Высота
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| Устройство для резки труб | 1981 |
|
SU967692A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| Ножницы кривошипные для резки сортового проката | 1987 |
|
SU1444096A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при конструировании кривошипных ножниц для резки сортового проката на заготовки. Цель изобретения - повышение надежности и увеличение КПД за счет снижения противодействия узла подпора приводу ползуна. Шток механизма подпора связан с подвижным ножом через кулачковый вал и пластину с фигурной копирной прорезью, в которой размещен эксцентричный относительно кулачкового вала палец. Профиль прорези обеспечивает оптимальный закон движения штока во время резания. 1 з.п.ф-лы, 3 ил.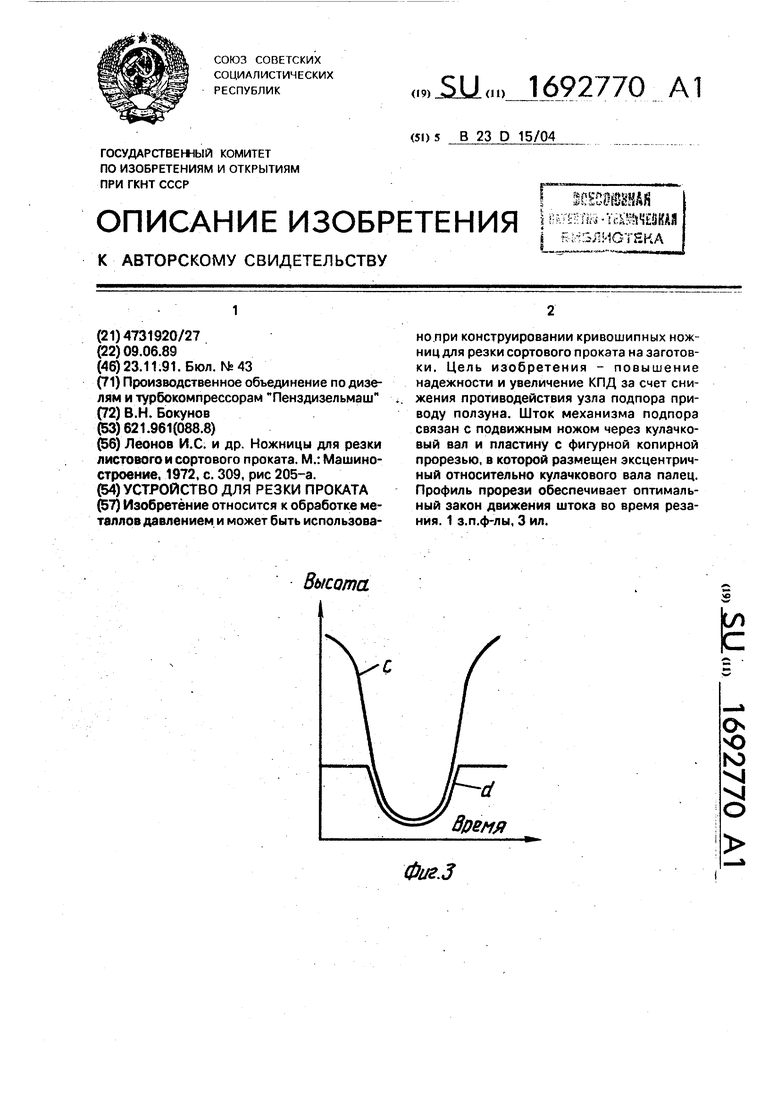
Ё
Os
О
ю VI V о
Фиг.З
Изобретение относится к обработке металлов давлением и может быть использовано при конструировании кривошипных ножниц для резки сортового проката на заготовки.
Целью изобретения является повышение надежности и увеличение коэффициента полезного действия за счет снижения противодействия узла подпора приводу ползуна.
