1
Изобретение относится к станкостроению и может быть использовано цля эле- ктроэрозионной прошивки сквозных отверстий в листовых материалах.
Известен станок цля электроэрозион- ной обработки, в котором обработка отверстий осуществляется групповым элек- троцом за несколько перехопов при перемещении траверсы станка несущей электрооную головку на новую позицию l.
Оанако при обработке листов, сваренных из нескольких частей или листов, имеющих деформированные участки, лист, установленный на плоскости стола, может иметь и поперечные цеформированные участки (выпуклости), что вызывает неодновременную прошивку участка листа отдельными электродами группового Электрода-инструмента и, соответственно, увеличивает время обработки на каждой позиции, так как обшая глубина прошивки складывается из толщины листа и величины его локальной деформации. Кроме того, в этом случае износ электродов
не равномерный, что вызывает более частые дополнительнь)е операции по их вы-: равниванию.
Цель изобретения повышенне качества обработки за счет устранения коробления листа и обеспечение равномерного износа электродов-инструментов.
Указанная цель достигается тем, что растягивакшне лист устройства размещены по углам обрабатываемого листа и
to растягивающие силы направлены по диагоналям листа, обеспечивая тем самым устранение продольных и поперечных деформаций листа одновременно. Кроме того, в станок введены прижимные устройISства, которые установлены на траверсе и ориентирована вдоль двух наибольших сторон группового электрода-инструмента.
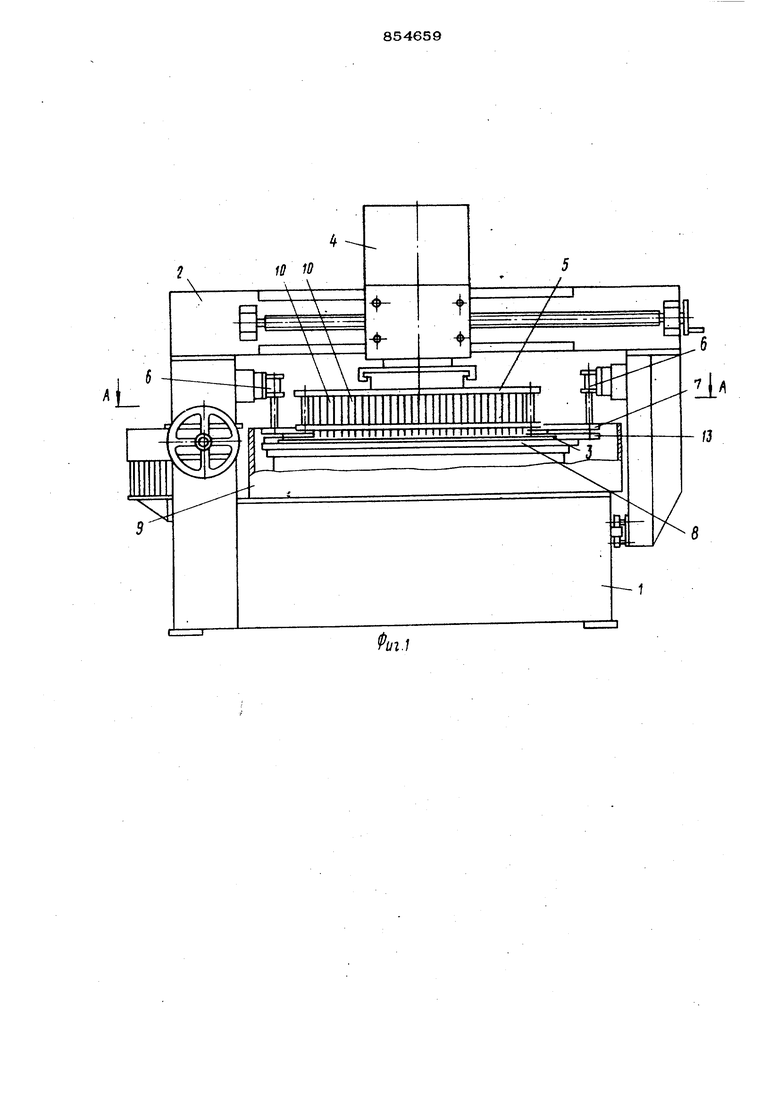
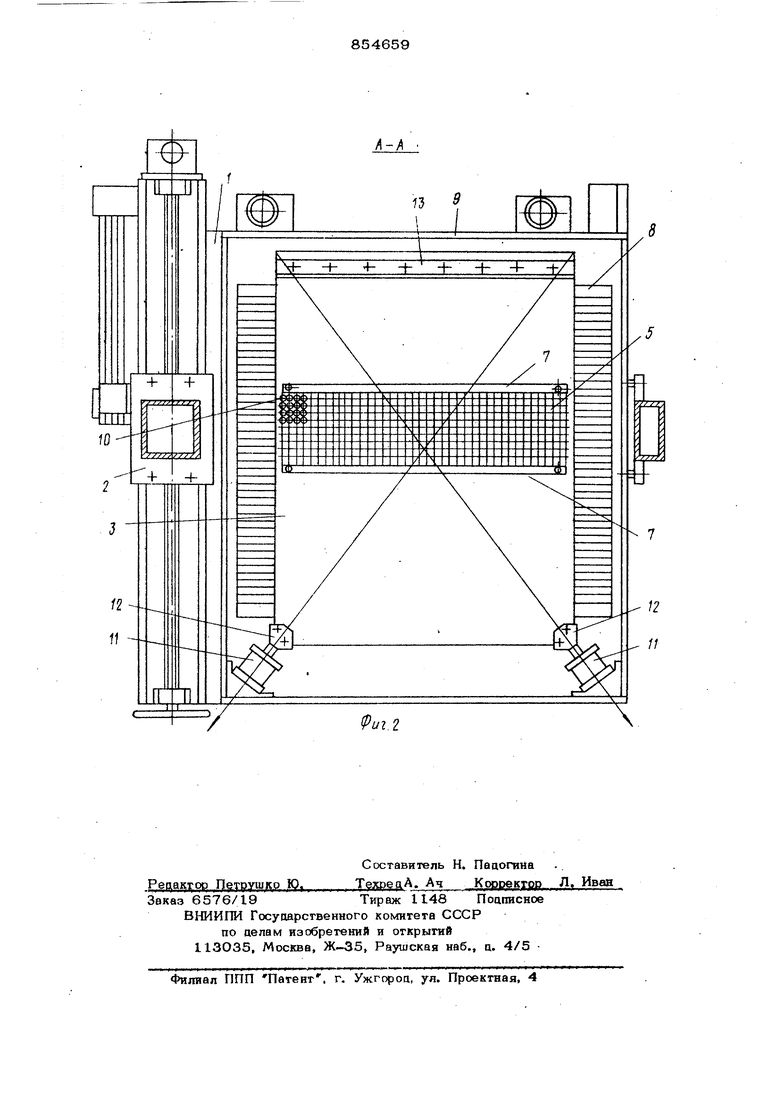
На фиг, 1 схематически изображен
20 станок, общий вид, на фиг. 2 - сечение А-А на фиг. 1.
На направляпощих станины I установ|Лена на роликовых каретках траверса 2,
перемешаюша$1Ся вдоль обрабагьгааемого листа Э. На траверсе 2 установлена электрооная головка 4, сфеоваэначенная для перемещеняя группового электроца-инструмента 5 в в гикальном направлении, На боковых стойках траверсы 2 установлены гиороцйлиндры 6, связанные попарнопластинами 7, осуществляющими прижим участка обрабатьюаемого листа 3 к плоскости рабочего стола 8, размещенного в заполняемой рабочей жиокостью ванне 9 и имеющего пазы для выхода электроде Ю. В ванне 9 по ее углам установлены гидроцилиноры 11, посредством зажимных устройств 12, закрепленных на штоках гидр они лин дров II, захватывающие обрабатьюаемый лист 3 по двум углам и осуществляющие его растяжение в направлении по его диагоналям, при закреплении противоположной стороны листа 3 зажимной планкой 13 к плоскости рабочего стола 8.
