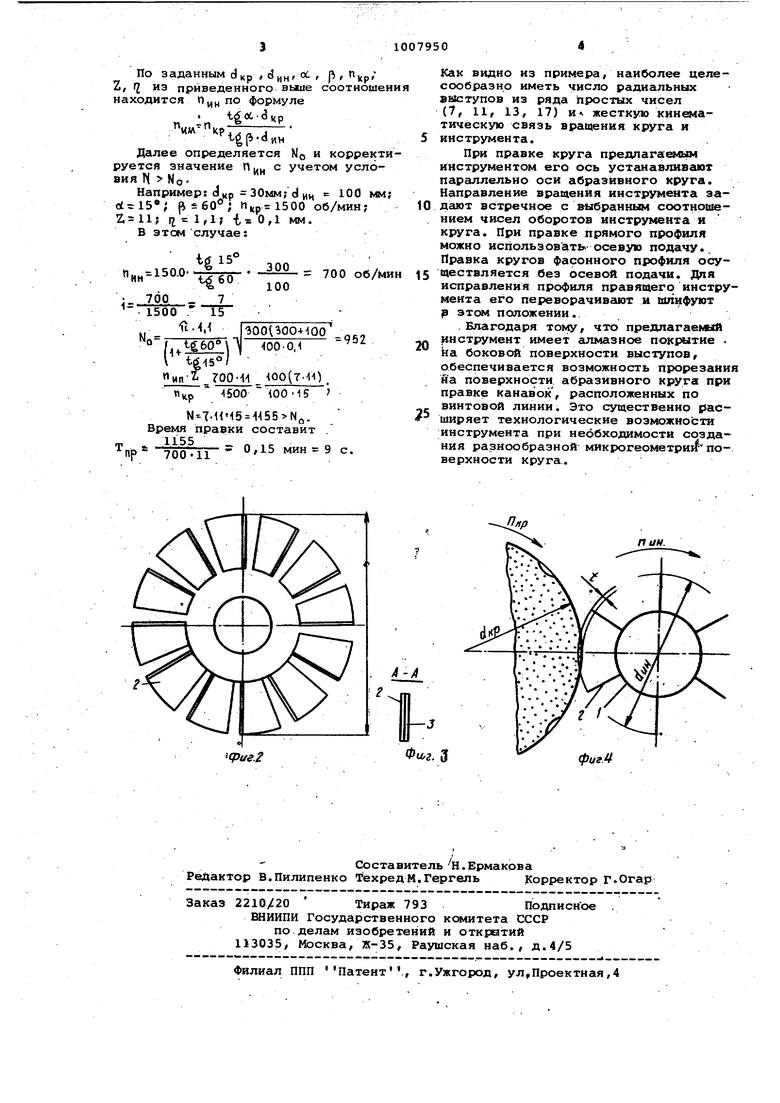
Изобретение относится к машинЬст,роению и может быть использовано при осуществлении разнообразных операций шлифования. Известен правящий инструмент, выI полненный в виде монолитного сплошного диска l . Данный правяющий инструмент имеет малую эффективность,так как при его применении правка осуществляется только за счет раздавливания зерен шлифовального круга без срезания участков поверхности. Известен также правящий инструмент, выполненный в виде цилиндрической втулки, на которой посредством крепежных элементов закреплены радиальные пластины, направленные под углом к оси корпуса или параллельно ей J2 Известный инструмент обладает ограниченными технологическими воз.можностями, так как не обеспечивает формирования при правке на поверхности шлифовального круга рациональной t макрогеометрии. Цель изобретения - расширение технологических возможностей правящего инструмента. Указанная цель достигается тем, что у правящего инструмента, БЕЛполненного в виде цилиндрического корпуса с радиальными выступами, направленными под УГЛОМ к ОСИ корпуса, на обращенной в сторону вращения боковой поверхности каждого выступа нанесено алмазное покрытие. На фиг.1 показан вид на рабочую поверхность правящего инструмента; на фиг.2 - вид правящего инструмента с торца; на фиг.З - сечение А-А на фиг.1; на фиг.4 - схема правки с использованием данного инструмента Инст румент содержит цилиндрический корпус 1, на котором имеются радиальные выступы 2 с алмазным пок- .рытием 3 на обращенной в сторону вращения боковой поверхности. Выступы 2 45 выполнены на корпусе 1 инструмента прд углом «о к оси. Дтгя выполнения условия прерывистости контакта при правке необходимо,; чтобы: . .50 0/6.k h где d „ -диаметр правящего инструмента;-высота абразивного круга; - число радиальных выступов; kp - коэффициент перекрытия (предпочтителен К.. 0,60,8).Угол tL должен назначаться из конструктивных соображений с учетом кинематических параметров процесса правки в указанньис выие пределах. Угол наклона выступов необходим для скола или вырывания зерен по наиболее благоприятному направлению из двух 65 вза дей а т абр сле нии И на угл ре ко ви го ох по хо сш до во пр ве гд где кр ,НИ пар имно перпендикулярных направлений ствия силы контактнопэ давления, акже для создания на поверхности азивного круга-перекрывающихся дов правки (лунок) по винтовой лис углом наклона р . Угол 3 определяется- по формуле 5кр им ии - диаметр абразивного круга; - диаметр правящего инструмента; ,nj,K - числа оборотов соответст ,венцо круга и инструмента. Расположение следов правки (лунок) поверхности абразивного круга под ом позволяет снизить усилие ания при шифровании, уменьшить тактную температуру в зоне резания, рации и т.