2. Пресс-форма поп. 1 о г л и ч а ю ш а я с я тем, чт, с целью обеспечения возможности изготовления изделий с резьбами различного шага, резьбовой знак и резьбовое кольцо установлены с возможностью ограниченного осевого пере мещения одного из них относительно другого.
. 3, Пресс-форма по пп. 1 и 2, отличающаяся тем, что, с целью
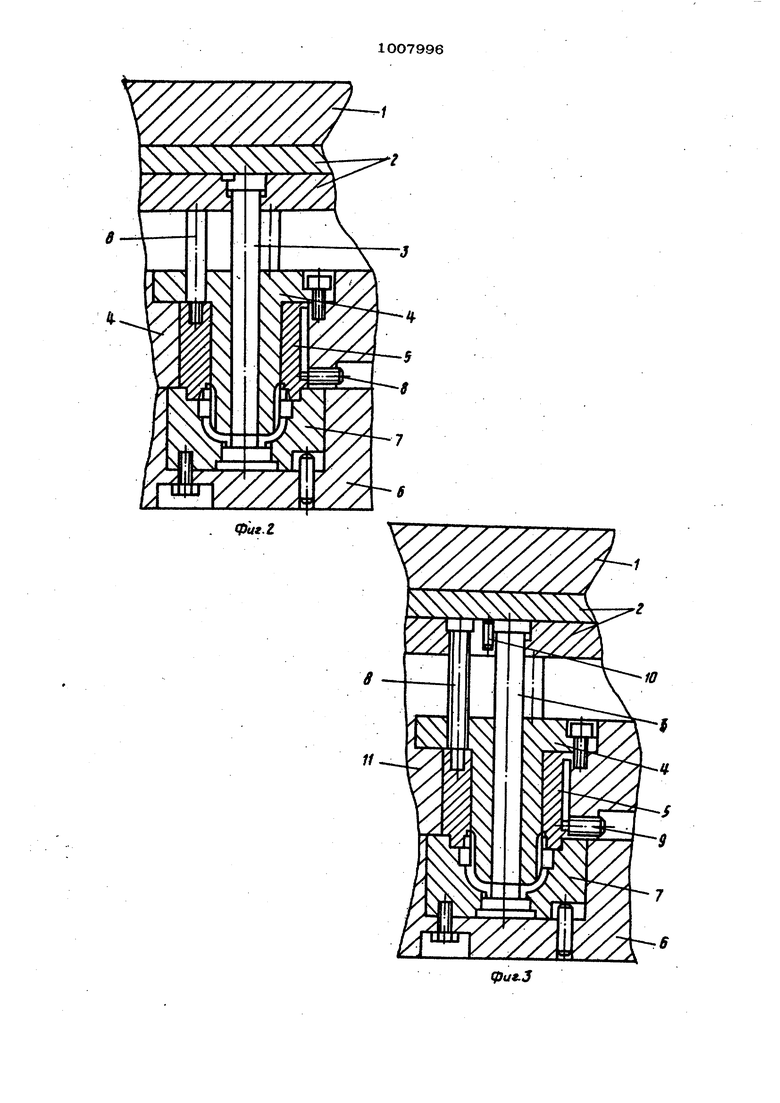
предотвращения повреждения резьб при сталкивании изделий с оформляющих боковые поднутрения пуансонов, резьбовые кольца снабжены закреплен.ными в них взаимодействующими с подвижной плитой толкателями.
4. Пресс-форма по п. 3, отличающаяся тем, что толкатели установлены в подвижной промежуточной плите.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1982 |
|
SU1047586A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1984 |
|
SU1224172A1 |
| Литьевая форма для изготовления полимерных изделий с внутренними резьбами | 1982 |
|
SU1034915A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |

ПРЕСС-ФОРМА ДЛЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С РЕЗЬБАМИ, содерисащая |Обойму с оформляющими боковые поднутрения пуансонами с размеш(ными в них аксиально резьбовыми знаками и концентрично размешенными -на, пуавсонах резьбовыми волышмн, обойму с матрицами, отличающаяся тем, что, с целью повышения надезкностн работы пресс-формы, она снабжена no/tвижной промежуточной плитой, резьбовые- кольца установлены с возмоэквостью осевогчэ перемещения относнтельно пуансона, а резьбовой знак установлен в noj вижной промежуточной плите. S О) 
Изобретение относится к переработке полимерных материалов и может быт использовано для изгатоВления из них изделий с резьбами методом компрессионного прессования. Известна пресс-форма для полимерны изделий с. резьбами, при иэтххтовлении которых производится последовательное вывинчивание резьбовых знаков, а затем изделий из резьбовых колец 1 . Недостатком данной формы является низкая производительность вследствие последовательнотх), пооператоюшюго съема изделий с резьбооформляющих элемен тов. Наиболее близкой-к предлагаемой по технической сущности и до :тигаемому результату является пресс-форма для по лимерных, изделий с резьбами, содержащая обойму с оформляющими боковые поднутрения пуансонами с размещенными в них аксиально резьбовыми знаками и концентрично размешенными на пуансо навс реаьбоэыми кольцами, а также обой му с матршхами 2j . Од яакоиз-за попадания при эксплуатации пресс-формы полимерного материа ла в гарантированные зазоры, обеспечивающие вращение пуансона, происходит его заклинивание. Цель изобретения - повышение надеж ности работы пресс-формы. Поставленная цель достигается тем, что пресс-форма для полимерных изделий с резьбами, содержащая обойму с оформляющими боковые поднутрения пуансонами с размещенными в них аксиально резьбовыми знаками и концентрично размещегпалми на пуансонах резьбовыми кольцами, обойму с матрицами. снабисена подвижной промежуточной плитой, резьбовые кольца установлены с воэ1можностью осевого переме1и виия относительно пуансона, а резьбовой знак установлен в подвижной промежуточной плите. Кроме того, с целью обеспечения возможности изготовления изделий с резьбамн различного шага резьбовой знак н резьбовое кольцо установлены с возможностью ограниченнохх осевого перемещен ния одного из них относительно другого. Лдя предотвращения повреждения резьб при сталкивании изделий с оформляющих боковые поднутрения пуансонов резьбовые кольца снабЬкены закрепленными в них взаимодействующими с подвижной плитой толкателями. При этом толкатели могут быть установлены в подвижной