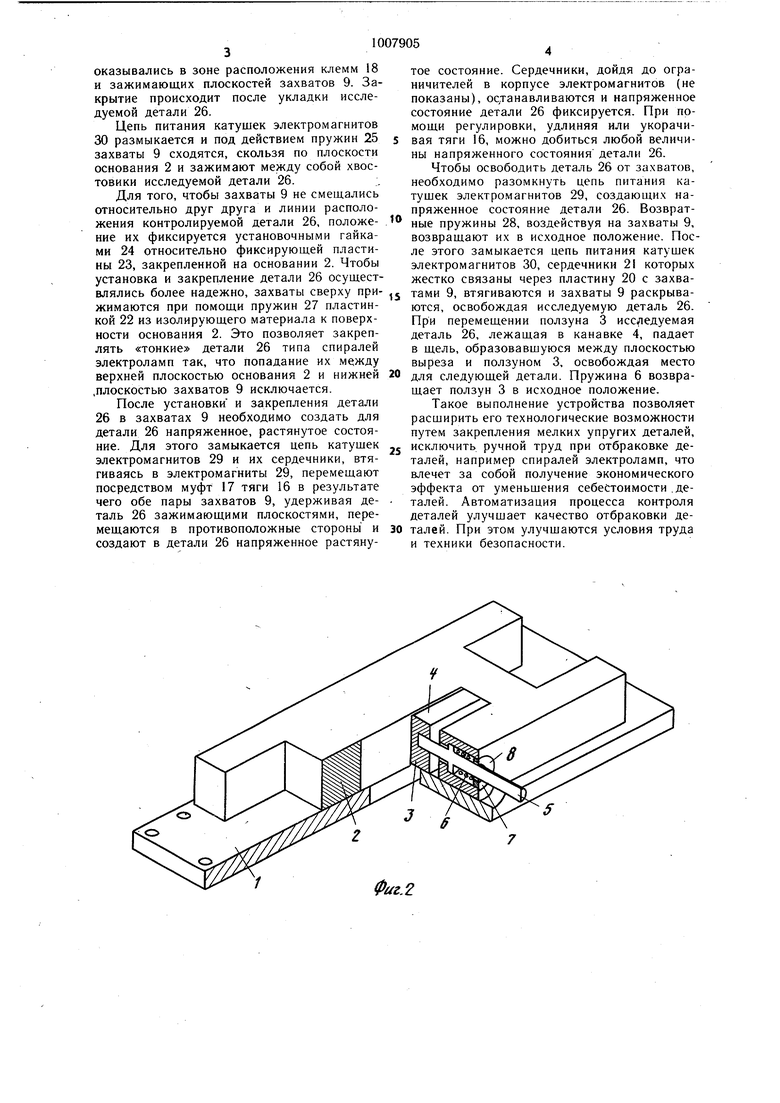
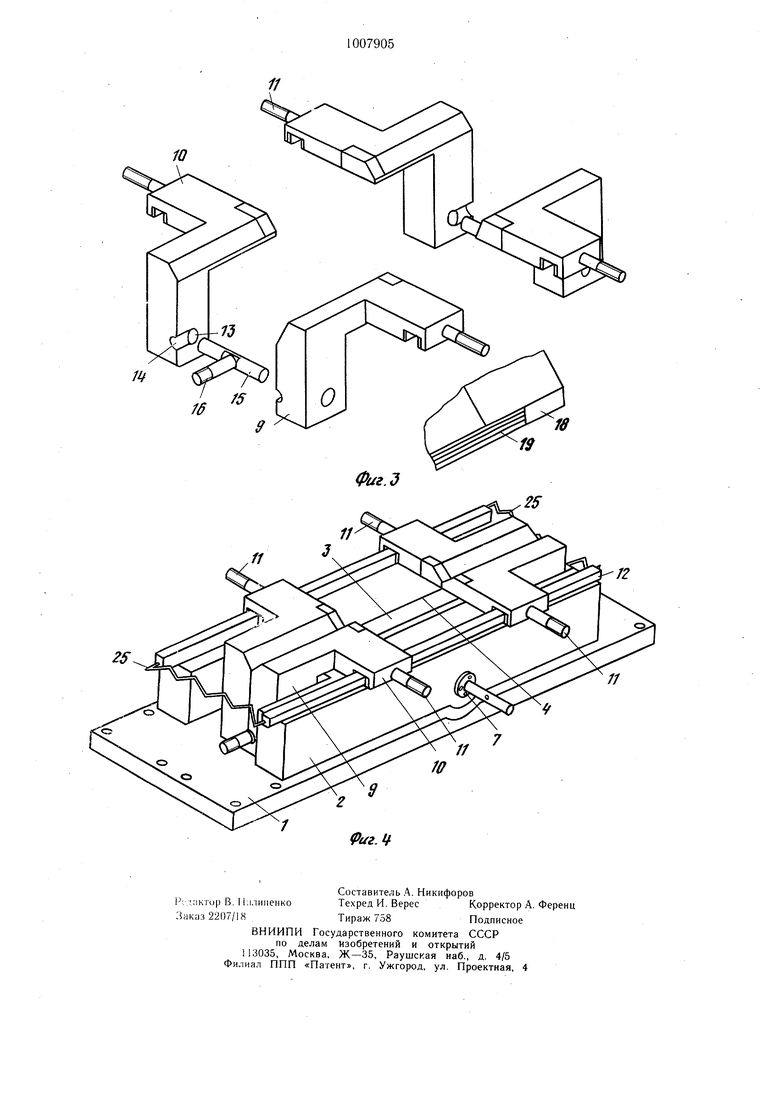
Изобретение относится к мащиностроению, а именно к устройствам для закрепления мелких упругих деталей, например спиралей электроламп. Известно устройство для закрепления деталей, содержащее корпус с основанием, на котором с возможностью продольного перемещения установлены захваты, снабженные подвижными в поперечном направлении рабочими элементами с клеммами для подвода к ним напряжения 1. Недостатком известного устройства является невозможность закрепления в нем мелких упругих деталей. Цель изобретения - расширение технологических возможностей путем закрепления мелких упругих деталей. Указанная цель достигается тем, что устройство, содержащее корпус с основанием, на котором с возможностью продольного перемещения установлены захваты, снабженные подвижными в поперечном направлении рабочими элементами с клеммами для подвода к ним напряжения, снабжено подпружиненным ползуном со щтоком и прямоугольными направляющими, при этом по краям основания выполнены П-образные пазы, а в середине - прямоугольный паз, в котором размещен ползун со щтоком, и рабочие элементы захватов выполнены в виде размещенных в П-образных пазах оснований Г-образных полупризм с продольными пазами, в которых размещены подпружиненные относительно основания в вертикальном и поперечных направлениях прямоугольные направляющие. Такое выполнение устройства расщиряет его технологические возможности, позволяет автоматизировать процесс контроля мелких упругих деталей, например спиралей электроламп, улучщить условия труда и техники безопасности. