2.Пресс-форма по п. 1, отличающаяся тем, что резьбовое кольцо в пуансонодер- жателе и шестерня на пуансоне закреплены посредством резьбы.
3.Пресс-форма по пп. 1 и 2, отличающаяся тем, что, с целью обеспечения дегазацип
1
Изобретение относится к переработке полимерных материалов в изделия и может быть использовано при изготовлении из термореактивных полимеров методом компрессионного прессования, имеющих внутреннюю и внешнюю резьбы, отличающимися размерами но шагу резьбы на роторных прессовых линиях.
Цель изобретения - обеспечение надежной работы пресс-формы на роторной линии.
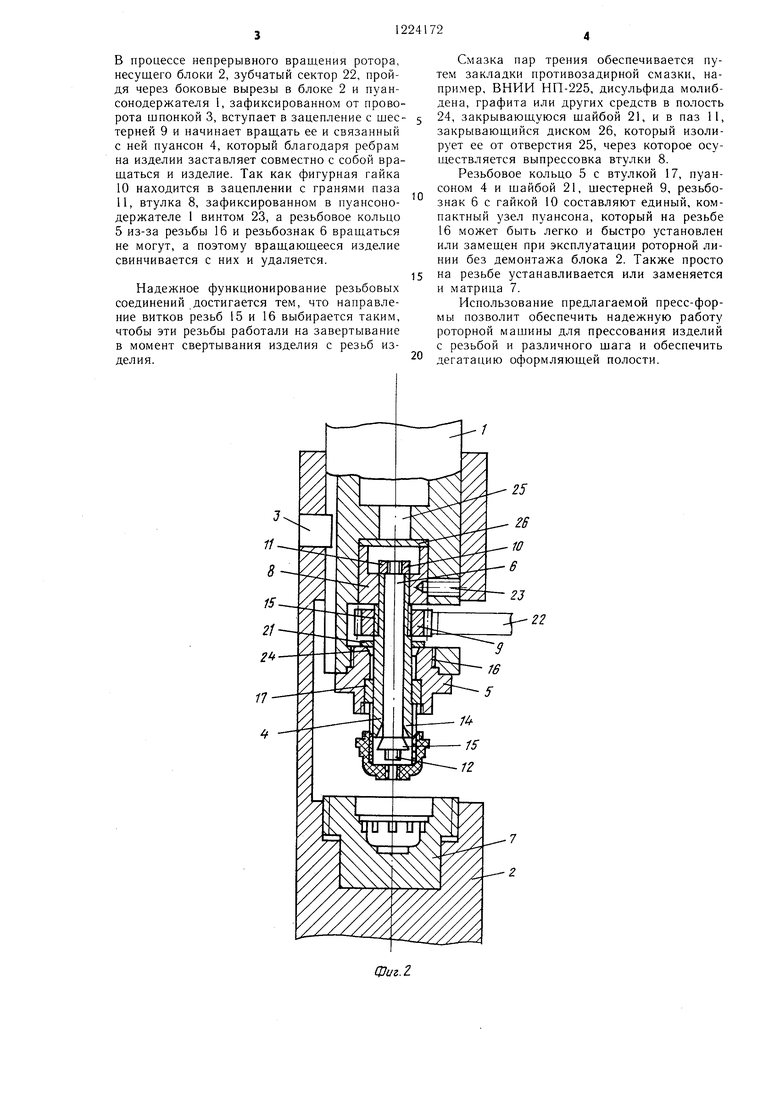
На фиг. 1 изображена пресс-форма в разомкнутом положении перед каналом свертывания изделия, разрез; на фиг. 2 - то же, в разомкнутом положении в конце свертывания изделия; на фиг. 3 - дополнительная втулка резьбового кольца с системой дегазации оформляющей полости; на фиг. 4 - фигурная гайка, установленная на верхнем конце резьбового знака.
Пресс-форма для изготовления полимерных изделий с резьбой содержит пуансо- нодержатель 1, установленный но подвижной посадке в блоке 2 роторной машины и имеющий возможность осевого перемещения и шпонку 3, удерживающую пуансонодер- жатель 1 от проворота, пуансон 4, концент- рично размещенное на нем резьбовое кольцо 5 и аксиально расположенный в резьбовом кольце 5 резьбовой знак 6, который установлен с возможностью ограниченного осевого перемещения относительно резьбового кольца 5, матрицу 7, втулку 8,размещенную в нуансонодержателе 1, в которой установлен пуансон 4 с возможностью вращения, шестерню 9 установленную на пуансоне 4, стопорную фигурную гайку 10, размещенную в пазу 11 втулки 8. На рабочем конце 12 резьбового знака 6 выполнено коническое расширение 13, а в пуансоне 4 на сонрягае- мой с коническим расширением 13 поверхности, выполнена коническая выточка 14. Шестерня 9 закреплена на резьбовом знаке посредством резьбы 15, а резьбовое кольцо 5 закреплено в пуансонодержателе 1 резьбой 16. Резьбовое кольцо 5 содержит дополнительную втулку 17, на верхнем торце которой выполнены радиальные пазы 18 (фиг. 3),
оформляющей полости, в резьбовом кольце установлена дополнительная втулка, на верхнем торце которой выполнены радиальные пазы, а на внутренней боковой поверхности - кольцевая канавка и соединенные с ней продольные пазы.