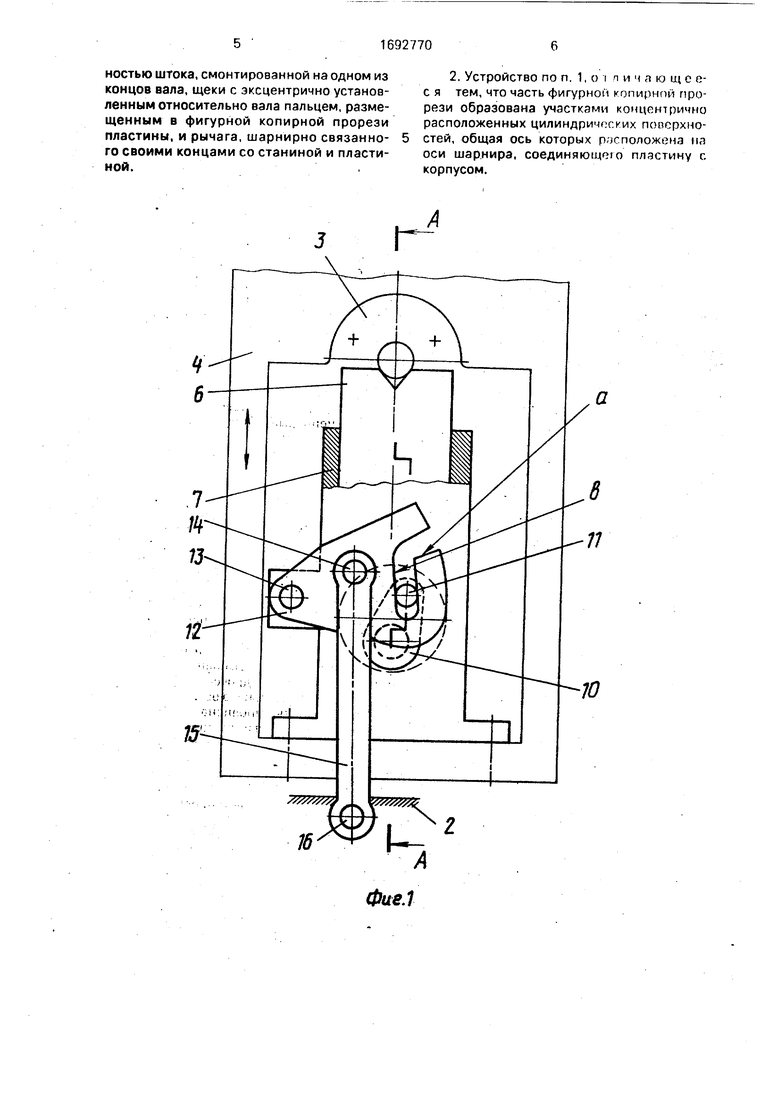
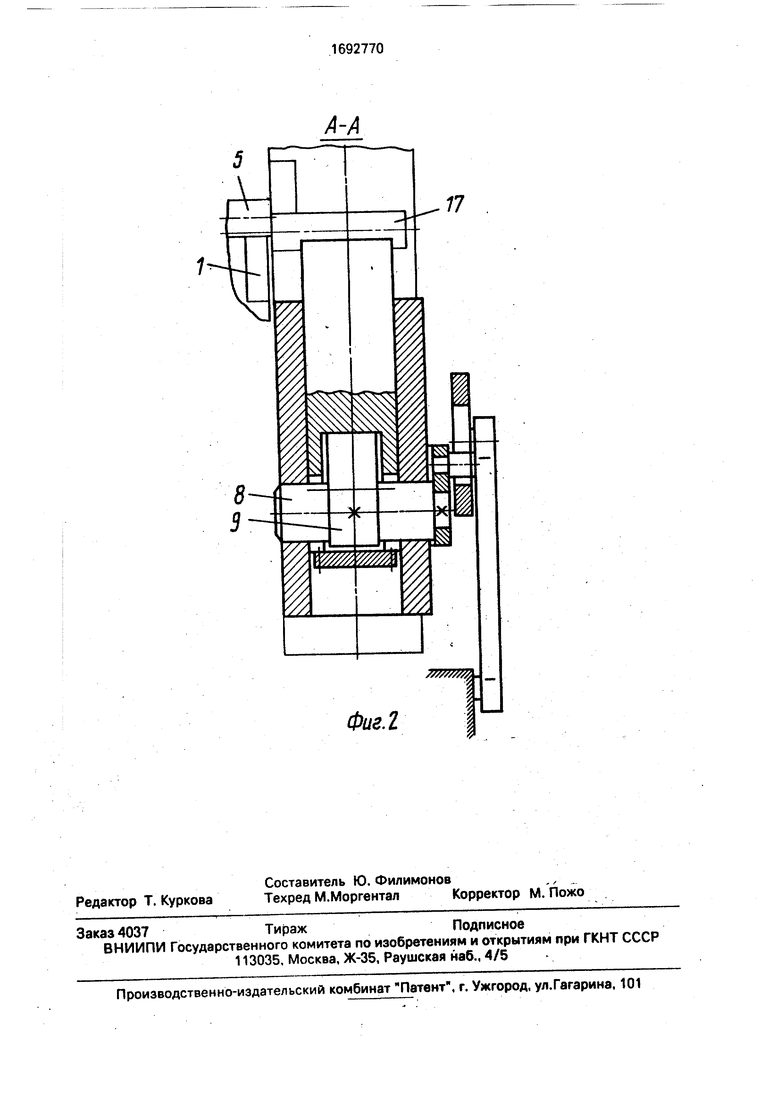
На фиг. 1 изображено устройство для резки проката в крайнем нижнем положении подвижного ножа при отрезке заготовки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - график ходов подвижного ножа (кривая с), и штокз (кривая d) при резке проката.
