(54) УСТЮЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК
3
)1ем в свою очередь полпружиненным Г-образным рычагом, несущим на одном котще зажимное приспособление, а другим КО1ШОМ взаимодействующим с приводом механизма подачи.
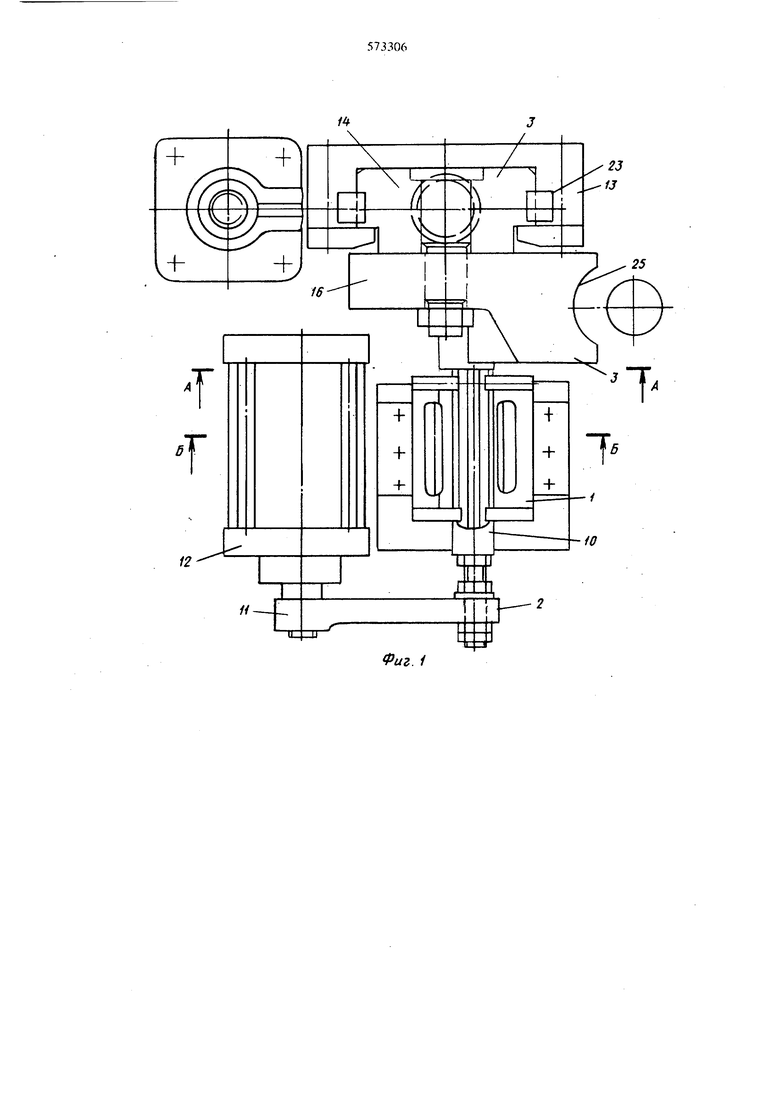
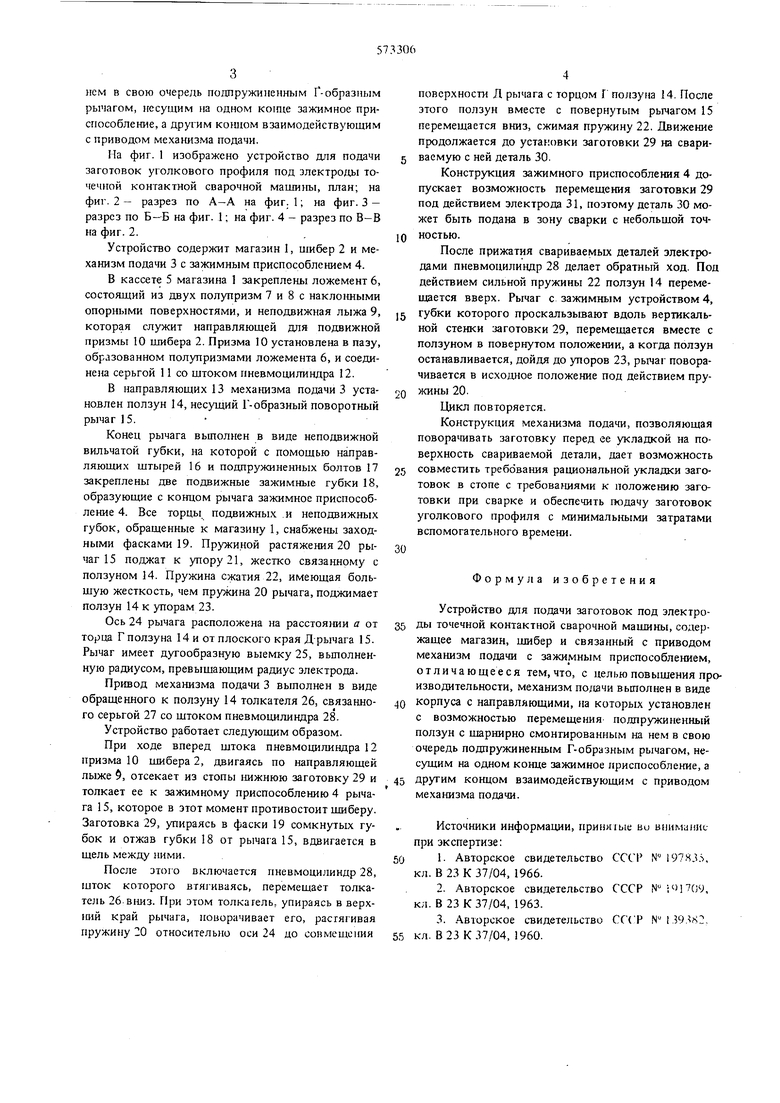
Па фиг. 1 изображено устройство для подачи заготовок уголкового профиля под электроды точечной контактной сварочной машины, план; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 2.
