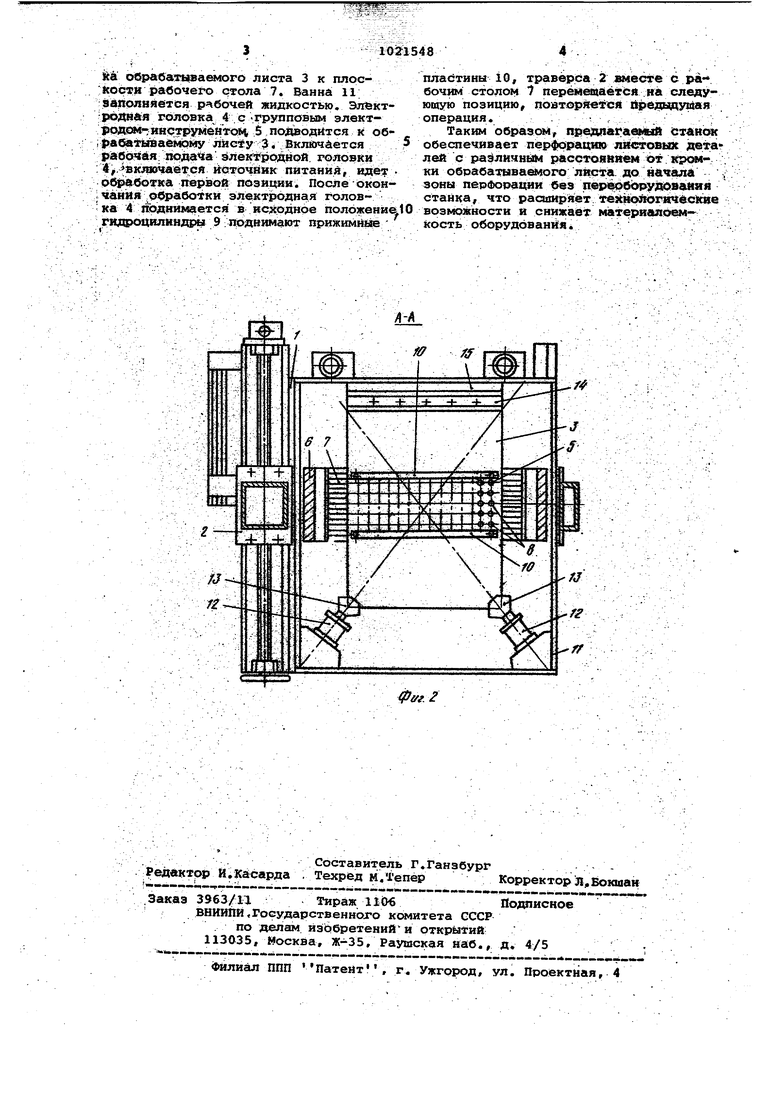
Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для электрозрозионной прошивки сквозных отверстий с малют шагсял перфорации в крупногабаритных тонколистовых деталях. Известен электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых. 7.вталя.х групповым электродом-инструментом, установленным на траверсе, связанной с приводом пере1 ещения, в котором об рабатываемый лист .закреплен посред:ством растягивающего устройства,установленного на рабочем столе, имеющем пазы для выхода электродов, при этом станок ;набжен механизмом прижи ма обрабатываемого участка листа к плоскости стола. Однако при прсяйивке отверстий,рас положенных в шахматном порядке с малым шагом перфорации, выполнение разов в столе станка для выхода электрода-инструмента представляет значительные трудности,, Есзлй же после об работки одного ряда отверстий п.ереме щать лист на шаг перфорации и осуиес влять обработку следугащего ряда отве стий,то это влечет за собой линейнуй и угловую погрешность базирования,су марная величина которой при. обработке листа будет значительной, что снижает точность перфорирования и может привести к браку. Установка на столе технологических плит с раэличным расположением пазов также требует перебазир1ования листа и перестановки плит, ЧТР Приводит к снижению точности перфорирования, увеличивает трудремкйсть рбработки и материалоемкость оборудования, Кроме того, при прошивке отверстий в листах, им кадих различные по размерам участки от края листа до начала зоны перфорации при их одина.ковых габаритах и шате перфорации/ необходима замена стола или плит на станке с другим расположение пазов для выхода электродов, что тре бует дополнительного переоборудования станка и наличия саленных ияит на всю номенклатуру подобного типа лис. тов. . . , /.;/., ; .. Цель изобретения - снижение материалоемкости и расширение хехнологических возможностей станка, а именно, обеспечение возможности прошивки отверстий с малым шагсй перфорации В крупногабаритных тонколистовых деталях без перебазирования обрабатыва емого листа. Поставленная цель достигается тем что в электроэрозионном станке для прошивки отверстий в крупногабаритных тонколистовых деталях групповым элек родсда-инструментом, устанрвленным на траверсе, связанной с приводом перемещения,обрабатываеколй лист закреплен посредством растягивающего устройства установленного на рабочем столе, имеюшем пазы для выхода электродов, при этом станок снабжен механизмом прижима обрабатываемого участка листа ;к плоскости стола, а траверса жестко связана с рабочим столом, который .