2. Устройство для осуществления способа по п. 1, содержащее нижнюю плиту со смонтированной на ней основной жесткой матрицей с режущей кромкой, пуансон, выполненный в виде втулки из эластичного материала, установленной на оправке, механизм осевого перемещения оправки, выполненный в виде ползущки и клина с основными и дополнительными рабочими плоскостями, механизм сжатия эластичной втулки пуансона и дополнительную матрицу, установленную соосно основной матрице и примыкающую к ней, отличающееся тем, что механизм сжатия эластичной втулки пуансона снабжен кареткой с упором, подпружиненной собачкой и сухарями, при этом карет1 а жестко связана с оправкой и установлена с возможностью взаимодействия с дополнительными рабочими плоскостями клина и с возможностью перемещения как вместе с ползущкой, так и относительно нее, а дополнительная матрица выполнена жесткой
с воронкообразной заходной и цилиндрической калибрующей частями.
3.Устройство по п. 2, отличающееся тем, что клин выполнен Ш-образной формы, при этом центральная пластина клина расположена с возможностью перемещения внутри каретки, боковые пластины расположены с возможностью перемещения внутри ползущки, а дополнительные рабочие плоскости выполнены на ребрах центральной и боковых пластин в виде профильных пазов, размещенных с возможностью взаимодействия с сухарями каретки.
4.Устройство по пп. 2 и 3, отличающееся тем, что каретка выполнена в виде вилки, между щеками которой засположены подпружиненная собачка и упор, а снаружи закреплены сухари, при этом собачка установлена с возможностью взаимодействия со вспомогательной рабочей плоскостью,
.выполненной на ребре центральной пластины клина, и с упором.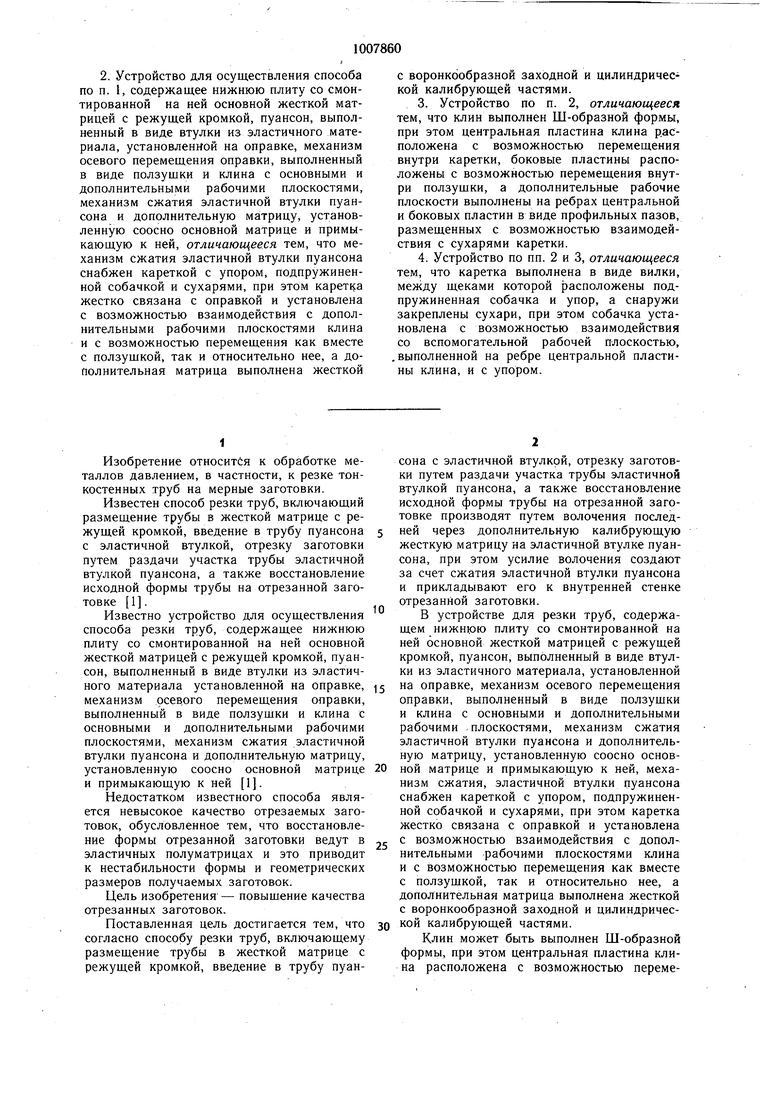
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2006348C1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| Устройство для резки прямоугольных труб | 1987 |
|
SU1488136A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Устройство для перфорирования и отрезки ленты или полосы из эластичного материала П-образного профиля | 1986 |
|
SU1428503A1 |
| Штамп для резки труб на заготовки | 1980 |
|
SU1011341A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |

) 1. Способ резки труб, включающий размещение трубы в жесткой матрице с режущей кромкой, введение в трубу пуансона с эластичной втулкой, отрезку заготовки путем раздачи участка трубы эластичной втулкой пуансона, а также восстановление исходной формы трубы на отрезанной заготовке, отличающийся тем, что, с целью повыщения качества отрезаемых заготовок, восстановление исходной формы трубы на отрезанной заготовке производят путем волочения последней через дополнительную калибрующую жесткую матрицу на эластичной втулке пуансона, при этом усилие волочения создают путем сжатия эластичной втулки пуансона и прикладывают его к внутренней стенке отрезанной заготовки. (О 00 О5
