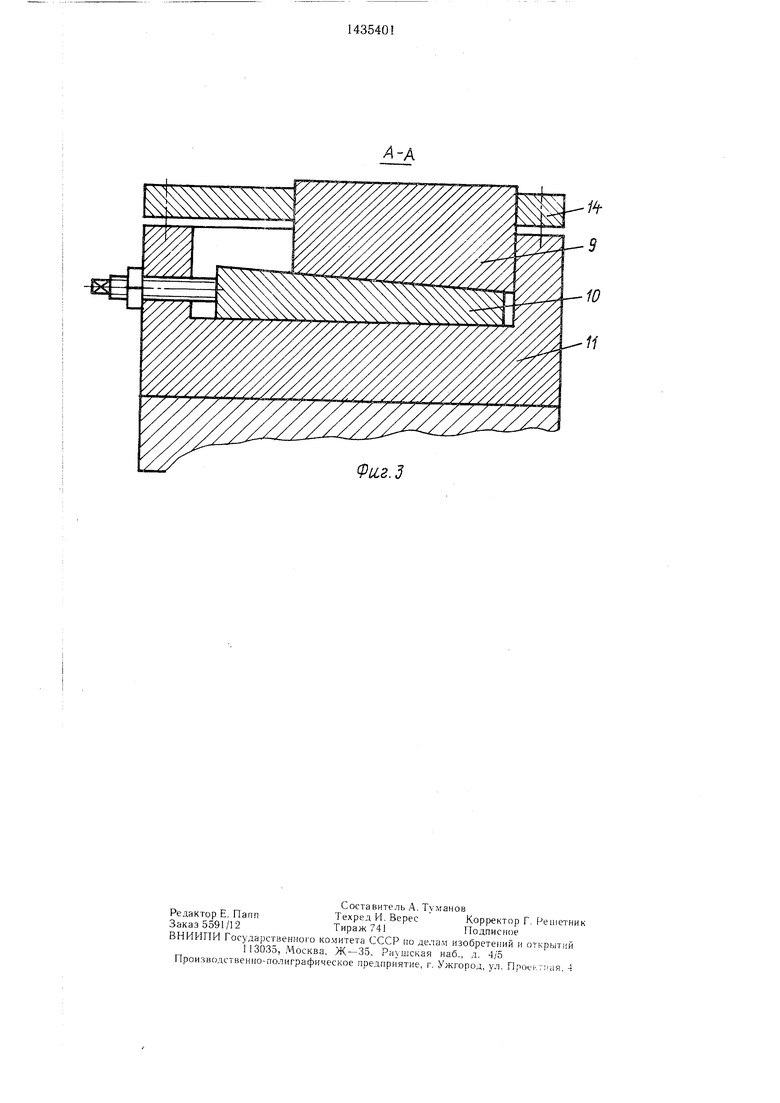
На фиг. 1 изображен штамп слева - исходное положение; справа - рабочее положение; на фиг. 2 - нижняя часть штампа, вид сверху; на фиг. 3 - разрез А-А на фиг. 2.
Штамп состоит из верхней плиты 1 с закрепленными на ней верхними бойками 2 и верхним пуансоном 3, подпружиненной пружинами 4 плаваюш,ей промежуточной плиты 5 с запрессованной в ней матрицей 6 и нижней плиты 7, на которой закреплены нижний пуансон 8 и нижние бойки 9. Нижние бойки установлены на клиновой поверхности ползушки К) в корпусе 11, причем ползушка 10 связана с корпусом 11 ходовым винтом 12 с гайкой 13, а бойки 9 - крышкой 14. Из полости матрицы отштампованное изделие выталкивается толкателем 15. Корпус 11, верхние 2 и нижние 9 бойки и ползушка 10 с ходовым винтом 12 образуют амортизирующий узел.
Штамп работает следующим образом.
В исходном положении штампа в полость матрицы 6 укладывают нагретую порошковую заготовку. Затем осуществляется рабочий ход. При этом верхняя плита 1 совершает ход вниз, верхний пуансон 3 входит в полость матрицы 6 и совместно с нижним пуансоном 8 деформирует нагретую порошковую заготовку. В процессе горячей Штамповки деформируемая порошковая заготовка силами трения перемещает вниз подпружиненную пружинами 4 промежуточную плиту 5 с матрицей б и при неподвижном нижнем пуансоне 8 реализуется схема двусторонней щтамповки, что позволяет получить равноплотные изделия. К моменту окончания деформации штампуемой порошковой заготовки верхние бойки 2 смыкаются с нижними бойками 9, при этом гасится избыточная энергия удара (если она осталась после деформации изделия). Таким образом, формообразующий инструмент воспринимает усилие, идущее непосредственно на деформацию изделия.
Кроме того, амортизирующий узел фиксирует закрытую высоту штампа, что позво- ляет выдерживать высотные размеры штампуемого изделия.
Перемещая ходовым винтом 12 ползущку 10 относительно корпуса 11, изменяют положение по высоте нижних бойков 9 и тем самым изменяют закрытую высоту штампа, при которой бойки 2 и, 9 соприкасаются,- обеспечивая получение заданной высоты изделия.
После регулировки ходовой винт 12 стопорится гайкой 13, что обеспечивает стабильность наладки.
