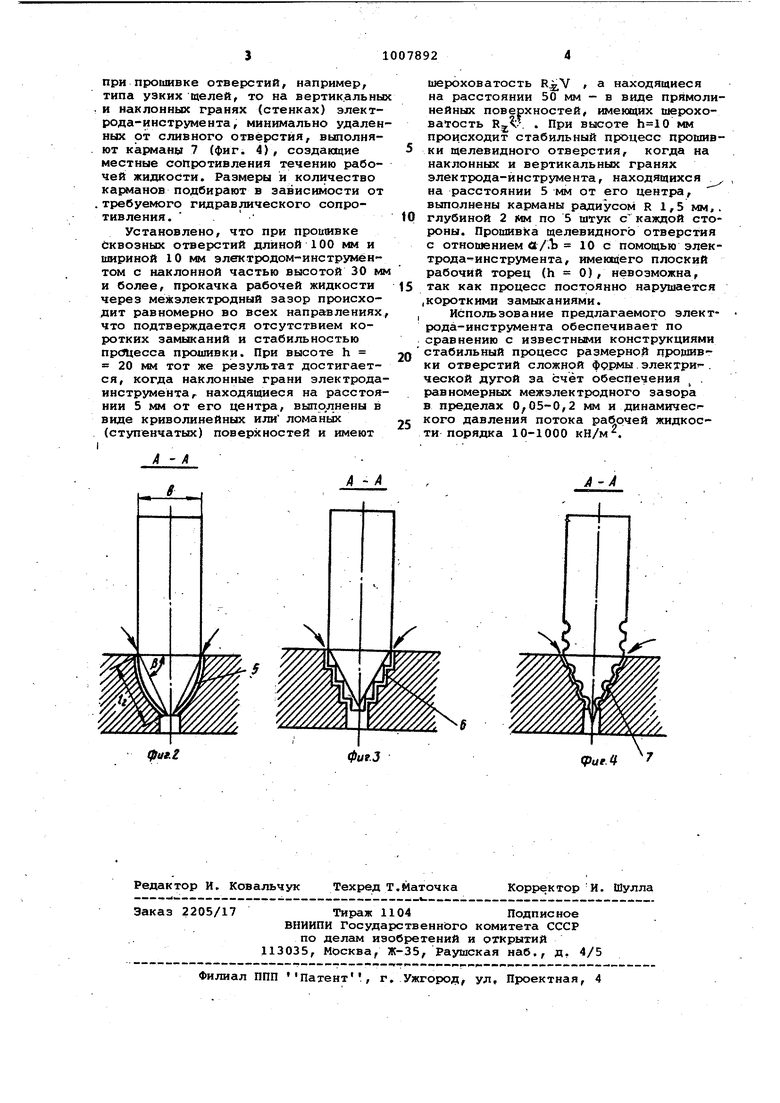
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электри ческой размерной обработке металлов электрической дугой и может быть использовано для получения сквозных отверстий сложного контура. Известен электрод-инструмент для электрической обработки отверстий, имеющий центральное отверстие для прокачки или отвода рабочей жидкости на рабочем участке которого выполне на коническая заходная часть, что улучшает гидравлический режим обработки Г| .. Недостатком известного электрода инструмента является то,.что при обработке отверстий сложного контура протяженность трасс течения рабочей жидкости межэлектродный промежуток становится существенно различной в разных направлениях. Поэтому максимальное количество рабочей жидкости протекает в местах, наиболее близко расположенных к отверстию в заготовке и обладающих в силу этого минимальным гидравлическим сопротивлением. В местах, макси мально удаленных от отверстия в заготовке, вследствие недостаточной прокачки рабочей жидкости образуютс застойные зоны и возникают короткие ;)аамыкания, нарушагацие стабильность процесса прошивки. Цель изобретения - создание оптимальных условий процесса .прошивки за счет обеспечения.равномерного меж- . электродного зазора и.динамического давления потока рабочей жидкости во всех направлениях ее движения. Поставленная цель достигается тем, что в электроде-инструменте для электрической обработки сквозных отверстий сложной формы в плане с прокачкой или отводом рабочей жидкос ти через отверстие в заготовке, или центральное отверстие в электроде, образующая конической заходной.части выполнена прямолинейной.на участках более удаленных от центра, совпадающего с отверсхием, и криволинейной (ломаной) на участках менее удаленных . Кроме того, участки менее удаленные от центра, выполнены с большей шероховатостью поверхности, чем участки, более удаленные. Если размеры поперечного сечения электрода-инструмента значительно от личаются в различных направлениях, то на его заходной части на участках менее удаленных от центрального отверстия выполнены карманы, реэко повышающие гидравлическое сопротивление течению рабочей жидкости в этом месте. На Фиг. 1 показан электрод-инструмент с конической заходной поверхностью; на фиг. 2 - разрез А-А на. фиг. 1, на котором.электрод-инструмент на участках минимально.удаленных от отверстия в заготовке имеет . наклонные грани, выполненные по криволинейной траектории; на фиг. 3 другой вариант выполнения наклонных граней электрода-инструмента по ломаной поверхности; на фиг. 4 - третий вариант выполнения вертикальных и наклонных граней (стенок) электрода-инструмента на участках минималь-но удаленных от отверстия в заготовке с карманами. Прошивка отверстий сложной формы, например удлиненных в плане, в заготовке 1 осуществляется с помощью электрода-инструмента 2, продольный размер о которого значительно превышает поперечный размер, fe, что обуславливает различную длину трасс прокачки рабочей жидкости в этих направлениях. В заготовке 1 имеется предварительно полученное (например, сверлением) круглое отверстие 3, расположенное в -центре прошиваемого отверстия сложной формы. Для