Изобретение относится к обработке металлов давлением, в частности, к резке тонкостенных труб на мерные заготовки.
Известен способ резки труб, включающий размещение трубы в жесткой матрице с режущей кромкой, введение в трубу пуансона с эластичной втулкой, отрезку заготовки путем раздачи участка трубы эластичной втулкой пуансона, а также восстановление исходной формы трубы на отрезанной заготовке 1.
Известно устройство для осуществления способа резки труб, содержащее нижнюю плиту со смонтированной на ней основной жесткой матрицей с режущей кромкой, пуансон, выполненный в виде втулки из эластичного материала установленной на оправке, механизм осевого перемещения оправки, выполненный в виде ползушки и клина с основными и дополнительными рабочими плоскостями, механизм сжатия эластичной втулки пуансона и дополнительную матрицу, установленную соосно основной матрице и примыкающую к ней 1.
Недостатком известного способа является невысокое качество отрезаемых заготовок, обусловленное тем, что восстановление формы отрезанной заготовки ведут в эластичных полуматрицах и это приводит к нестабильности формы и геометрических размеров получаемых заготовок.
Цель изобретения - повыщение качества отрезанных заготовок.
Поставленная цель достигается тем, что согласно способу резки труб, включающему размещение трубы в жесткой матрице с режущей кромкой, введение в трубу пуансона с эластичной втулкой, отрезку заготовки путем раздачи участка трубы эластичной втулкой пуансона, а также восстановление исходной формы трубы на отрезанной заготовке производят путем волочения последней через дополнительную калибрующую жесткую матрицу на эластичной втулке пуансона, при этом усилие волочения создают за счет сжатия эластичной втулки пуансона и прикладывают его к внутренней стенке отрезанной заготовки.
В устройстве для резки труб, содержащем нижнюю плиту со смонтированной на ней основной жесткой матрицей с режущей кромкой, пуансон, выполненный в виде втулки из эластичного материала, установленной на оправке, механизм осевого перемещения оправки, выполненный в виде ползущки и клина с основными и дополнительными рабочими .плоскостями, механизм сжатия эластичной втулки пуансона и дополнительную матрицу, установленную соосно основной матрице и примыкающую к ней, механизм сжатия, эластичной втулки пуансона снабжен кареткой с упором, подпружиненной собачкой и сухарями, при этом каретка жестко связана с оправкой и установлена с возможностью взаимодействия с дополнительными рабочими плоскостями клина и с возможностью перемещения как вместе с ползущкой, так и относительно нее, а дополнительная матрица выполнена жесткой с воронкообразной заходной и цилиндрической калибрующей частями.