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - корпус с основанием и ползун со щтоком; на фиг. 3 - Г-образные полупризмы; на фиг. 4 - устройство без приводов, общий вид. Устройство содержит корпус 1 и основание 2 с П-образными вырезами на краях и прямоугольным пазом в середине. В прямоугольном пазе основания 2 установлен ползун 3. Направляющими ползуна 3 являются боковые поверхности прямоугольного паза корпуса 1. На стыке плоскостей ползуна 3 и плоскости паза по линии укладки детали имеется канавка 4. В отверстие ползуна 3 ввернут щток 5 с пружиной 6, которая находится в сжатом состоянии и упирается одним концом в выетуп на штоке 5, а другим - в крыщку 7, закрепленную на боковой поверхности основания 2 винтами 8. На верхней плоскости и в П-образных пазах основания 2 установлены захваты 9. Каждый из захватов 9 состоит из двух рабочих элементов - Г-образных полупризм, которые имеют приливы 10 и хвостовики 11 с резьбой. Со стороны плоскости, соприкасающейся с верхней поверхностью основания 2 в приливах 10 захватов 9 выполнены продольные пазы, боковые поверхности которых покрыты изоляционным материалом. В пазы приливов 10 входят две направляющие 12 прямоугольного сечения. В нижней части захватов 9 имеются два отверстия 13 и проточки 14 цилиндрической формы. В отверстия 13 вставляются сухари 15, соединенные с тягами 16, которые соединены муфтами 17. Зажимные плоскости захватов 9 в местах соприкосновения с дефектируемой деталью имеют клеммы 18 из нержавеющей стали толщиной 0,08 мм, изолированные от основной массы захватов 6. К клеммам 18 припаяны провода 19, уложенные в паз, проходящий вдоль поверхности захвата 9 по одной из сторон. Противоположная сторона захвата 9 клемм 18 и проводов 19 не имеет, К хвостовикам 11 приливов 10 жестко крепятся прямоугольные пластины 20, соединенные с сердечником 21. Подпружиненные пластинки 22, размещенные на верхних плоскостях приливов 10 захватов 9, исключают их вертикальное перемещение. Со стороны пластин 20 на боковых поверхностях основания 2 крепятся пластины 23, имеющие прямоугольные, вырезы, которые служат фиксаторами рабочего положения захватов 9 при их