д. В зону резания такокруга лучше проникает смазочноаждающая жидкость. Для осуществления правки по всей ерхности абразивного круга необимо чтобы число касаний (N) радиных выступов с абразивным кругом повторения картины касаний преходило необходимое число касаний Необходимое число касаний (Ng) ближенно можно определить из растваЕл- длина дуги лунки в плоскости ув|)а1щения; tj - коэффициент запаса ( пг 1,11;2); Аи,- диаметр круга; Дltp() dnH-t V tdo6/1 (и - угол наклона радиальных выступов к оси инструмента; (3 - угол наклона следов правки; t - глубина правки; (3„ц- диаметр круга и инструмента. Число является функцией отношеи 7 vim .«/1 - KHfa i Чкр тц„ Z niijp, Численно N и ( Шцр) - числа, не (%н) имеющие общих множителей, К - общий множитель числителя и знаменателя. Пример. Осу1цествляют подбор аметров инструмента. По заданным dxp «Зин ° Р Z, Ч из приведенного выие со находится П,ц по формуле t ос-ОХР .dnH Далее определяется NO и к руется значение nj,, с учетсм вия N NOНапример: dко 30мм; d иц Qt rl5; (is 60°; об/ Z lljii lfl;isO,lMM. В этом случае: -°° 70 П„„ 150.0. 100 700 1500 . /и1Ш1П Г 1 7004 НОО(7.1-1) . 4600 100 15 N T-H15 ,. Время правки составит . 700 ИГ О 15 мин 9 Как видно из примера, наиболее целесообразно иметь число радиальных выступов из ряда простых чисел (7, 11, 13, 17) и жесткую кинематическую связь вра1вения круга и инструмента. При правке круга предлагаемым инструментом его ось устанавливают параллельно оси абразивного круга. Направление вращения инструмента эадгиот встречное с выбранным соотношением чисел оборотов инструмента и круга. При правке прямого профиля можно использовать осевую подачу. Правка кругов Фасонного профиля осуществляется без осевой подачи. Для исправления профиля правящего инструмента его переворачивают и шл1|фуют р этом положении.. . Благодаря тому, что предлагаемый инструмент имеет алмазное покрытие . на боковой поверхности выступов, обеспечивается возможность прорезания йа поверхности абразивного круга при правке канавок, расположенных по винтовой линии. Это существенно расширяет технологические возможности инструмента при необходимости создания разнообразной микрогеометри поверхности круга.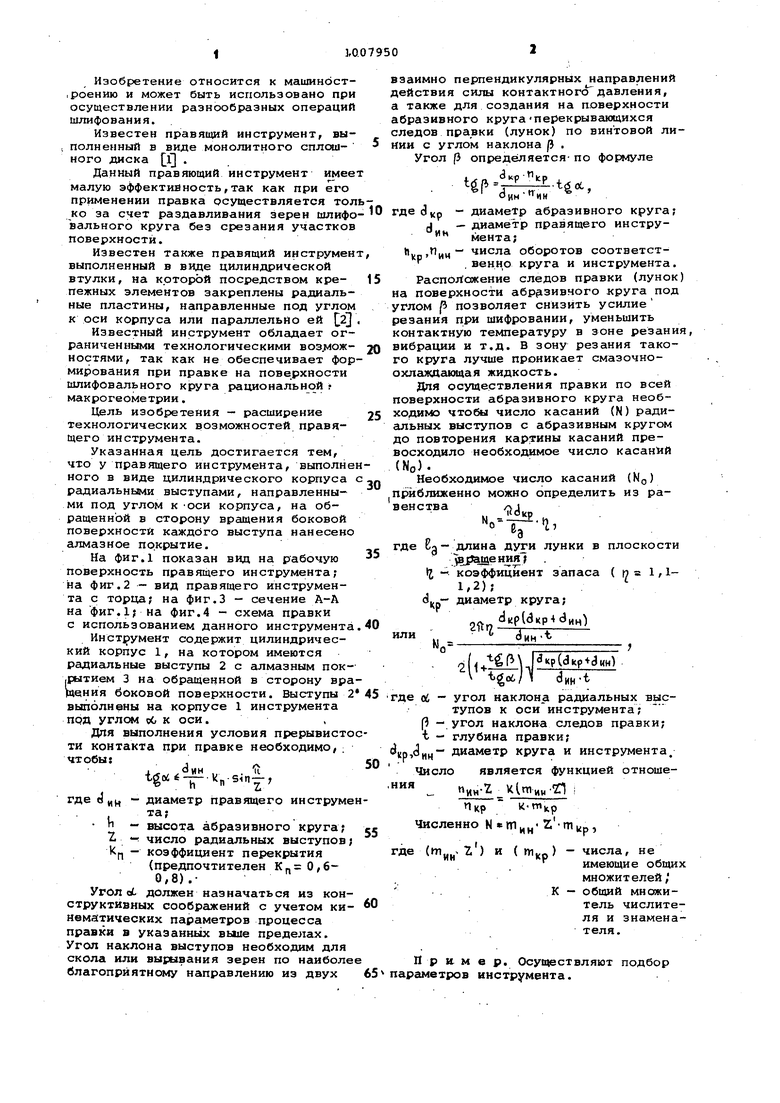
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100178C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076036C1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| Способ правки шлифовальных кругов | 2016 |
|
RU2655424C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100180C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1996 |
|
RU2122933C1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
ПРАВЯЩИЙ ИНСТРУМЕНТ, выпоЛненный в виде цилиндрического корпуса с радиальными выступаю, направленными под углом к оси корпуса, о т л ич ающийся тем, что, с целью расширения технологических возможное-тей, на обращенной в сторону враще ния боковой поверхности кгикдого вые-. тупа нанесено алмазное .покрытие. СО О1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Несмелов Н.Ф | |||
| Правка шлифовальных кругов | |||
| Машгиз, М., 1955, с, 39 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
