Известны в различных отраслях Промышленности (машиностроении, авиациоиной технике, приборостроении и т. д.) устройства для электрохимической калибровки внутренних и наружных фигурных поверхностей деталей, осуществляемой по различным схемам обработки электродом, имеющим различные формы рабочей поверхности.
Предлагаемый электрод отличается тем, что рабочая поверхность его в любом сечении по длине, представляющая собой сечение, подобное калибруемому, выполнена наклонной по всему периметру с постоянным углом наклона, лучеобразно расширяющимся при обработке внутренних поверхностей или сужающимся при обработке наружных и определяемым из величины необходимого припуска на обработку.
Такой электрод-инструмент позволяет в щироком диапазоне припуска увеличить производительность в несколько десятков раз, а также повысить точность обработки .и чистоту поверхности.
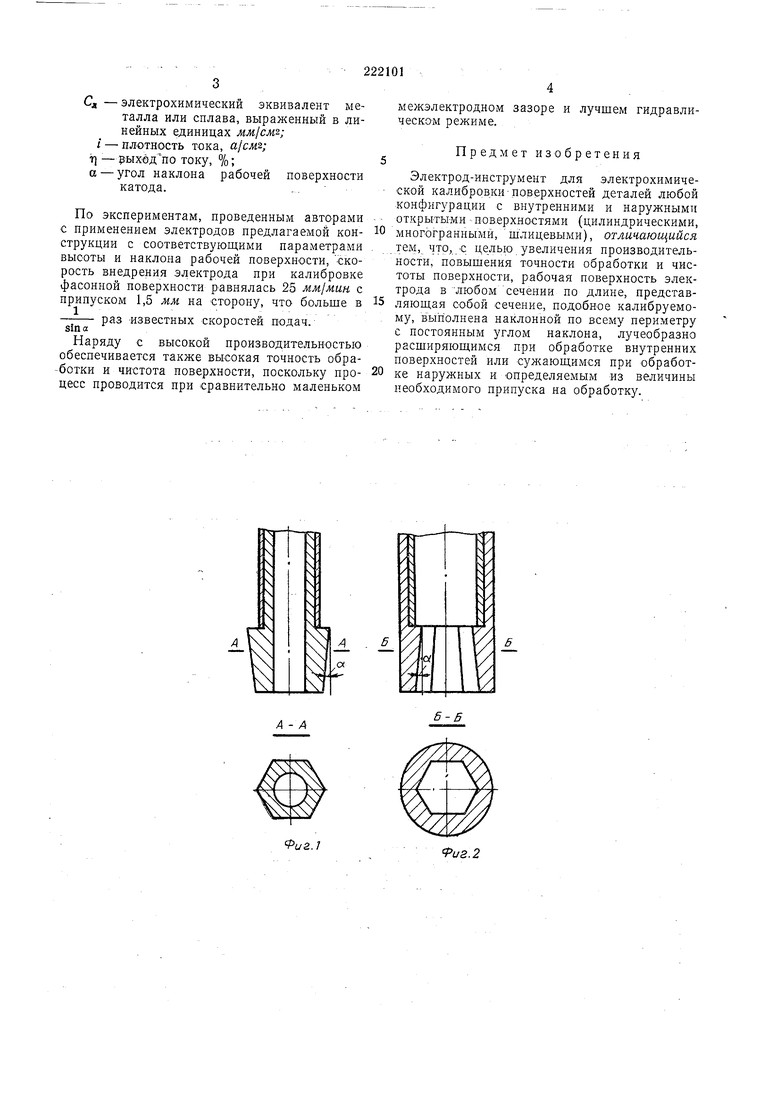
Для калибровки цилиндрических внутренних поверхностей деталей рабочая поверхность электрода изготовляется по фо1рме усеченного конуса, для калибровки наружных цилиндрических поверхностей - по форме обратного усеченного конуса.