Станок работает следующим образом.
Обрабатываемый лист 3 устанавливается на рабочем столе 8 и закрепляется по одной из сторон планкой 13 к плоскости рабочего стола 8. Противоположная сторона листа 3 по углам зажимается в устройствах 12 и растяпшается гицроцилинсфом 11 в направлении по диа гоналям листа 3. Траверса 2 устанавливается на первой позиции обработки. Гидропилиндры 6 посредством пластины 7 осуществляют прижим участка обрабатываемого листа 3 к плоскости рабочего стола 8. Ванна 9 заполняется рабочей жидкостью. Электродная головка 4 с груповым электродом-инструментом 5 подводится к обрабатываемому листу 3. Включаются рабочая пойача электродной головки 4 и источник питания, и пет обработка первой позиции. После окончания обработки электродаая головка 4 поднимается в исходное положение,траверса 2 перемещается на следущую позицию, повторяется предыдущая операция.
Формула изобретения
Станок для электроэрозионной прошивки отверстий в листовых материалах групповым электродом-инструментом, устансжленным на траверсе, связанной с приводом перемещения вдоль обрабатьюае- мого листа, закрепляемого на рабочем столе, на котором размешены растягивающие устройства, отличающийс я тем, что, с целью повышения качества обработки за счет устранения коробления листа, растягивающие устройства располагают по углам листа, обеспечивая направление растягивающих усилий по его диагоналям, кроме того, в станок введены прижимные устройства, которые установлены на траверсе и ориентированы вдоль овух наибольших сторон группового электрода-инструмента.
Источники информации, принятые во внимание при экспертизе
I. Акцептованная заявка Великобритании N 1289196, кл. В 23 Р 1/ОО, 1972; I 1 га1тгтши111 in 11 III I nil пи II. / , , I
/1-/ .
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых деталях | 1986 |
|
SU1419838A1 |
| Электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых деталях | 1982 |
|
SU1021548A1 |
| Способ фиксации момента окончания электроэрозионной прошивки сквозных отверстий и устройство для фиксации момента окончания электроэрозионной прошивки сквозных отверстий | 1981 |
|
SU1007893A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| МНОГООПЕРАЦИОННЫЙ МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2005 |
|
RU2290283C1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Электроэрозионный карусельный станок | 1989 |
|
SU1673330A1 |
| Роботизированное устройство для прошивки и обработки отверстий в изделии | 2023 |
|
RU2824368C1 |