выравнивания длины трасс прокачки рабочей жидкости от периферии электродаинструмента до сливного отверстия в заготовке рабочая торцовая часть электрода-инструмента 2 имеет наклонные грани 4, углы наклона которых ОС и |Ь зависят от высоты h этой час- . ти. С увеличением высоты h и, следовательно, углов сС , отношение длин трасс прокачки l/(/l2 уменьшается и в пределе, когда высота h соизмерима с максимальным размером а в плане, стремится к единице. Однако выполнение наклонной торцовой части электрода-инструмента такой.высоты невсегг да.рационально. Поэтому для дополнительного выравнивания длин трасс прокачки накл9нные грани электродаинструмента на участках минимально удаленных от сливного отверстия 3 выполняют по криволинейной траектории 5 (фиг. 2) или в виде ломаной поверхности 6 (фиг. 3), учитывая, что длина кривой или ломаной линии всегда .больше длины прямой, соединяющей две точки. Кроме того, наклонные и вертикальные грани (стенки) электрода-инструмента на этих участках имеют большую шероховатость, чем на участках более удаленных от сливного отверстия в заготовке, что повышает гидравлическое сопротивление течению рабочей жидкости по кратчайшим направлениям к сливному отверстию. ЕС ли этого оказывается недостаточно для полного выравнивания гидравли-. ческого сопротивления течению рабо чей жидкости во всех направлениях
при прошивке отверстий, например, типа узких щелей, то на вертикальных
и наклонных гранях (стенках) электрода-инструмента, минимально удаленных от сливного отверстия, выполняют 7 (фиг. 4) , создающие местные сопротивления течению рабочей жидкости. Размеры и количество карманов подбирают в зависимости от
требуемого гидравлического сопротивления.
Установлено, что при прошивке Сквозных отверстий длиной 100 мм и ириной 10 мм электродом-инструментом с наклонной частью высотой 30 мм и более, прокачка рабочей жидкости ерез межэлектродный зазор происхоит равномерно во всех направлениях, что подтверждается отсутствием коротких замыканий и стабильностью прсУЦесса прошивки. При высоте h 20 мм тот же результат достигается, когда наклонные грани электродаинструмента, находяпдаеся на расстоянии 5 мм от его центра, выполнены в виде криволинейных или ломаных (ступенчатых) поверхностей и имеют
шероховатость R , а находящиеся на расстоянии 50 мм - в виде прямолинейных поверхностей, имеющих шероховатость . . При высоте мм происходит стабильный процесс прошивки щелевидного отверстия, когда на наклонных и вертикальных гранях электрода-инструмента, находящихся на расстоянии 5 мм от его центра, выполнены карманы радиусом R 1,5 мм,,
0 глубиной 2 мм по 5 штук с каждой стороны. ПрошивКа щелевидного отверстия с отношением Л/.Ъ 10 с помощью электрода--инструмента, имеющего плоский рабочий торец (h 0), невозможна,
5 так как процесс постоянно нарушается (Короткими замыканиями.
Использование предлагаемого электрода-инструмента обеспечивает по сравнению с известными конструкциями стабильный процесс размерной цроцшв0ки отверстий сложной фррмы электри-- . ческой дугой за счёт обеспечения . равномерных межэлектродного зазора в пределах 0,05-0,2 мм и динамичесг5 кого давления потока раС5очей жидкости порядка 10-1000 кН/м%
lfuf.
