Изобретение относится к перерабоке полимерных материалов и может быть использовано для изготовления из них изделий с резьбами с различным шагом.
Известна литьевая форма для изготовления полимерных изделий с резьбами, содержащая подвижную и неподвижную полуформы и установленные в подвижной полуформе концентрично . расположенные резьбовые знаки, причем .хвостовик охватывающего знака вьтолнен в виде ходового винта, нзаимодействующего с резьбовой втулкой -1 .. .
Однако в известной форме невозможно изготовление изделий с резьбами с различным направлением винтовой линии, а также если резьба меньшего диаметра имеет больший шаг, поскольку относительное перемещение .резьбовых знаков при вывертывании возможно только в одном направлении
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является литьевая форма для изготовления полимерных изделий с резьбами, содержащая неподвижную полуформу и подвижную полуформу с плитой матриц, промежуточную плиту, основание, концентрично установленные резьбовые знаки и механизм их вывертывания, включающий установленные на хвостовиках резьбовых знаков .зубчатые колеса, одно из которых кинематически связано с приводом, при этом передаточное отношение механизма вывертывания резьбовых знаков равно отношению шагов оформляющих резьб .2.
Однако при увеличении длины резьбовых участков изделия габариты известной формы резко увеличиваются из-за использования в механизме вывертывания резьбовых знаков ходовых винтов, являющихся их хвостовиками. Кроме того, при использовании более компактного механизма вывертывания невозможно изготовление изделий с различными по шагу резьбами, так как даже при условном осевом смещении внутреннего резьбового знака из-за его отставания от внешнего «при вывертывании возможно повреждение изделия.
Цель изобретения - уменьшение габаритов формы и предотвращение возможности повреждения изделий.
15912-2
Поставленная цель достигается тем, что в литьевой форме для изготовления полимерных изделий с резьбами, содержащей неподвижную полу5 форму и подвижную полуформу с плитой матриц, промежуточной плитой, основанием, концентрично установленными резьбовыми знаками и механизмом их вывертывания, включаютцим установлен0 ные на хвостовиках резьбовьгх знаков зубчатые колеса, одно из которых кинематически связано с приводом, при этом передаточное отношение механизма вывертывания резьбовых знаков
5 равно отношению шагов оформляющих резьб, механизм вывертывания резьбовых знаков снабжен установленными на валу парой шестерен, которые кинематически связаны с зубчатыми коле0 сами, при этом резьбовые знаки установлены с возможностью ограниченного осевого перемещения относительно друг друга и плиты матриц.
На чертеже показана литьевая фор5 ма, разрез.
Литьевая форма содержит неподвижную полуформу с плитой 1 и литниковой втулкой 2 и подвижную полуформу с плитой 3 матриц 4, промежу0 точной плитой 5, основанием 6, концентрично установленными резьбовыми знаками - внешним 7 и внутренним 8, и механизмом вывертывания резьбовьгх знаков, включающим установленные на хвостовиках внешнего 7 и внутреннего 8 резьбовых знаков зубчатые колеса соответственно 9 и 10. Зубчатое колесо 10 через веду1ций вал 11 кинематически связано с приводом и установлено на хвостовике внутреннего резьбового знака 8 по скользящей посадке на щпонке 12, под которую на зубчатом колесе 10 вьтолнен паз.
Хвостовик внутреннего резьбового знака 8 установлен в промежуточной плите 5 с возможностью ограниченного благодаря бурту 13 и проточке в зубчатом колесе 10 осевого перемещения относительно плиты 3 матриц на величину h, и внешнего резьбового -знака 7. .