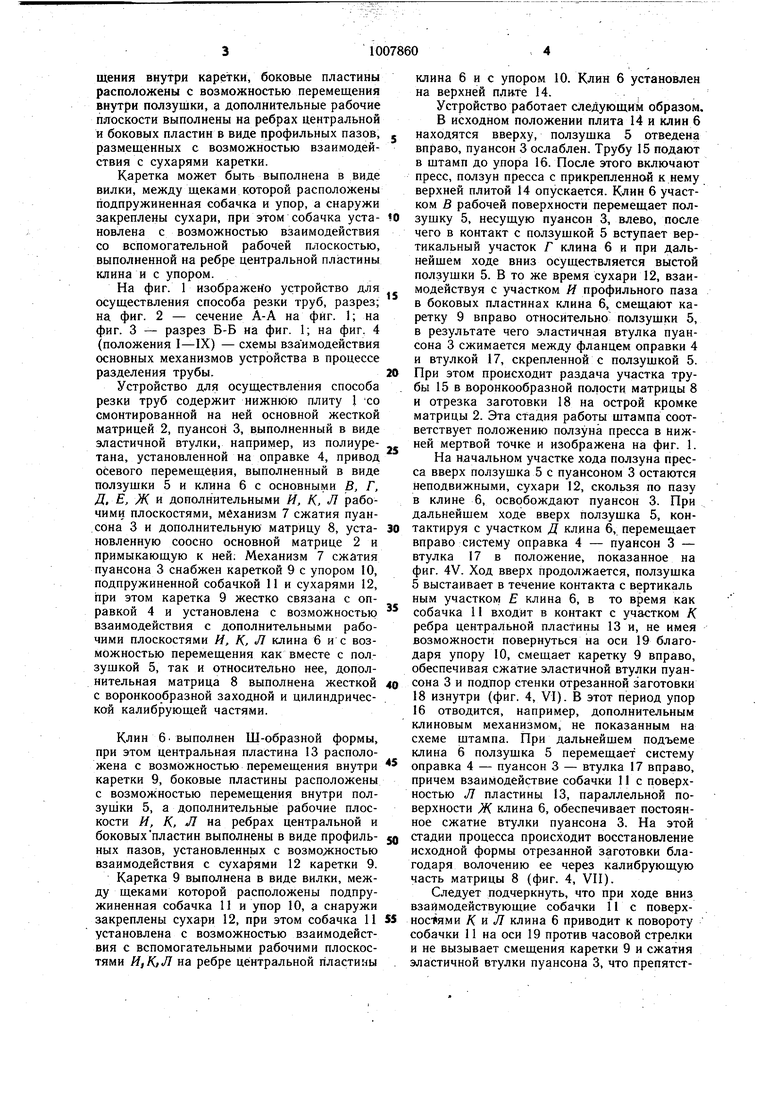
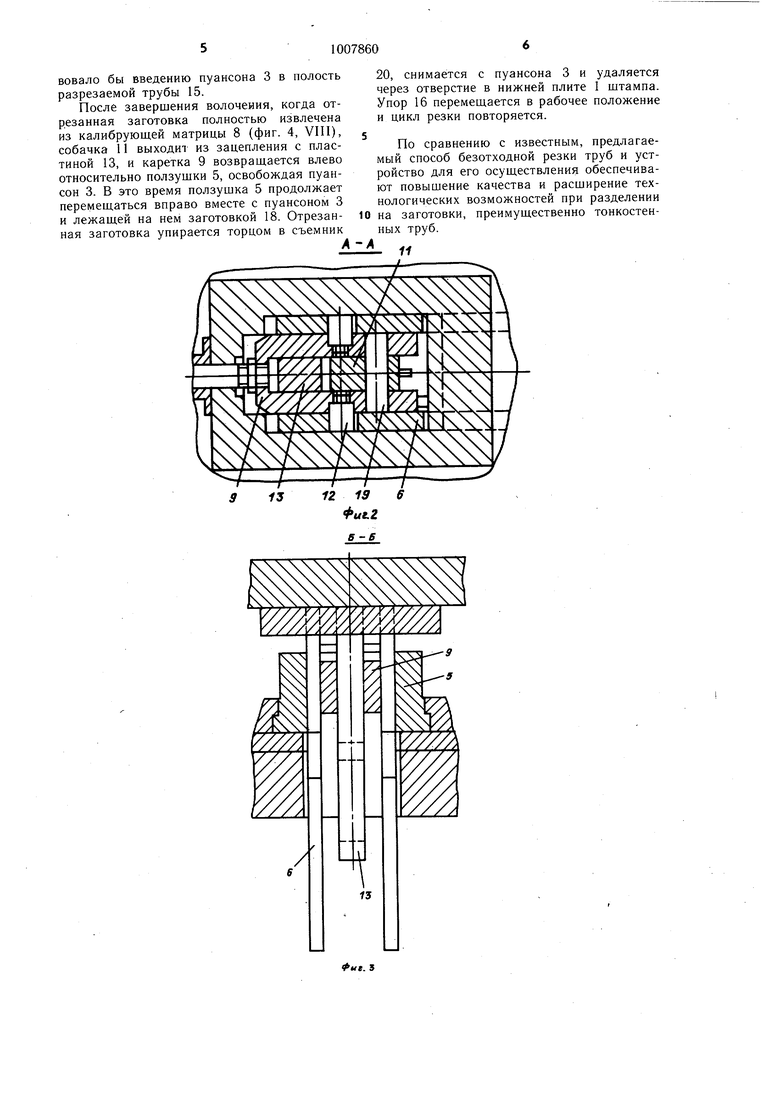
Клин может быть выполнен Ш-образной формы, при этом центральная пластина клина расположена с возможностью перемещения внутри каретки, боковые пластины расположены с возможностью перемещения внутри ползушки, а дополнительные рабочие плоскости выполнены на ребрах центральной и боковых пластин в виде профильных пазов, размещенных с возможностью взаимодействия с сухарями каретки. Каретка может быть выполнена в виде вилки, между щеками которой расположены подпружиненная собачка и упор, а снаружи закреплены сухари, при этом собачка установлена с возможностью взаимодействия со вспомогательной рабочей плоскостью, выполненной на ребре центральной пластины клина и с упором. На фиг. 1 изображено устройство для осуществления способа резки труб, разрез; на фиг. 2 - сечение А-А на фИг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 (положения I-IX) - схемы взаимодействия основных механизмов устройства в процессе разделения трубы. Устройство для осуществления способа резки труб содержит нижнюю плиту 1 со смонтированной на ней основной жесткой матрицей 2, пуансон 3, выполненный в виде эластичной втулки, например, из полиуретана, установленной на оправке 4, привод осевого перемещения, выполненный в виде ползущки 5 и клина 6 с основными В, Г, Д, Е, Ж и дополнительными И, К, Л рабочими плоскостями, механизм 7 сжатия пуансона 3 и дополнительную матрицу 8, установленную соосно основной матрице 2 и примыкающую к ней: Механизм 7 сжатия пуансона 3 снабжен кареткой 9 с упором 10, подпружиненной собачкой 11 и сухарями 12, при этом каретка 9 жестко связана с оправкой 4 и установлена с возможностью взаимодействия с дополнительными рабочими плоскостями Я, К, Л клина 6 и с возможностью перемещения как вместе с ползущкой 5, так и относительно нее, дополнительная матрица 8 выполнена жесткой с воронкообразной заходной и цилиндрической калибрующей частями. Клин 6 выполнен Ш-образной формы, при этом центральная пластина 13 расположена