Изобретение относится к электрофизичесКИм и электрохимическим мето дам обработки и может быть использо вано для фиксации момента окончания электроэрозионной прошивки сквозных отверстий в листовых деталях. Известен способ фиксации момента окончания электроэрозионной прошивки сквозных отверстий, согласно кот рому регистрируют перепад давления среды в зоне обработки l , . Однако известный способ не может быть использован:при .прошивке отвер тий малого диаметра проволочным электродом-инструментом, так как пр этом невозможно нагнетать под давлением рабочую среду в зону обработ ки через отверстие, выполненное в электроде-инструменте. Известно устройство для фиксации момента окончания электроэрозионной прошивки сквозных отверстий, включающее пневматическую систему и механизм переключения l . Недостатком известного устройств является сложность конструкции, обу ловленная наличием блока преобразования сигнала, вырабатываемого датчиком давления. Цель изобретения - расширение технологических возможностей процес са и упрощение конструкции устройства.. Поставленная цель достигается те что согласно способу фиксации момен та окончания электроэрозионной прошивки сквозных отверстий в листовых деталях, установленных на рабочем столе, регистрируют перепад давлени среды в зоне обработки, при этом фиксируют падение избыточного давле ния в полости, выполненной в рабочем столе, и замкнутой поверхностью обрабатываемой детали, и используют, полученный сигнал для прекращения процесса обработки. Устройство для фиксации момента окончания электроэрозионной прошивк стержневым электродом инструментом сквозных отверстий в листовых дета лях, устанавливаемых на рабоуем сто ле, снабженном пневматической сие-, темой с механизмом перемещения, пневмосистема выполнена в виде .цнев моцилиндра со штоком, на котором закреплен механизм переключения, причем пневмоцилиндр соединен с отверстием введенной в устройство вставки, размещенной в цилиндрической полости, выполненной в рабочем столе, при этом ось отверстия во вставке совпадает с осью электродаинструмента. Причем вставка выпол иена подпружиненной к плоскости обрабатываемого листа . На чертеже представлена схема устройства. Устройство состоит из пневмоцилиндра 1, регулятора 2 давления с монометром 3, электроконтактного переключателя 4, вставки 5. Одна из полостей пневмоцилиндра 1 соединена через регулятор 2 давления с пневмосетью, а другая - с отверстием во вставке 5, которая ус танавливается в рабочем столе б со осно с электродом-инструментом 7 и. поджимается своим торцом к плоскости обрабатываемого листа 8 пружиной 9. Вставка 5 имеет отверстие, размер которого больше диаметра электрода-инструмента 7. Шток 10 поршня 1 Г пневмоцилиндра 1 имеет упор 12, взаимодействующий при перемещении штока 10 с электроконтактным переключателем 4 через пластинчатую пружину 13. В полости пневмоцилиндра 1 установлена пружина 14, служащая для возврата поршня 11 в исходное положение. Устройство работает следунадим образом. Обрабатываемый лист 8 устанавливается и закрепляется на рабочем столе б, при этом вставка 5 прижимается к плоскости листа 8 и запирает полость пневмоцилиндра 1. Вклю-.. чается пневмосеть, регулятором давления 2 п.