перемещении. Фиксация в рабочем положении захватов 9 осуществляется гайкой 24. Прямоугольные направляющие 12 подпружинены пружинами 25. Канавка 4 предназначена для фиксации детали 26. Пластины 22 прижимаются- в вертикальном направлении к детали 26 с помощью пружин 27. Полупризмы 9 подпружинены пружинами 28, установленными на муфтах 17, соединенных с электромагнитами 29. Пластины 20 соединены с электромагнитами 30 сердечниками 21. Устройство работает следующим образом. В исходном положении захваты 9 находятся в закрытом состоянии. Чтобы закрепить деталь 26 необходимо предварительно раскрыть захваты 9. Раскрытие захватов 9 обеспечивается замыканием цепи катущки электромагнитов 30. При этом в электро.магнит 30 втягивается сердечник 21, который соединен с пластиной 20, а пластина 20 перемещает в направлении, перпендикулярном оси -закрепляемой детали 26, жестко связанные с ней захваты 9. Перемещаясь, захваты 9 увлекают за собой направляющие 12 и растягивают пружины 25. После раскрытия захватов 9 на плоскость основания 2 укладывается исследуемая деталь 26 так, чтобы ее хвостовики оказывались в зоне расположения клемм 18 и зажимающих плоскостей захватов 9. Закрытие происходит после укладки исследуемой детали 26. Цепь питания катушек электромагнитов 30 размыкается и под действием пружин 25 захваты 9 сходятся, скользя по плоскости основания 2 и зажимают между собой хвостовики исследуемой детали 26. Для того, чтобы захваты 9 не смещались относительно друг друга и линии расположения контролируемой детали 26, положе-О ние их фиксируется установочными гайками 24 относительно фиксирующей пластины 23, закрепленной на основании 2. Чтобы установка и закрепление детали 26 осуществлялись более надежно, захваты сверху при-,5 жимаются при помощи пружин 27 пластинкой 22 из изолирующего материала к поверхности основания 2. Это позволяет закреплять «тонкие детали 26 типа спиралей электроламп так, что попадание их между верхней плоскостью основания 2 и нижней20 .