Механизм вывертывания резьбовых знаков снабжен установленными на валу 13 парой шестерен 14 и 15, которые кинематически связаны соответственно с зубчатыми колесами 9 и 10. 3 Внешний резьбовой знак 7 установлен в плите матриц с возможностью ог раниченного осевого перемещения отно сительно нее за счет зазора h , Передаточное отношение механизма вывертывания резьбовых знаков равно отношению шагов оформляемых резьб. Литьевая форма работает следующим образом. . После впрыска полимерного материа ла и технологической выдержки Форма ракрывается и включается привод посредством ведущего вала 11, приводящий в движение зубчатое колесо 10 с внутренним резьбовым знаком 8 и далее через пару шестерен 14 и 15 внешний резьбовой 3Hak 7. Поскольку внутренний резьбовой знак 8, расположенный ближе к ведущему валу 1 1, начинает, вращаться раньше, то изделия, удерживаемые от вращения литниками, перемещаются в осевом направлении. Совместно с ними перемещаются за счет зазора h и внешние резьбовые знаки 7, враще124ние которых начинается позднее. Неточность вьшолнения оформляющих резьб компенсируется зазором Ц. При увеличении шага резьбы на внешнем резьбовом знаке 7 или скорости его вращения он перемещается в сторону основания 6. Изделия перемещаются в противоположном направлении совместно с внутренним резьбовым знаком 8 за счет зазора h,. При брлее медneHHOM вращении внешнего резьбового знака 7 или уменьшении его шага изделия зазор h увеличивается. После съема изделий форма смыкается. Внутреннийрезьбовой знак 8 устанавливается в исходное положение неподвижной полуформой, а внешний резьбовой знак 8 - давлением полимерного материала. Использование данного изобретения позволит уменьшить габариты формы и предотвратить возможность повреждения изделий с резьбами с различным шагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Литьевая форма для изготовления полимерных изделий с внутренними резьбами | 1982 |
|
SU1034915A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| Литьевая форма для изготовления резьбовых изделий | 1984 |
|
SU1127777A2 |
| Пресс-форма для изготовления полимерных изделий с резьбой | 1982 |
|
SU1039728A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU414124A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С РЕЗЬБАМИ, содержащая неподвижную полуформу и подвижную полуформу с плитой матриц, промежуточной плитой, основанием, концентрично установленными резьбовыми знаками и механизмом их вывертывания, включающим установленные на хвостовиках резьбовых знаков зубчатые колеса, одно из которых кинематически связано с приводом, при этом передаточное отношение механизма вывертывания резьбовых знаков равно отношению шагов оформляющих резьб, отличающаяся тем, что, с целью уменьшения габаритов формы и предотвращения возможности повреждения изделий, механизм вывертывания резьбовых знаков снабжен установленными на валу парой шестерен, которые кинематически связаны с зубчатыi ми колесами, при этом резьбовые знаки установлены с возможностью огра(Л ниченного осевого перемещения относительно друг друга и плиты матриц.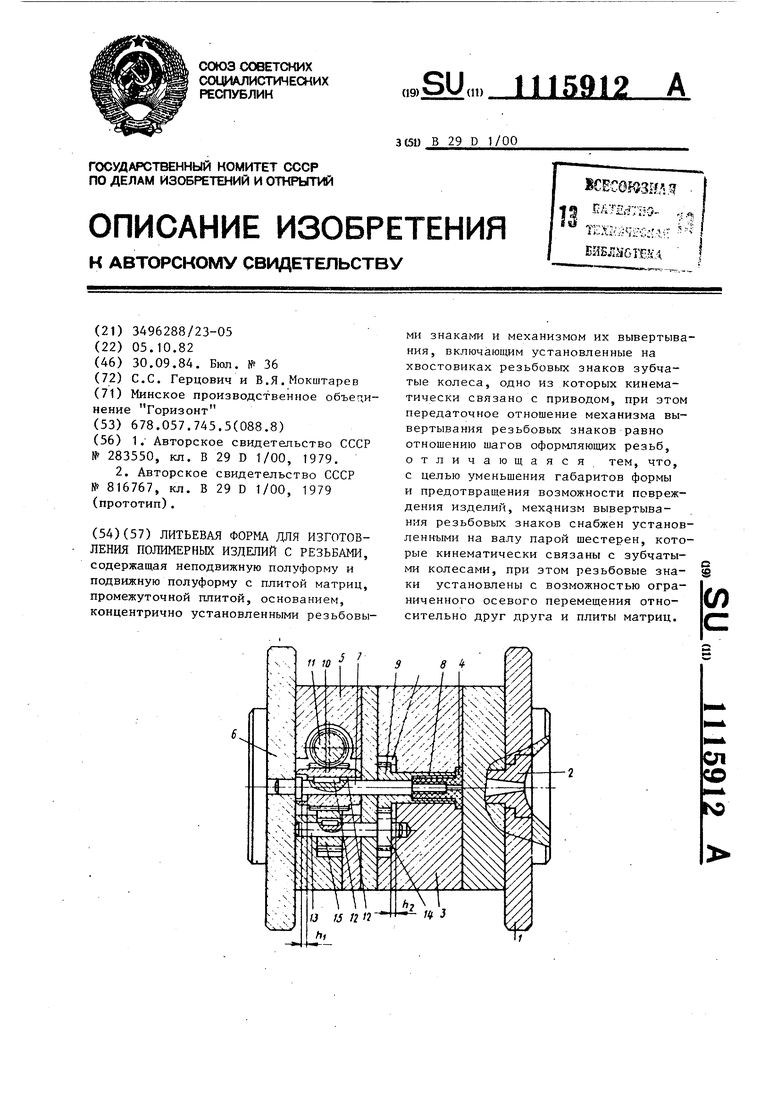
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЛИТЬЕВАЯ ФОРЛ\А | 0 |
|
SU283550A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Солесос | 1922 |
|
SU29A1 |