промежуточной плите. На фиг. 1 показана предлагаемая пресс-форма, разрез; на фиг. 2 - то же, с толкателями, закрепленными в резьбовых кольцах; на фиг. 3 и 4 то же, с толкателями, установленными в подвижной пшгте и закрепленными в резьбовых кольцах в сомкнутом положении и,соответственно, при съеме изделий. Пресс-форма содержит опорную плиту 1, подвижную промежуточную плиту 2 с закрепленными в ней или установленными с зазором резьбовыми знаками 3, аксиально размещенными в оформлякшшх бсиювые поднутрения пуансонах 4, на которых концентрично установлены с возможностью осевого перемещения относительно последних резьбовые колыш 5, и обойК1У 6 матрад 7. Резьбовые знаки 3 и резьбовые кольца 5 установлены с возможностью ограниченного осевого перемещения одного из них относительно другого. Причем резьбовые кольца могут быть снабжены закрепленными в них взаимодействующими с подвижной промежуточной плитой 2 толкателями 8. В варианте выполнения пресс-формы толкатели 8 могут &ггь установлены в подвижвой промежуточной плите 2, В этом случае они могут быть установлены жестко или с зазором для сохранения возможнЬств перемещения резьбовых колец 5 относительно резьбовых знаков 3. Проворачивание резьбовых колец 5 и знаков 3 предотвращено фиксирующими винтами 9 к соответствен но штифтами 10. Пуансоны размещены в обойме 11. Пресс-форма работает следующим образом. После заполнения матриц полимерным материалом .лресс-форма смыкается, при этом выбираются ( в вариантах выполнения пресс-формы) зазоры между резьбовыми знаками,3 или кольцами 5 и подвижной промежуточной плитой 2. Далее производятся прессование, выдержка под давлением и подъем верхней плиты пресса, в ходе которого хвостовик подвижной пррмежуточной плиты 2 наталкивается на упор. Промежуточная плита 2 и взаимодействующие с ней peat бовые знаки 3 или толка-тели 8 совместн с резьбовыми знаками 3 останавливаются, а изделия 12 за счет этого снимаются с оформляющих боковые поднутрения пуансонов 4. Топкагели 8 используются при недостаточной прочности резьбы, оформляемой резьбовым кольцом 5, Для предотвращения ее повреждения при съеме изделий. Вслед за этим изделия 12 свинчиваются с резьбовых знаков 3 и колец 5 свинчивающим устро{ твом, подаваемым в раскрытую пресс- рму, при этом резьбовые кольца 5 перемещаются вверх, если шаг резьбы на них больше шага резьбы на резьбовом знаке 3, и в противном случае наобсуэот. Если в резьбовых кольцах 5 закреплены толкатели 8, взаимоде1 ггвую1Ш е с подвижной, промежуточной плитой 2, то свинчивание изделий с шагом резьбы от реяэбового кольца 5, болыцим шага резьбы от резьбового знака 3, обеспечивается перемещением последнего в подвижной промежуточной плите 2 за счет зазора. В противном случае перемешается вниз-резьбовое колыю 5, а резьбовой знак 3 устанавливается, неподвижно. В аналогичной последовательности обеспечивается перемешеше резьбовкк знаков 3 и колец 5 и при установке толкателей 8 в подвижной промежуточной плите 2 с зазором или без него в зависимости от величины Шагов оформляемых резьб. После свинчивания изд&ЛИЙ цикл повторяется. Использование предлагаемого изо€)етения позволяет повысить надежность работы оборудовакпш при изготовлении изделий с резьбами различного шага.
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Т|а(Тввосьян Г | |||
| О.ТТрессовщик плас тмасс | |||
| М., Профтехиздаг, 1961, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для прессования донышка электропатоона | |||
| Мяльно-трепальный станок | 1923 |
|
SU828A1 |
| Разработка | |||
| Завод по переработкепластмасс, г | |||
| Олайне, 1980 (проггогип). | |||