Устройство для резки проката содержит неподвижный нож 1, закрепленный на станине 2. подвижный нож 3, установленный на ползуне 4, механизм прижима (на чертеже не показан) разрезаемого прутка 5 и узел подпора отрезаемой заготовки, состоящий из штока 6, размещенного в корпусе 7. смонтированного на ползуне 4. Кулачковый вал 8 с дисковым кулачком 9 своими цапфами лежит в стенках корпуса, а на консольной части вала, выступающей из корпуса, выполнена щека 10 с эксцентричным относительно вала 8 пальцем 11. Палец 11 входит в фигурную копирную прорезь пластины 12, имеющей возможность поворачиваться в плоскости, параллельной фронтальной плоскости ползун 4, на оси 13. закрепленной на корпусе 7. Одновременно пластина 12 шаонирно связана осью 14 с рычагом 15, который другим концом также шарнирно связан со станиной 2 осью 16. Часть фигурной копирной прорези пластины 12 образована участками концентрично расположенных цилиндрических поверхностей, общая ось которых расположена на оси, соединяющей пластину с корпусом шарнира.
Возможен также вариант использования вместо рычага 15 детали, жестко связанной со станиной 2 и имеющей окно (прорезь), ограничивающее перемещение ос 14 в направлении движения подвижного ножа (не показано).
Шток 6 служит для подпора отрезаемой заготовки 17 в процессе отделения ее от разрезаемого прутка 5.
Устройство для резки проката работает следующим образом.
При опускании ползуна 4 до подхода режущей кромки подвижного ножа 3 к поверхности разрезаемого прутка 5 корпус 7 узла подпора, установленный на ползуне 4, также опускается. При этом установленная
на корпусе 7 пластина 12, опираясь через ось 14 на рычаг 15 (или на стенку в неподвижной детали станины 2), поворачивается вокруг оси 13 и площадкой а прорези поворачивает вал 8 с дисковым кулачком 9 через палец 11. Кулачок 9 при этом выдвигает из корпуса 7 шток 6, обеспечивая этим заданное положение опорной поверхности штока от уровня режущей кромки неподвижного
0 ножа (или поверхности резрезаемого прутка). После перехода пальца 11 кривошипа на участок в прорези пластины, выполненный по концентрическим цилиндрическим поверхностям, щека 10 и соответственно вал с
5 кулачком 9 не поворачивается, следовательно, шток не перемещается в корпусе 7, а опорная поверхность штока остается на одном расстоянии от режущей кромки подвижного ножа 3, осуществляя подпор.
0 Таким образом, конструкция пластины 12 с участками айв прорези и профиль дискового кулачка 9 обеспечивают: на первом этапе - подвод опорной поверхности штока 6 к разрезаемому прутку (с обратной
5 подвижному ножу стороны прутка) на расстояние, обеспечивающее минимальный отгиб заготовки при ее отрезке (или сохранение этого расстояния в течение этапа), на втором этапе - сохранение расстоя0 кия от режущей кромки подвижного ножа до опорной поверхности штока в течение всего времени выполнения этого этапа (фиг. 3, линия а).
После отделения заготовки ползун 4 с
5 подвижным ножом 3 и шток 6 возвращается в исходное положение в обратном порядке.
Формула изобретения
0 ки снабжен корпусом, смонтированным н. ползуне, шток установлен в корпусе, а механизм перемещения штока выполнен в виде пластины с фигурной копирной прорезью шарнирно смонтированной на корпусе с
5 возможностью ограниченного поворота Е плоскости, параллельной фронтальной пло скости ползуна, вала, смонтированного t корпусе, дискового кулачка, закрепленною на упомянутом валу с возможностью взаи модействия со свободной торцовой поверх
ностью штока, смонтированной на одном из концов вала, щеки с эксцентрично установленным относительно вала пальцем, размещенным в фигурной копирной прорези пластины, и рычага, шарнирно связанного своими концами со станиной и пластиной.
15
Ю
Фие.1
17
Фиг.I
| Леонов И.С | |||
| и др | |||
| Ножницы для резки листового и сортового проката | |||
| М.: Машиностроение, 1972, с | |||
| Переставная шейка для вала | 1921 |
|
SU309A1 |
