Изобретение относится к порошковой металлургии, в частности к способу изготовления порошковых изделий с боковым буртом преимущественно тонкостенным и устройству для его осуществления.
Целью изобретения является снижение усилия штамповки и повышение стойкости прессового инструмента.
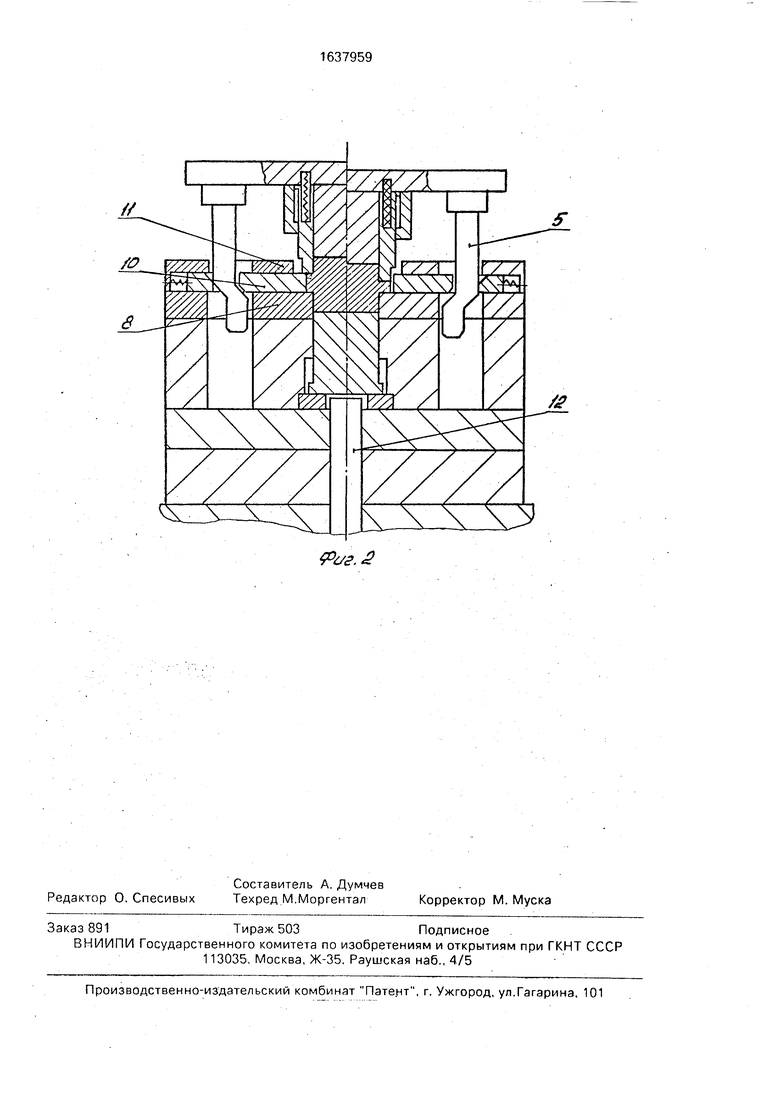
На фиг. 1 слева от оси показана загрузка спеченной пористой заготовки простой конфигурации, справа от оси - ее доуплотне- ние; на фиг.2 - слева от оси формирование боковых буртов, справа - окончание формообразования (окончательное доуплотнение с осадкой бурта),
Устройство состоит из верхней 1 и нижней 2 плит с установленными на них пуансонами 3 и 4, На верхней плите 1 закреплена верхняя полуматрица 5, подпружиненная пружинами 6 и копиры 7. На нижней плите 2 неподвижно закреплена нижняя полуматрица 8 с установленными на ней подпружи- нениыми пружинами 9 боковыми пуансонами 10. Для удаления готовых порошковых изделий 11 на нижней плите 2 установлен выталкиватель 12.
В боковых упорных пуансонах 10 и нижней полуматрице 8 выполнены отверстия для перемещения 6 них копиров 7, причем отверстия в боковых упорных пуансонах выполнены клиновыми. Порошковая заготовка 11 перед началом процесса штамповки укладывается в рабочую полость, образованную нижним пуансоном 4, нижней полуматрицей 8 и боковыми упорными пуансонами 10. Боковые пуансоны 10 предназначены для создания бокового подпора (реализации схемы всестороннего сжатия) на стадии формообразования изделия, они получают перемещение от копиров 7, имеющих для этой цели клиновые поверхности.