о манометру 3 устанавливается необходимое давление в полости пневмоцилиндра 1, при этом шток 10 поршня 11 находится в исходном положении. Электроэрозионный станок для прошивки отверстий включается в работу по автоматическому циклу. В момент прошивки сквозного отверстия в обрабатываемом листе 8 полость пневмоцилиндра 1, соединенная с отверстием во вставке 5, сообщается с атмосферой, и поршень 11 пневмоцилиндра 1 начинает перемещаться под действиеМ давления воздуха, подаваемого из пневмосети, вытесняя воздух из противоположной полости пневмоцилиндра 1 через образовавшееся отверстие вобрабатываемом листе. 8. При перемещении поршня 11 упор 12,уставновленный на штоке 10, нажимает электроконтактный переключатель 4 через пластинчатую пружину 13,который дает команду на прекращение цикла обработки. Отключается станок, отключается пневмосеть и полость пневмоцилиндра, куда подавалось давление от пневмосети, соединяется с атмосферой, пружина 14 возвращает поршень 11 в исходное положение. Таким образом, предлагаемое изобретение позволяет расширить техноло гические возможности способа фиксации момента окончания электроэроэионной прошивки сквозных отверстий . 1007893 и упростить конструкцию устройства, используемого для реализации способа.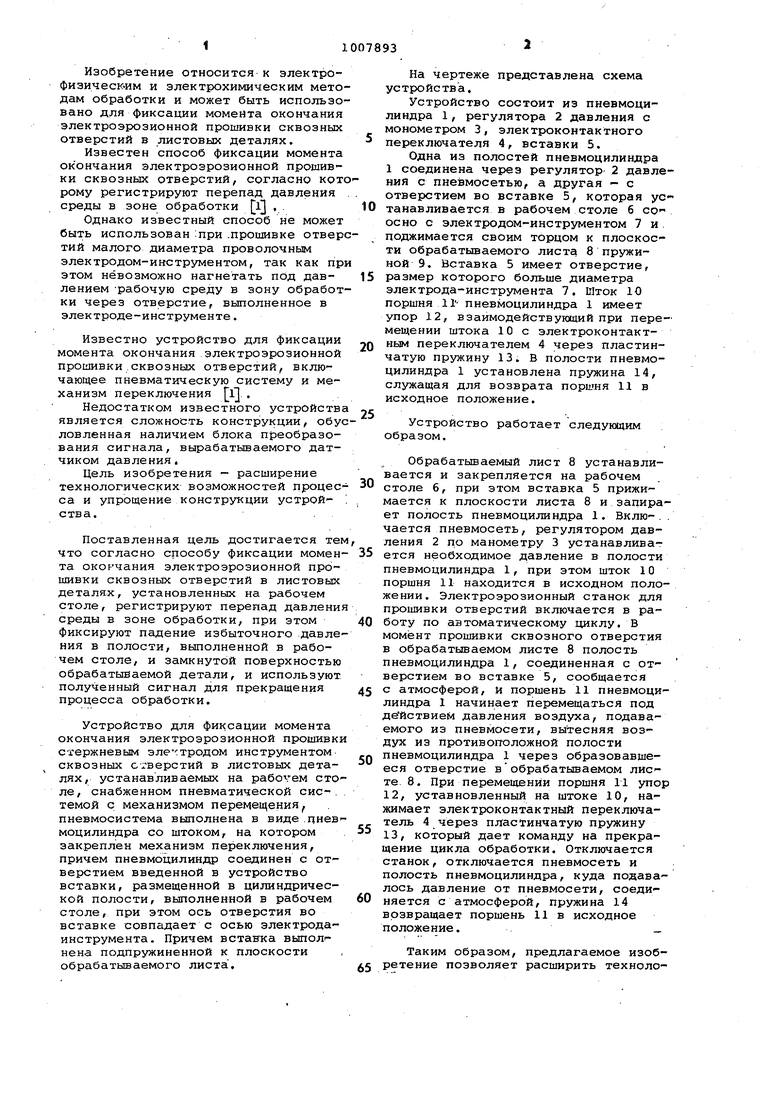
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых деталях | 1986 |
|
SU1419838A1 |
| Станок для электроэрозионной прошивки отверстий в листовых материалах | 1979 |
|
SU854659A1 |
| Электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых деталях | 1982 |
|
SU1021548A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЯ ЭЛЕКТРОД-ИНСТРУМЕНТОМ | 2022 |
|
RU2802609C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2019 |
|
RU2730321C1 |
| Устройство для электрофизической обработки сквозных отверстий | 1982 |
|
SU1096064A1 |
| Устройство для электроэрозионной прошивки отверстий | 1986 |
|
SU1664484A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Способ прошивки глубокого отверстия и устройство для его прошивки | 2019 |
|
RU2704350C1 |
1 . Способ фиксации момента ; окончания электроэрозионной прошивки сквозных отверстий в листовых дета- лях, установленных на раОочем столе, согласно, которому регистрируют перепад давления среды в зоне обработки о тличающи йс я тем, что, с целью расширения технологических .возможностей, создают избыточное давление в полости,.выполненной в рабочем столе, и згшкнутой поверхностью обрабатываемой детали, фиксируют падение этого давления и используют полученный сигнал для прекращения процесса обработки. 2.Устройство для фиксации момента окончания электроэрозионной прошивки сквозных отверстий стержневыч злектродом-инструментсш в листовых ,. устанавливаемых на рабочем столе, снабженное пневматической системой с механизмом переключения, отличающееся тем, что, с целью упрощения конструкции, пнев.мосистема выполнена в виде пневмоцилиндра со штоком,, на котором закреплен механизм переключения, причем пневмоцилиндр соединен с отверстием введенной в устройство вставки, раз(Л мещенной в цилиндрической полости, выполненной в рабочем столе, при этом ось отверстия во вставке совпадает с осью электрода-инструмента. 3.Устройство по п, 2, о т Л и чающееся тем, что вставка выполнена подпружиненной к плоскости обрабатываемого листа. т./ Ю 1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ЗАЩИТЫ от КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ СКВОЗНЫХОТВЕРСТИЙ | 0 |
|
SU348318A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| / | |||