с возможностью перемещения внутри каретки 9, боковые пластины расположены с возможностью перемещения внутри ползушки 5, а дополнительные рабочие плоскости И, К, Л на ребрах центральной и боковыхпластин выполнены в виде профильных пазов, установленньгх с возможностью взаимодействия с сухарями 12 каретки 9. Каретка 9 выполнена в виде вилки, между щеками которой расположены подпружиненная собачка 11 и упор 10, а снаружи закреплены сухари 12, при этом собачка 11 установлена с возможностью взаимодействия с вспомогательными рабочими плоскостями Я,/С/Л на ребре центральной пластины клина бис упором 10. Клин 6 установлен на верхней пли,те 14.. Устройство работает следующим образом. В исходном положении плита 14 и клин 6 находятся вверху, ползущка 5 отведена вправо, пуансон 3 ослаблен. Трубу 15 подают в щтамп до упора 16. После этого включают пресс, ползун пресса с прикрепленной к нему верхней плитой 14 опускается. Клин 6 участком В рабочей поверхности перемещает ползущку 5, несущую пуансон 3, влево, после чего в контакт с ползущкой 5 вступает вертикальный участок Г клина 6 и при дальнейщем ходе вниз осуществляется выстой ползушки 5. В то же время сухари 12, взаимодействуя с участком Я профильного паза в боковых пластинах клина 6, смещают каретку 9 вправо относительно- ползушки 5, в результате чего эластичная втулка пуансона 3 сжимается между фланцем оправки 4 и втулкой 17, скрепленной с ползушкой 5. При этом происходит раздача участка трубы 15 в воронкообразной полости матрицы 8 и отрезка заготовки 18 на острой кромке матрицы 2. Эта стадия работы щтампа соответствует положению ползуна пресса в Нижней мертвой точке и изображена на фиг. 1. На начальном участке хода ползуна пресса вверх ползущка 5 с пуансоном 3 остаются Неподвижными, сухари 12, скользя по пазу в клине 6, освобождают пуансон 3. При дальнейшем ходе вверх ползущка 5, контактируя с участком Д клина 6, перемещает вправо систему оправка 4 - пуансон 3 - втулка 17 в положение, показанное на фиг. 4V. Ход вверх продолжается, ползущка 5 