Устройство работает следующим обра- .зом,
Нагретую пористую порошковую заготовку 11 укладывают в рабочую полость устройства, Затем ползун пресса (не показан) опускает верхнюю плиту 1 с пуансоном 3, полуматрицей 5 и копирами 7. Копиры входят в отверстия боковых пуансонов и препятствуют их перемещению, создавая тем самым совместно с верхней полуматрицей 5 закрытый штамп для осадки. Осуществляется доуплотнение пористой порошковой заготовки простой конфигурации пуансонами 3 и 4 до плотности, обеспечивающей радиальноетечение нагретого порошкового материала. Эта плотность соответствует критической степени деформации Екр Ьо/г1кр 1 / УО, где h0 - начальная высота
заготовки; - высота заготовки, соответствующая критической степени деформации; уь - начальная плотность заготовки. Дальнейшее доуплотнение при ходе
ползуна пресса вниз сопровождается формообразованием изделия с радиальным течением материала в зазор, образованный верхней 5 и нижней 8 полуматрицами. Боковые упорные пуансоны 10 отходят в стороны, находясь
0 при этом в контакте с образующимся боковым буртом и осуществляя его подпор. Процесс формообразования изделия за счет осуществления подпора боковыми пуансонами и реализации близких к всестороннему
5 сжатию условий, предупреждающих возникновение трещин на бурте, позволяет доуп- лотнить заготовку от плотности порядка 80% относительно теоретической до 87-93%. После заполнения материалом зазора
0 между верхней 5 и нижней 8 полуматрицами упорный боковой пуансон 10, взаимодействуя с верхней плитой пресса посредством копира, выходит за пределы контакта с частями матрицы, давая возможность
5 сблизиться полуматрицам 5 и 6. Формообразование изделия завершается окончательным его доуплотнением (плотность -100% относительно теоретической) с осадком бурта до размера, определяемого за0 данной толщиной бурта до размера, определяемого заданной толщиной бурта изделия и с учетом критической степени деформации материала при данной температуре. Подпружинивание верхней
5 полуматрицы позволяет осуществить как дополнение с формообразованием, так и осадку изделия в конце процесса. При ходе ползуна пресса вверх выталкиватель 12 через нижний пуансон 4 удаляет изделие из
0 полости полуматрицы 8.
Таким образом способ изготовления порошковых изделий с тонкостенным боковым буртом осуществляют формованием пористой заготовки простой конфигурации спе5 канием заготовки и горячей штамповкой в условиях всестороннего сжатия путем доуп- лотнения и формообразования изделия с радиальным течением порошкового материала. Причем формообразование завершают
0 окончательным доуплотнением изделия с осадкой бокового бурта.
Пример. Изготавливают изделие- втулку с буртом тракторов семейства ДТ-75 и ДТ 175 (черт. 77-36-160) из железоуглеро5 дистого спеченного материала марки СП 50.
Спеченную порошковую заготовку нагревают в защитной атмосфере (азот) до 1150°С, после чего укладывают в штамп и
осуществляют штамповку, контролируя усилие с помощью тензометра.
При ходе ползуна пресса вниз за один ход осуществляют доуплотнение заготовки до плотности 80%, затем формообразова- ние изделия с течением материала в зазор между верхней и нижней полуматрицами и доуплотнением до плотности 87-93%. после чего завершают формообразование окончательным доуплотнением изделия с осадкой бокового бурта.
Высота зазора соответствует толщине боковых пуансонов и выбрана предварительно с учетом экспериментальных данных, приведенных в таблице, из условия изготовления качественных изделий (контролируют боковую сторону бурта на отсутствие трещин и разноплотность изделия по сечению) и уменьшения усилия штамповки.
Одновременно сравнивают данный спо- соб с известным по усилению штамповки.
Высота зазора выбрана 10 мм, так как уменьшение высоты приводит к росту усилия штамповки, а увеличение - образованию трещин на боковой поверхности бурта при незначительном снижении усилия.
Разноплотность центральной части изделия и бурта 1-3%.
Способ снижает усилие штамповки на 7-10% по сравнению с изготовлением изде- лия известным способом. Как следствие по- вышается стойкость прессового инструмента.
Формула изобретения
1. Способ изготовления порошковых из- делий с боковым буртом, преимущественно
тонкостенным, включающий формование пористой заготовки без бурта, ее спекание и горячую штамповку с доуплотнением заготовки и последующим формообразованием бурта за счет радиального течения порошкового материала, отличающийся тем, что, с целью снижения усилия штамповки и повышения стойкости прессового инструмента, формообразование бурта производят в два этапа, на первом этапе формируют бурт больше номинального размера за счет свободного радиального течения порошкового материала, а на втором его доуплотня- ют до номинального размера осадкой.