выполнен с возможностью перемещения относительно обрабатываемого листа. На фиг. 1 изображен предлагаемый станок, вид спереди; на фиг. 2 раэрез А-А на фиг. 1. На направляющих станины 1 установлена на роликовых каретках траверЪа 2, имеющая перемещение вдоль обрабаTbteaeMoro листа 3. На траверсе 2 установлена электродная головка 2, предназначенная для перемещения груп-; нового электрода-инструмента 5 в вертикальном направлений.На боковых , стойках траверсы 2 закреплены крон.штевйны 6, на которых установлен рабо1чий стол 7, имеюошй пазы для выхода (Электродов 8. На боковых стенках траверсы 2 ус)тановлены также гидроцилиидры 9, связанные попарно пластинами Ю,осуществляющими п{;дажим участка обрабатываемого листа .3 к плоскости рабочего стола 7, размеры которого равны максимальным размерам участка листа 3 обрабатываемого rpj uiOBbw электродстлинструментом 5 с учетом размеров прижимных пластин 10. В заполняемой рабочей жидкостью ванне 11 во ее углам yстановлеНы гй дроцилиндфы 12, посредгством зажИмнах устройств 13, закрепяенньэх на штоках гидроцилиндров 12, /захватывЁШжане обрабатываемый лист 3 по двггм углам и осу1вествдякиаие его рАстяжшяе а нлпрлвпея я по его диагонали, при ёак плении противоположной стороны листа 3 зажимйой планкой 14 к плоскосзти стойки 15, установленной в BdHHef 11. Плоскость етола 7 выполнена с зазором по относкению к плоскости стойки 15 и нижней плоскости растянутого яиота 3,величина которрго не превШ1ает величину допустимых упругих дефО{Я 1аций листа $ при его прйЖ:Ше 10 к плоскости стола- 7, . „. . ...-, работает следуккцим образсяч. Обрабатываемый лист 3 у станавливается и ванне 11 одной стороной на плоскости стойки 15 и зажимается планкой 14. Противоположная сторона листа 3 по углё1М зажимаетсяв устройствах 13 и лист 3 растягивается гидроцилиндрами 12 в направлениях по его диагоналям. Траверса 2 вместе с рабочим стрлом 7 устанавливается на первой позиции Обработки, в зависимости от размера от крсмки листа до начала перфорации. Гидроцияинд{ а 9 посредством пластин 10 осуществляют прижим участ {& обрабатцва «эго листа 3 к плос: костя рабочегю стола 7. Ван на 11 : заполняется рабочей жидкостью. ЭлйктрбДйдя головка 4 с -групповым элект-