Устройство содержит магазин 1, щибер 2 и механизм подачи 3 с зажимным приспособлением 4.
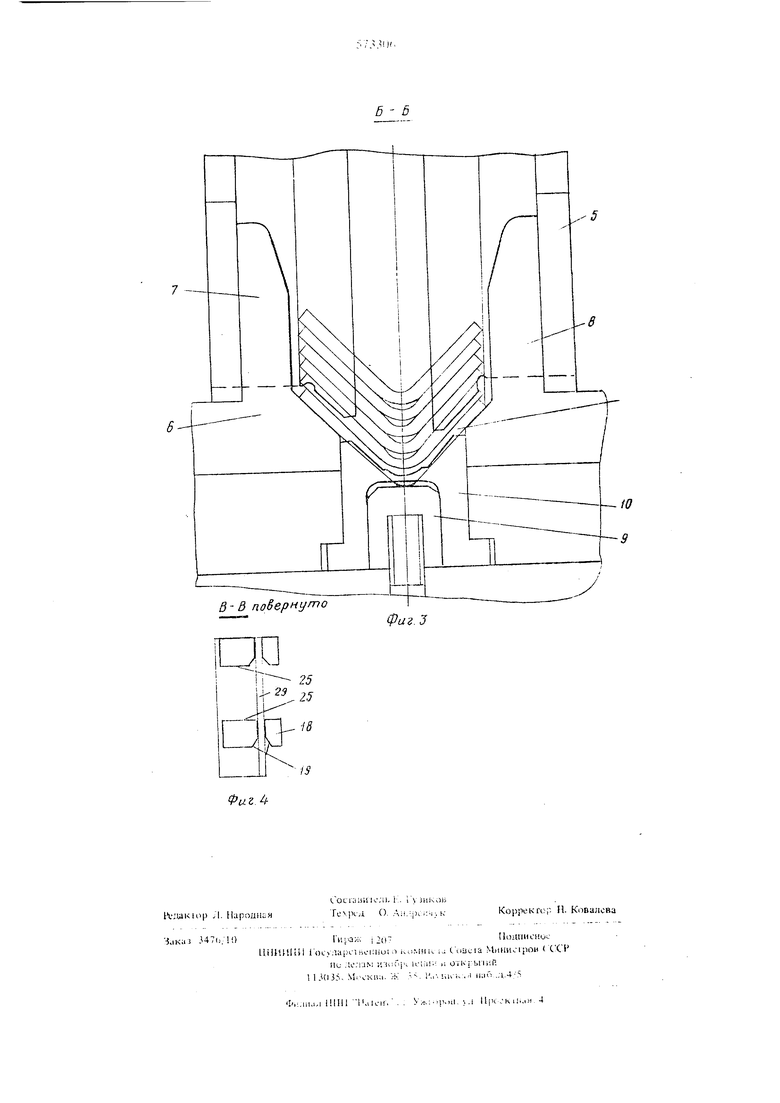
В кассете 5 магазина 1 закреплены ложемент 6, состоящий из двух полупризм 7 и 8 с наклонными опорными поверхностями, и неподвижная лыжа 9, которая служит направляющей для подвижной призмы 10 шибера 2. Призма 10 установлена в пазу, образованном полупризмами ложемента 6, и соединена серьгой 11 со штоком пневмощ1линдра 12.
В направляющих 13 механизма подачи 3 установлен ползун 14, несущий Г-образный поворотный рычаг 15.