выстаивает в течение контакта с вертикаль ным участком клина 6, в то время как собачка 11 входит в контакт с участком /С ребра центральной пластины 13 и, не имея возможности повернуться на оси 19 благодаря упору 10, смещает каретку 9 вправо, обеспечивая сжатие эластичной втулки пуансона 3 и подпор стенки отрезанной заготовки 18 изнутри (фиг. 4, VI). В этот период упор 16 отводится, например, дополнительным клиновым механизмом, не показанным на схеме штампа. При дальнейщем подъеме клина 6 ползущка 5 перемещает систему оправка 4 - пуансон 3 - втулка 17 вправо, причем взаимодействие собачки 11 с поверхностью Л пластины 13, параллельной поверхности Ж клина 6, обеспечивает постоянное сжатие втулки пуансона 3. На этой стадии процесса происходит восстановление исходной формы отрезанной заготовки благодаря волочению ее через калибрующую часть матрицы 8 (фиг. 4, VII). Следует подчеркнуть, что при ходе вниз взаимодействующие собачки 11с поверхностями К к Л клина 6 приводит к повороту собачки 11 на оси 19 против часовой стрелки и не вызывает смещения каретки 9 и сжатия эластичной втулки пуансона 3, что препятствовало бы введению пуансона 3 в полость разрезаемой трубы 15.
После завершения волочения, когда отрезанная заготовка полностью извлечена из калибрующей матрицы 8 (фиг. 4, VIII), собачка 11 выходил из зацепления с пластиной 13, и каретка 9 возвращается влево относительно ползушки 5, освобождая пуансон 3. В это время ползушка 5 продолжает перемещаться вправо вместе с пуансоном 3 и лежащей на нем заготовкой 18. Отрезанная заготовка упирается торцом в съемник
20, снимается с пуансона 3 и удаляется через отверстие в нижней плите 1 щтампа. Упор 16 перемещается в рабочее положение и цикл резки повторяется.
По сравнению с известным, предлагаемый способ безотходной резки труб и устройство для его осуществления обеспечивают повыщение качества и расширение технологических возможностей при разделении на заготовки, преимущественно тонкостенных труб.
16
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