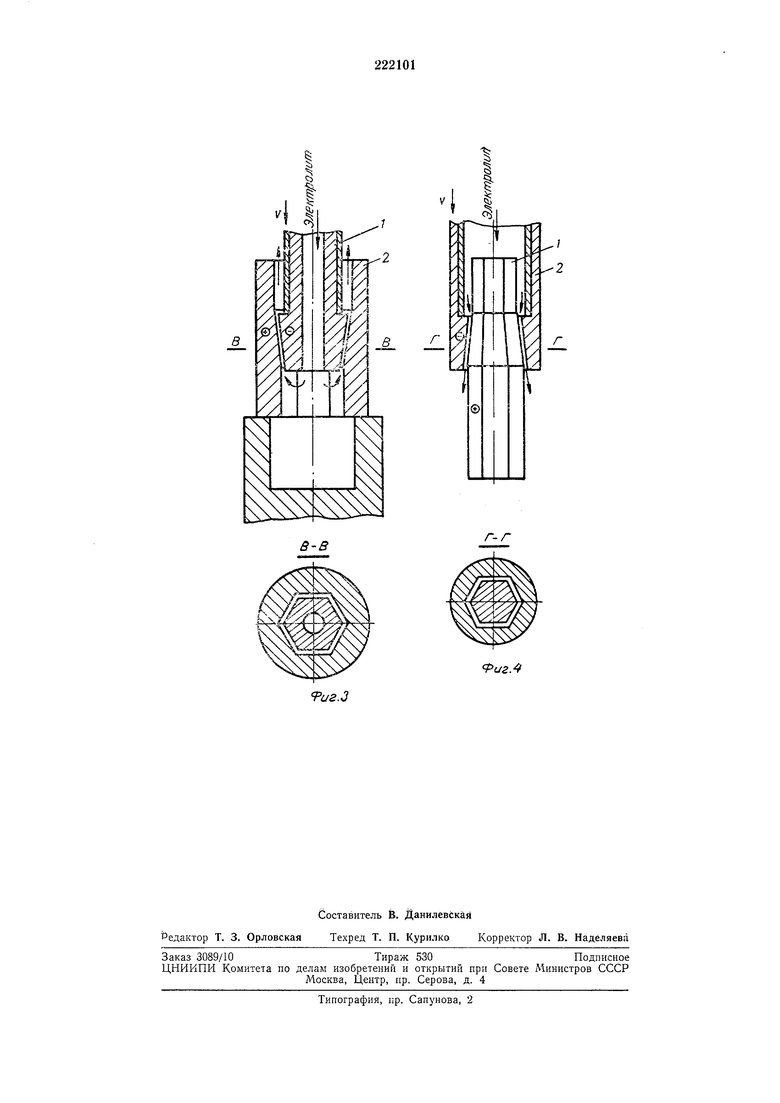
верхности электрода для калибровки внутренней шестигранной поверхности детали; на фиг. 2 - то же, для калибровки наружной шестигранной поверхности; на фиг. 3 и 4 представлены схемы электрохимической калибровки соответственно внутренней и наружной шестигранных поверхностей.
Угол наклона а рабочей поверхности электрода зависит от припуска на обработку, а высота наклонной части (рабочей поверхности электрода) от длины калибруемой поверхности детали и возможности электрохимической установки. Нерабочая поверхность электрода изолируется соответствующими изоляционными материалами.
Процесс калибровки осуществляется в 15- 20%-ных водных растворах нейтральных солей, подаваемых в межэлектродное пространство под давлением. Обработка ведется при напряжении 15-18 в и межэлектродном зазоре 0,05-0,1 мм. При этом электрод 1 движется относительно детали 2 (фиг. 3, 4) с определенной постоянной скоростью, величина которой выражается зависимостью:
Сд - электрохимический эквивалент металла или сплава, выраженный в линейных единицах MM/CMS; i - плоти ость тока, ri-9ыхад по току, %;
а - угол наклона рабочей поверхности катода.-.
По экспериментам, проведенным авторами с применением электродов предлагаемой конструкции с соответствующими параметрами высоты и наклона рабочей поверхности, -скорость внедрения электрода при калибровке фасонной поверхности равнялась 25 мм/мин с припуском 1,5 мм на сторону, что больше в
раз известных скоростей подач.
sin а
Наряду с высокой производительностью обеспечивается также высокая точность обра-ботки и чистота поверхности, поскольку процесс проводится при сравнительно маленьком
межэлектродном зазоре и лучшем гидравлическом режиме.
Предмет изобретения
Электрод-инструмент для электрохимической калибровки-поверхностей деталей любой конфигурации с внутренними и наружными открытыми поверхностями (цилиндрическими, многогранными, шлицевыми), отличающийся тем, что, с целью увеличения производительности, повышения точности обработки и чистоты поверхности, рабочая поверхность электрода в любом сечении по длине, представляюш;ая сооой сечение, подобное калибруемому, выполнена наклонной по всему периметру с постоянным углом наклона, лучеобразно расширяюш,имся при обработке внутренних поверхностей или сужаюш,имся при обработке наружных и определяемым из величины необходимого припуска на обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1977 |
|
SU643272A1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Электрод-инструмент | 1980 |
|
SU904959A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU370002A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ | 1973 |
|
SU387806A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
А - А
Б-Б
в-в
г-г
Риг.