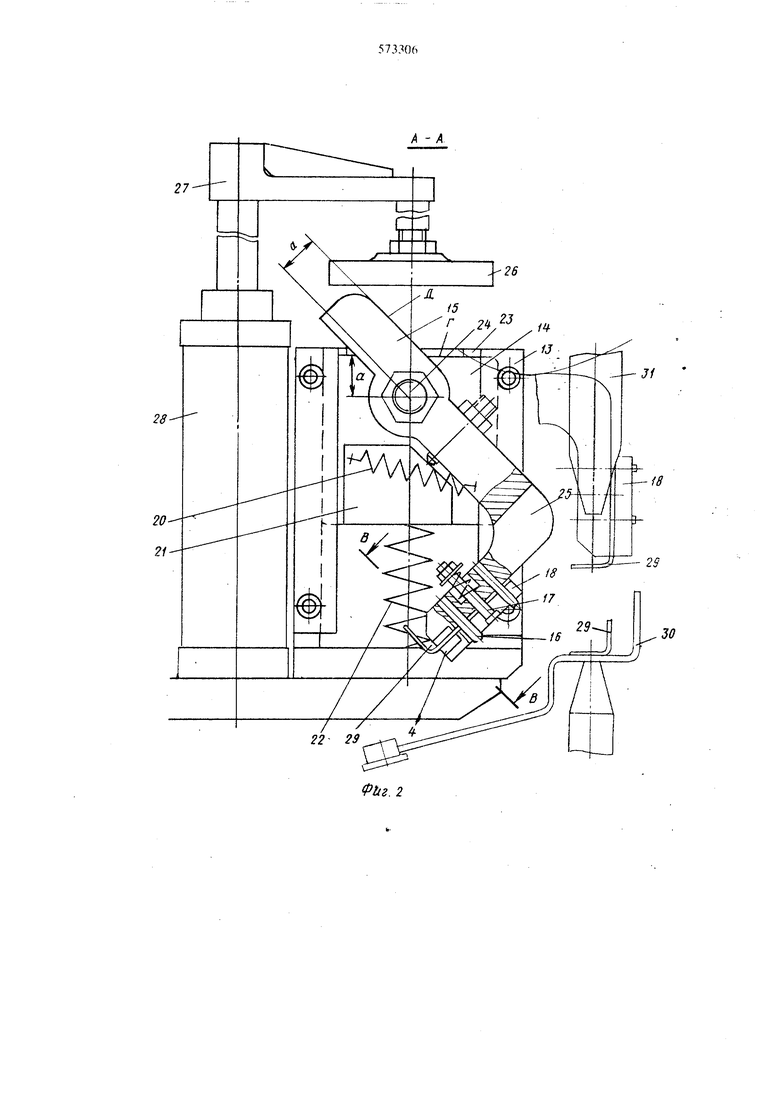
Конец рычага вьшолнен в виде неподвижной вильчатой губки, на которой с помощью направляющих штырей 16 и подпружиненных болтов 17 закреплены две подвижные зажимные губки 18, образующие с концом рычага зажимное приспособление 4. Все торцы подвижных и неподвижных губок, обращенные к магазину 1, снабжены заходными фасками 19. Пружиной растяжения 20 рычаг 15 поджат к упору 21, жестко связанному с ползуном 14. Пружина сжатия 22, имеющая большую жесткость, чем пружина 20 рычага, поджимает ползун 14 к упорам 23.
Ось 24 рычага расположена на расстоя)О1и а от торца Г ползуна 14 и от плоского края Д рычага 15. Рычаг имеет дугообразную выемку 25, выполненную радиусом, превышающим радиус электрода.
Привод механизма подачи 3 выполнен в виде обращенного к ползуну 14 толкателя 26, связанного серьгой 27 со щтоком пневмоци.линдра 28.
Устройство работает следующим образом.
При ходе вперед штока пневмоцилиндра 12 призма 10 шибера 2, двигаясь по направляющей лыже $, отсекает из стопы 1шжнюю заготовку 29 и толкает ее к зажимному приспособлению 4 рычага 15, которое в этот момент противостоит щиберу. Заготовка 29, упираясь в фаски 19 сомкнутых губок и отжав губки 18 от рычага 15, вдвигается в щель между ними.
После этого включается пневмоцилиндр 28, шток которого втягиваясь, перемешает толкатель 26.вниз. При этом толкатель, упираясь в верхщш край рычага, поворачивает его, растягивая пружину 20 относительно оси 24 до совмещения
поверхности Д рычага с торцом Г ползуна 14. После этого ползун вместе с повернутым рычагом 15 перемешается вниз, сжимая пружину 22. Движение продолжается до установки заготовки 29 НЕ свариваемую с ней деталь 30.
Конструкция зажимного приспособления 4 допускает возможность перемещения заготовки 29 под действием электрода 31, поэтому деталь 30 может быть подана в зону сварки с небольшой точностью.