При ходе плиты 1 вверх происходит выталкивание из полости матрицы 6 отштампованного изделия толкателем 15, после чего цикл штамповки повторяется.
Штамп позволяет повысить стойкость формообразующего инструмента в 2-3 раза за счет того, что он воспринимает только усилие, затрачиваемое непосредственно на деформацию изделия, и снизить трудоемкость переналадки на высотный размер штампуемого изделия в 1,5-2 раза.
Формула изобретения
Штамп для штамповки порошковых заготовок, включающий неподвижную плиту с установленным на ней нижним пуансоном, подвижную верхнюю плиту с закрепленным на ней верхним пуансоном и подпружиненную промежуточную плиту с закрепленной в ней матрицей, отличающийся тем, что, с целью повышения стойкости и упрощения наладки штампа, он снабжен амортизирующим узлом, выполненным в виде закрепленного на нижней плите корпуса, установленных в нем по крайней мере двух нижних бойков с клиновой поверхностью, связанной с корпусом ходовым винтом клиновой ползушки, установленной с возможностью взаимодействия с нижними бойками, и верхних бойков, закрепленых на верхней плите с возможностью взаимодействия с нижними бойками.
(PiLZ.2
10
а
.З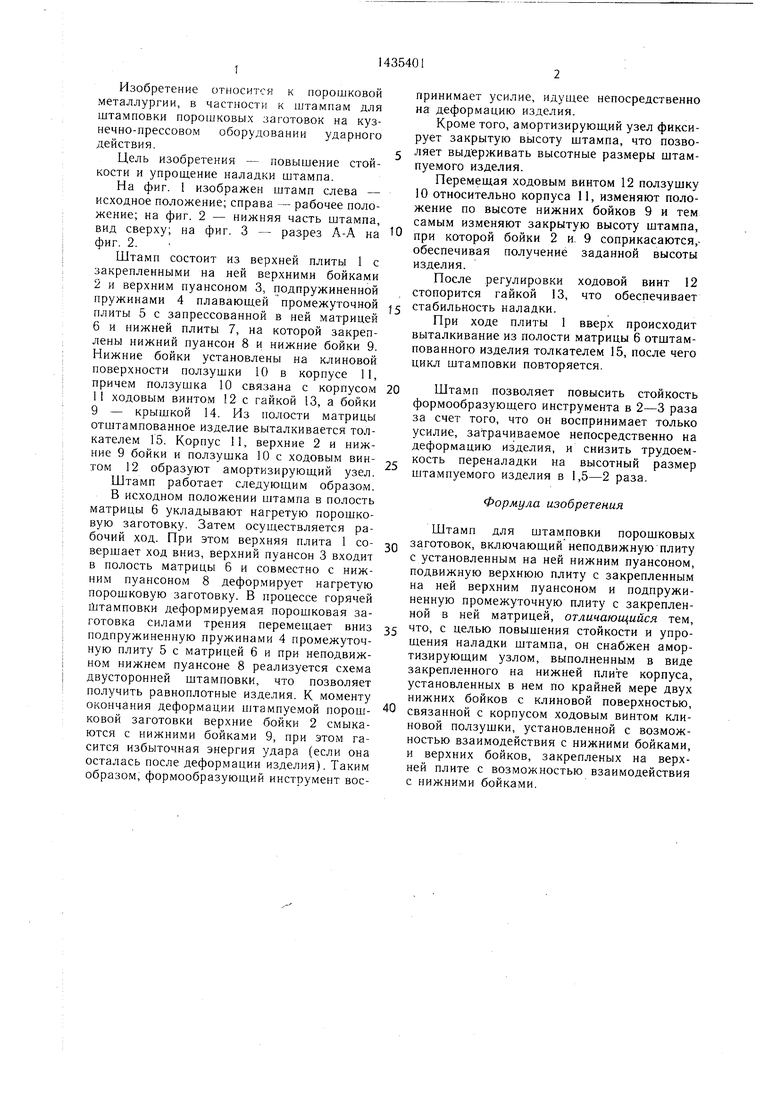
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для штамповки ступенчатыхдЕТАлЕй | 1979 |
|
SU829299A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для закрытой объемной штамповки порошковых изделий | 1987 |
|
SU1498588A1 |
| Способ изготовления порошковых изделий с боковым буртом и устройство для его осуществления | 1988 |
|
SU1637959A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1999 |
|
RU2176942C2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |

Изобретение относится к штампам для штамповки порошковых заготовок. Целью изобретения является повышение стойкости и упрощение наладки штампа. Перемещением клиновой ползушки 10 относительно корпуса 11 изменяют положение по высоте нижних бойков 9, обеспечивая получение заданной высоты изделия. К моменту окончания деформации штампуемой порощ- ковой заготовки закрепленные на верхней плите 1 верхние бойки 2 смыкаются с нижними бойками 9, при этом гасится избыточная энергия удара. Повышается стойкость формообразующего инструмента и снижается трудоемкость переналадки штампа на высотный размер изделия. 3 ил.
| Блок-штамп для горячей объемной штамповки | 1980 |
|
SU1021511A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штамп для горячей штамповки порошковых заготовок | 1985 |
|
SU1258621A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