родем инртрумейтонй подводится к об;| ае Т шаекк му Э. Вклйчйется
рабЬ7{ая: подала элек1 ррдаой. головки :4 Двключаётсй itOTO4EtKK питания, иде;
реН вботк первой позиции. После-окон;чанйя Обработки электродная головка 4 1юднй К1ется в исходное положение
гидроцилнмдры 9 -поднимают прижим1ше
плайтины i О, траверса 2 вместе с рабочим столом 1 перёметг ётЬй .ка следующую позицию, повторяется п| ед №ЩУшая операция.. , ,
Таким образом, npeanarai Adt стаиок обеспечивает пёр {Ю1рацию листовых деталей с различным расстоянием от хромки обрабатываемого лирта до начала зоны перфооацни без перерборуАовайия станка, что раолиряет те 1нэлогич1&с1сие возможности и сниж1аёт материгшоемкость оборудованияi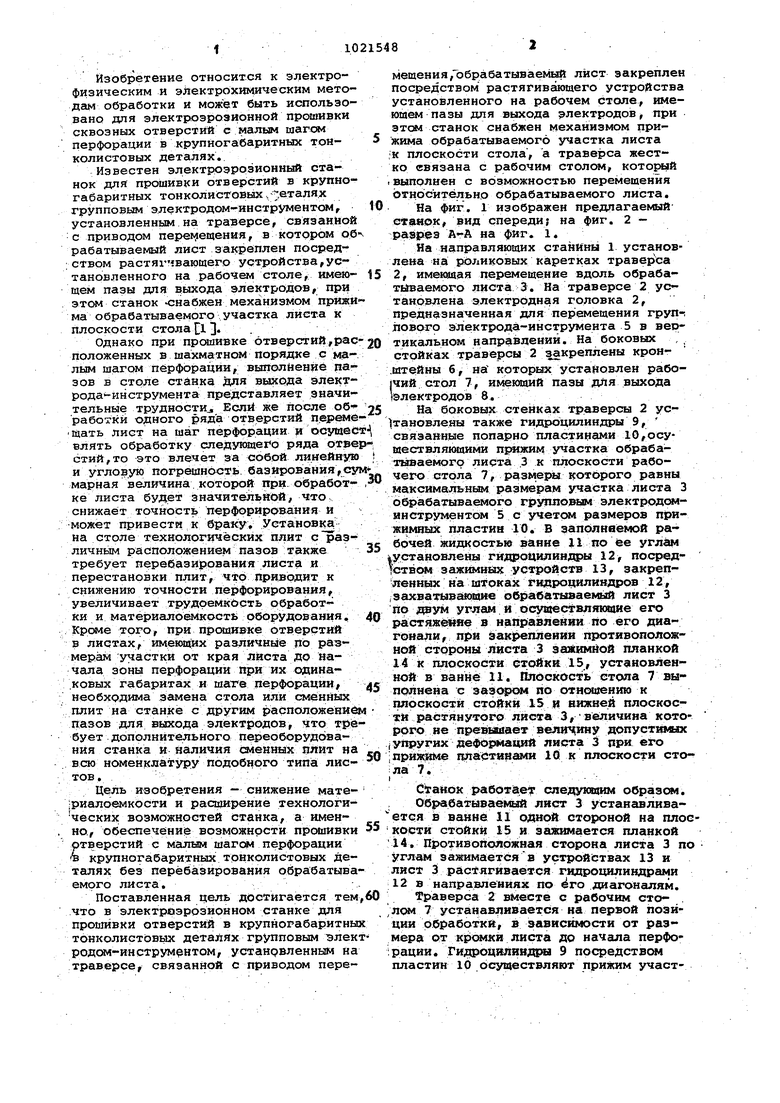
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых деталях | 1986 |
|
SU1419838A1 |
| Станок для электроэрозионной прошивки отверстий в листовых материалах | 1979 |
|
SU854659A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Способ фиксации момента окончания электроэрозионной прошивки сквозных отверстий и устройство для фиксации момента окончания электроэрозионной прошивки сквозных отверстий | 1981 |
|
SU1007893A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| МНОГООПЕРАЦИОННЫЙ МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2005 |
|
RU2290283C1 |
| Станок для обработки неметаллических материалов алмазным инструментом | 1981 |
|
SU973377A1 |
| Электроэрозионный карусельный станок | 1989 |
|
SU1673330A1 |
ЭЛЕКТРОЭРОЗИОНШЙ СТАНОК ДЛЯ ПРОШИВКИ ОТВЕРСТИЙ В КРУПНОГАБАРИТНЫХ :ТОНКОЛИСТОВЫХ ДЕТАЛЯХ групповым электродом-инструментом установленирьш на траверсе, связанной с приводе перемещения в котором обра тываем дй лист закреплен посредством растя- ; гивающего устройства,, установленного на рабочем столе, имеющем пазы для выхода электродов, при этом-станок снабжен механизмом прижима обрабатываемого участка листа к плоскости стола, отличающийся тем, что, с. целью снижения материгшоемкостй и расширения технологических возможностей станка, траверса жёстко связана с рабочим столом, который выполнен с воз-, можностью перемещения относительно обрабатываемого листа. . (Л Ю 01 4 00
/
fff. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для электроэрозионной прошивки отверстий в листовых материалах | 1979 |
|
SU854659A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