плоскостью захватов 9 исключается. После установки и закрепления детали 26 в захватах 9 необходимо создать для детали 26 напряженное, растянутое состояние. Для этого замыкается цепь катушек электромагнитов 29 и их сердечники, втягиваясь в электромагниты 29, перемещают посредством муфт 17 тяги 16 в результате чего обе пары захватов 9, удерживая де-. таль 26 зажимающими плоскостями, перемещаются в противоположные стороны изо создают в детали 26 напряженное растянутое состояние. Сердечники, дойдя до ограничителей в корпусе электромагнитов (не показаны), останавливаются и напряженное состояние детали 26 фиксируется. При помощи регулировки, удлиняя или укорачивая тяги 16, можно добиться любой величины напряженного состояния детали 26. Чтобы освободить деталь 26 от захватов, необходимо разомкнуть цепь питания катушек электромагнитов 29, создающих напряженное состояние детали 26. Возвратнь1е пружины 28, воздействуя на захваты 9, возвращают их в исходное положение. Пос ле этого замыкается цепь питания катушек электромагнитов 30, сердечники 21 которых жестко связаны через пластину 20 с захватами 9, втягиваются и захваты 9 раскрываются, освобождая исследуемую деталь 26. при перемещении ползуна 3 исследуемая деталь 26, лежащая в канавке 4, падает в щель, образовавшуюся между плоскостью выреза и ползуном 3, освобождая место для следующей детали. Пружина 6 возвращает ползун 3 в исходное положение. Такое выполнение устройства позволяет расширить его технологические возможности путем закрепления мелких упругих деталей, исключить ручной труд при отбраковке деталей, например спиралей электроламп, что влечет за собой получение экономического эффекта от уменьщения себестоимости .деталей. Автоматизация процесса контроля деталей улучшает качество отбраковки деталей. При этом улучшаются условия труда и техники безопасности.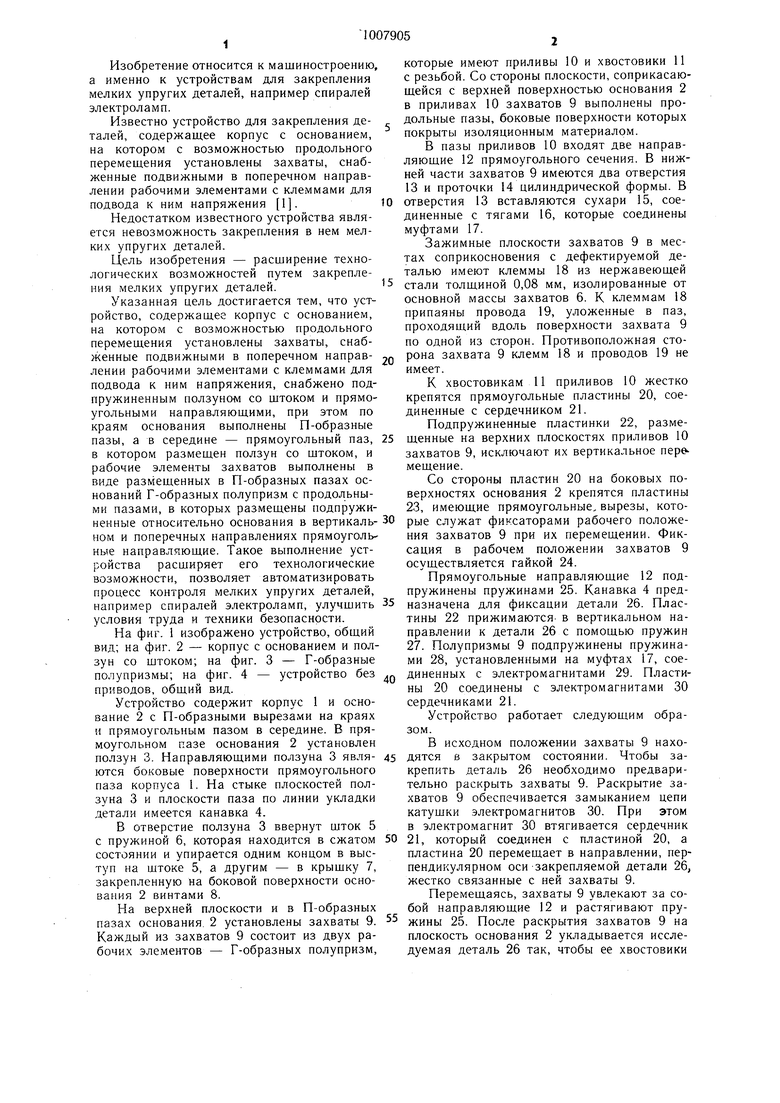