После прижатия свариваемых деталей электродами пневмоциливдр 28 делает обратный ход. Под действием сильной пружины 22 ползун 14 перемещается вверх. Рычаг с зажимным устройством 4,
губки которого проскальзывают вдоль вертикальной стенки заготовки 29, перемешается вместе с ползуном в повернутом положении, а когда ползун останавливается, дойдя до упоров 23, поворачивается в исходное положение под действием пружины 20.
Цикл повторяется.
Конструкция механизма подачи, позволяющая поворашвать заготовку перед ее укладкой на поверхность свариваемой детали, дает возможность
совместить требования рашюнальной укладки заготовок в стопе с требованиями к положению заготовки при сварке и обеспечить подачу заготовок уголкового профиля с минимальными затратами вспомогательного времени.
30
Формула изобретения
Устройство для подачи заготовок под электроды точечной контактной сварочной машины, содержащее магазин, щибер и связанный с приводом механизм подачи с зажимным приспособлением, отличающееся тем, что, с целью повышения производительности, механизм подачи выполнен в виде корпуса с направляющими, на которых установлен с возможностью перемещения подпрзгжипенный ползун с шарнирно смонтированным на нем в свою очередь подпружиненным Г-образным рычагом, несущим на одном конце зажимное приспособление, а другим концом взаимодействующи.м с приводом механизма подачи.
Источники информации, принятые ви внимание при экспертизе:
Ь Авторское свидетельство СССР N 197.S3.S,
кл. В 23 К 37/04, 1966.
2.Авторское свидетельство СССР N ()У, кл. В 23 К 37/04, 1963.
3.Авторское свидетельство СССР .8i:, кл. В 23 К 37/04, 1960. Фиг. i
(Pttz.2
7
iS
фаг.З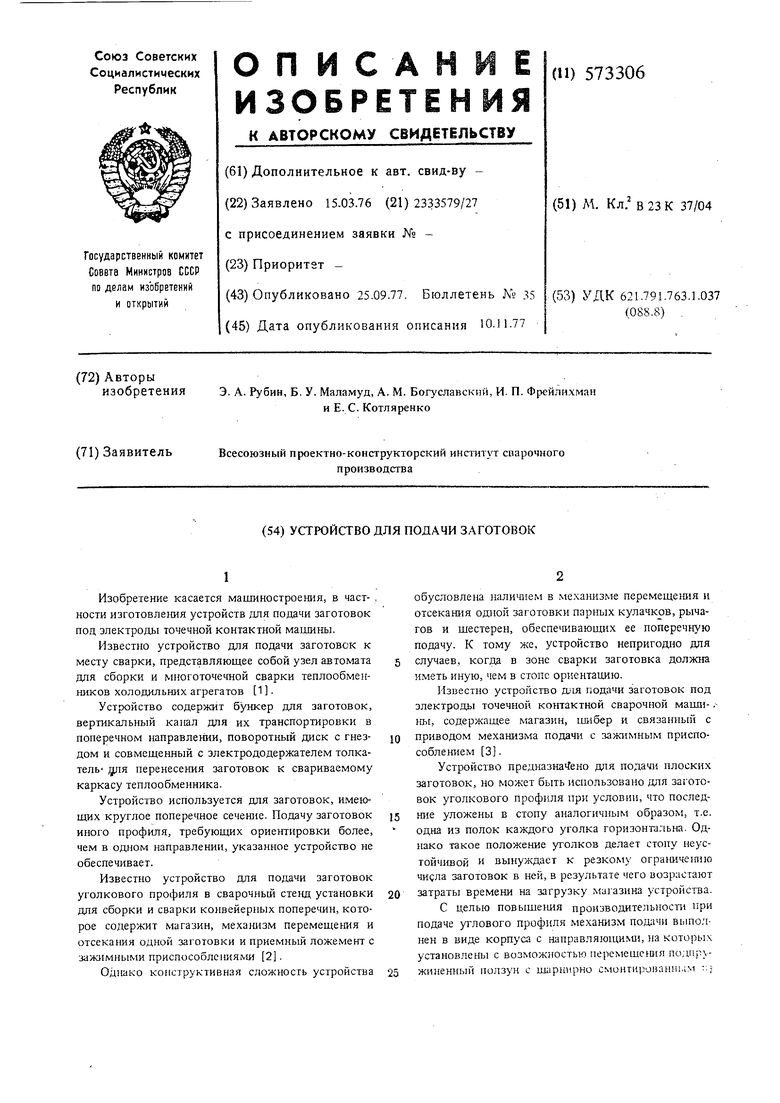
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |
| Загрузочное устройство | 1985 |
|
SU1348137A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Зажимное устройство | 1978 |
|
SU776846A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для подачи и зажима заготовок | 1979 |
|
SU770746A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Захватное устройство | 1980 |
|
SU997364A1 |