А А
Афи.3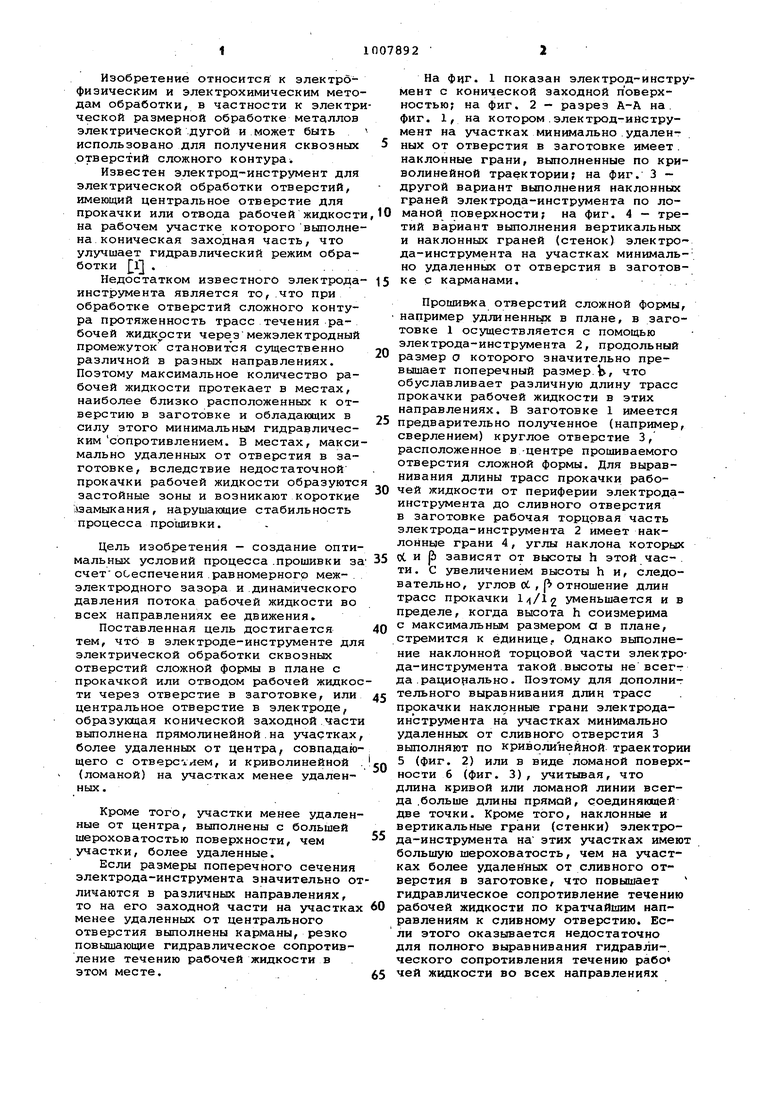
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки электрической дугой | 1980 |
|
SU921740A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2537410C2 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Способ электрофизической обработкии CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU823050A1 |
| Способ прошивки сквозных отверстий электрической дугой | 1980 |
|
SU973266A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| УСТРОЙСТВО ДЛЯ ПРОШИВКИ ГЛУБОКИХ ОТВЕРСТИЙ В МЕТАЛЛИЧЕСКИХ ЗАГОТОВКАХ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2013 |
|
RU2538456C2 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
1. ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ СКВОЗНЬК ОТВЕРСТИЙ сложного контура, на рабочем участке которого выполнена сужающаяся эаходная часть, имеющий центральное отверстие, предназначенное для прокачки рабочей жидкости, отличающийся тем, что, с целью создания оптимальных условий процесса обработки за счет выравнивания длины трасс прокачки рабочей жидкости во всех направлениях, образующая поверхности заходной части выполнена прямолинейной на участках, более удаленных от центра и криволинейной на менее удаленных участках. . Электрод-инструмент по гР. 1, отличающийся тем, что участки поверхности заходной части, менее удаленные от центра, выполнены с большей шероховатостью, чем участки, более удаленные. 3. Электрод-инструмент по п. 1, о тличающий.ся тем, чтр i на участках его заходной частиц менее удаленных от центра, вьшолне(Л ны карманы., vj 00 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙКАЛИБРОВКИ | 0 |
|
SU222101A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