2. Устройство для изготовления порошковых изделий с боковым буртом, преимущественно тонкостенных, содержащее матрицу, нижний, верхний и боковые пуансоны, отличающееся тем, что, с целью снижения усилия штамповки и повышения стойкости прессового инструмента, оно снабжено верхней и нижней плитами и копирами, матрица выполнена из двух полуматриц, разъемных в горизонтальной плоскости, нижний пуансон и нижняя полуматрица установлены на нижней плите, верхний пуансон, верхняя полуматрица и копиры закреплены на верхней плите, причем верхняя полуматрица подпружинена относительно верхней плиты, а боковые пуансоны подпружинены в осевом направлении установлены в нижней полуматрице с возможностью взаимодействия с нижним торцом верхней полумзтрицы и имеет возможность осевого перемещения относительно полуматриц посредством копиров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клинового прессования плоских порошковых заготовок | 1984 |
|
SU1205998A1 |
| Способ изготовления порошковых изделий сложной формы | 1984 |
|
SU1174160A1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Устройство для штамповки изделий из порошковых материалов | 1985 |
|
SU1282959A1 |
| Устройство для прессования порошков | 1979 |
|
SU831363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
Изобретение относится к способам и устройствам изготовления порошковых изделий с боковым буртом, преимущественно Xi x Sтонкостенным. Цель - снижение усилия штамповки и повышение стойкости прессового инструмента Спеченную порошковую заготовку из железоуглеродистого материала нагревают в защитной атмосфере до 1150°С, после чего укладывают в штамп и осуществляют штамповку. При ходе ползуна пресса вниз за один ход осуществляют доуплотнение заготовки до плотности 80%, а затем формообразование изделия с течением материала в зазор между верхней 5 и нижней 8 полуматрицами и доуплотнением до плотности 87-93%, после чего завершают формообразование окончательным доуплотнением изделия с осадкой бокового бурта. 2 ил.,1 табл. Ё О со VJ ю ел о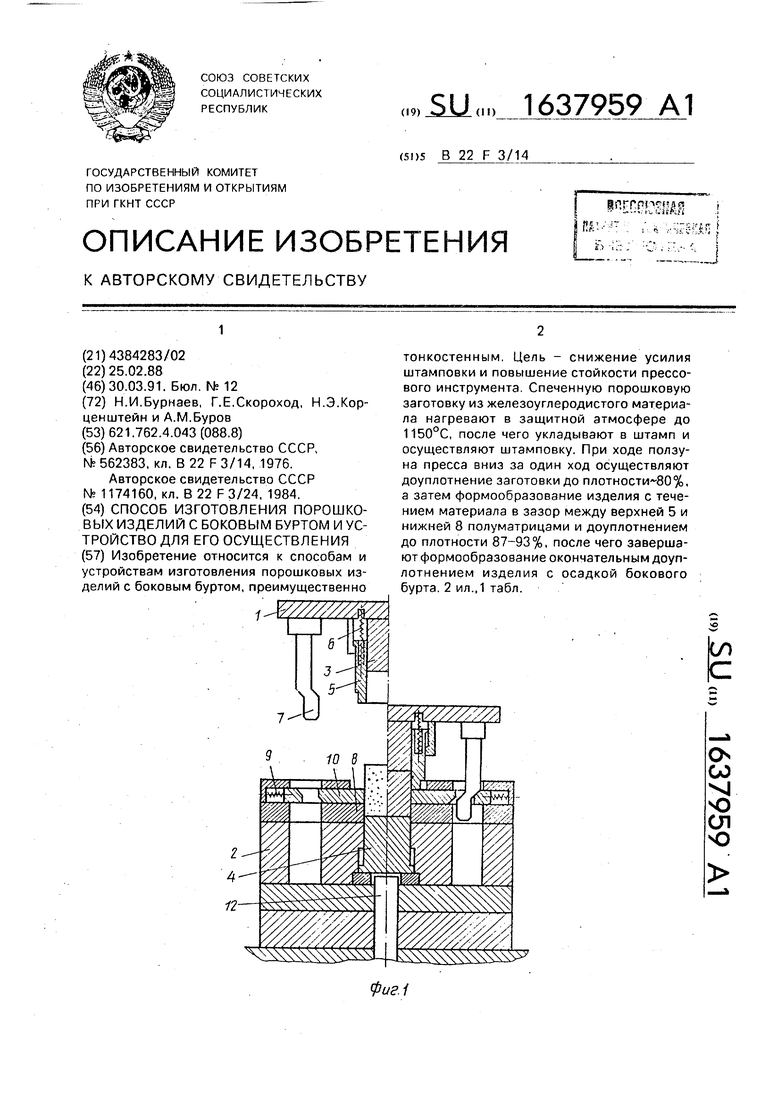
Фиг. 2
| Авторское свидетельство СССР, № 562383, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления порошковых изделий сложной формы | 1984 |
|
SU1174160A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