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подрезки соединительных концов бурильных труб | 1975 |
|
SU733865A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Прибор для измерения механических и гидравлических величин | 1932 |
|
SU44707A1 |
| Станок для заплетки канатов | 1976 |
|
SU614144A1 |
| Устройство для закрепления цилиндрических деталей | 1986 |
|
SU1355440A1 |
| Грузозахватное устройство | 1980 |
|
SU874566A1 |
| Индуктор асинхронного электродвигателя | 1982 |
|
SU1083304A1 |
| Устройство для подачи заготовок | 1976 |
|
SU573306A1 |
| Схват манипулятора | 1980 |
|
SU965765A1 |
| Устройство для перемещения деталей от пресса | 1986 |
|
SU1388161A1 |
УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ, содержащее корпус с основанием, на котором с возможностью продольного перемещения установлены захваты, снабженные подвижными в поперечном наW правлении рабочими элементами с клеммами для подвода к ним напряжения, отличающееся тем, что, с целью расширения технологических возможностей путем закрепления мелких упругих деталей, устройство снабжено подпружиненным ползуном со штоком и прямоугольными направляющими, при этом по краям основания выполнены П-образные пазы, а в середине - прямоугольный паз, в котором размещен ползун со щтоком, и рабочие элементы захватов выполнены в виде размещенных в П-образных пазах основания Г-образных полупризм с продольными пазами, в которых размещены подпружиненные относительно основания в вертикальном и поперечных направлениях прямоугольные направляющие. (Л со о ел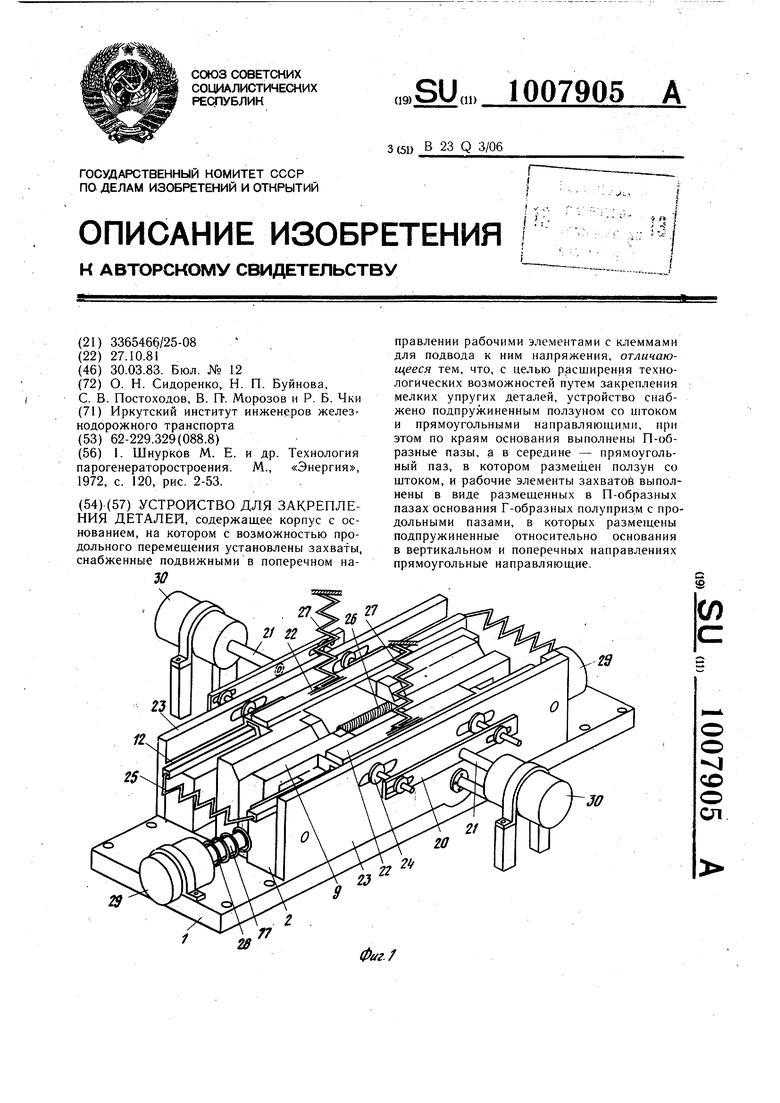
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шнурков М | |||
| Е | |||
| и др | |||
| Технология парогенераторостроения | |||
| М., «Энергия, 1972, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