5
0
а на внутренней боковой поверхности дополнительной втулки 17 выполнень кольцевая канавка 19 (фиг. 3) и сообщающиеся с ней продольные пазы 20 (фпг. 3). Для удержания смазки во вращающихся частях пресс- формы установлена шайба 21. Для обеспечения вращения резьбового знака 4 от шестерни 9 на станине роторной машины закреплен зубчатый сектор 22. Втулка 8 удерживается от проворота относительно пуансоно- держателя 1 стопорным винтом 23. Перед началом работы пресс-формы в полость 24 и паз 11 закладывается смазка. Паз 11 изолирован от технологического отверстия 25 диском 26.
Пресс-форма работает следуюшим образом.
В матрицу 7 помещается навеска пресс- материала, после чего пуансонодержатель 1 с закрепленными на ней деталями опускается вниз. Усилие прессования от пуансонодер- жателя 1 передается на резьбовое кольцо 5 и втулку 17 и через коническую поверхность 13 - на резьбовой знак 6. Развивае.мый в оформляющей полости давлением уступ пуансона 4, плотно поджимается к втулке 17, а конусная поверхность 13 резьбознака - 6 к соответствующей поверхности 13 пуансона 4, чем предотвращается попадание пресс- материала в зазоры между трущимися поверхностями. Образующиеся в процессе выдержки газообразные вещества, а также воздух, оставшийся в тупиковой зоне между резьбовым кольцом 5 и пуансоном 4, удаляются через кольцевую канавку 19, нары 18 и 20 и далее через зазоры между сопрягаемыми деталями в ат.мосферу. При этом заусенцы в эту систему проникнуть не могут ввиду того, что со стороны изделия зазор очень мал. Этим предотвращается образование «прижогов и «серости на торце и резьбе изделия.
После завершения выдержки запрессов- 0 ки под давлением пуансонодержатель 1 поднимается вверх вместе с закрепленными на нем деталями и изделием и удерживается от проворота шпонкой 3, при этом щестерня 9 оказывается на уровне зубчатого сектора 22.
5
0
5
В процессе непрерывного вращения ротора, несущего блоки 2, зубчатый сектор 22, пройдя через боковые вырезы в блоке 2 и пуан- сонодержателя 1, зафиксированном от прово- рота щпонкой 3, вступает в зацепление с щес- терней 9 и начинает вращать ее и связанный с ней пуансон 4, который благодаря ребрам на изделии заставляет совместно с собой вращаться и изделие. Так как фигурная гайка 10 находится в зацеплении с гранями паза 11, втулка 8, зафиксированном в пуансоно- держателе 1 винтом 23, а резьбовое кольцо 5 из-за резьбы 16 и резьбознак 6 вращаться не могут, а поэтому вращающееся изделие свинчивается с них и удаляется.
Надежное функционирование резьбовых соединений достигается тем, что направление витков резьб 15 и 16 выбирается таким, чтобы эти резьбы работали на завертывание в момент свертывания изделия с резьб изделия.
5
0
5
0
Смазка пар трения обеспечивается путем закладки противозадирной смазки, например, ВНИИ НП-225, дисульфида молибдена, графита или других средств в полость 24, закрывающуюся щайбой 21, и в паз 11, закрывающийся диском 26, который изолирует ее от отверстия 25, через которое осуществляется выпрессовка втулки 8.
Резьбовое кольцо 5 с втулкой 17, пуансоном 4 и щайбой 21, щестерней 9, резьбознак 6 с гайкой 10 составляют единый, компактный узел пуансона, который на резьбе 16 может быть легко и быстро установлен или замещен при эксплуатации роторной линии без демонтажа блока 2. Также просто на резьбе устанавливается или заменяется и матрица 7.
Использование предлагаемой пресс-формы позволит обеспечить надежную работу роторной машины для прессования изделий с резьбой и различного щага и обеспечить дегатацию оформляющей полости.
25
фиг.З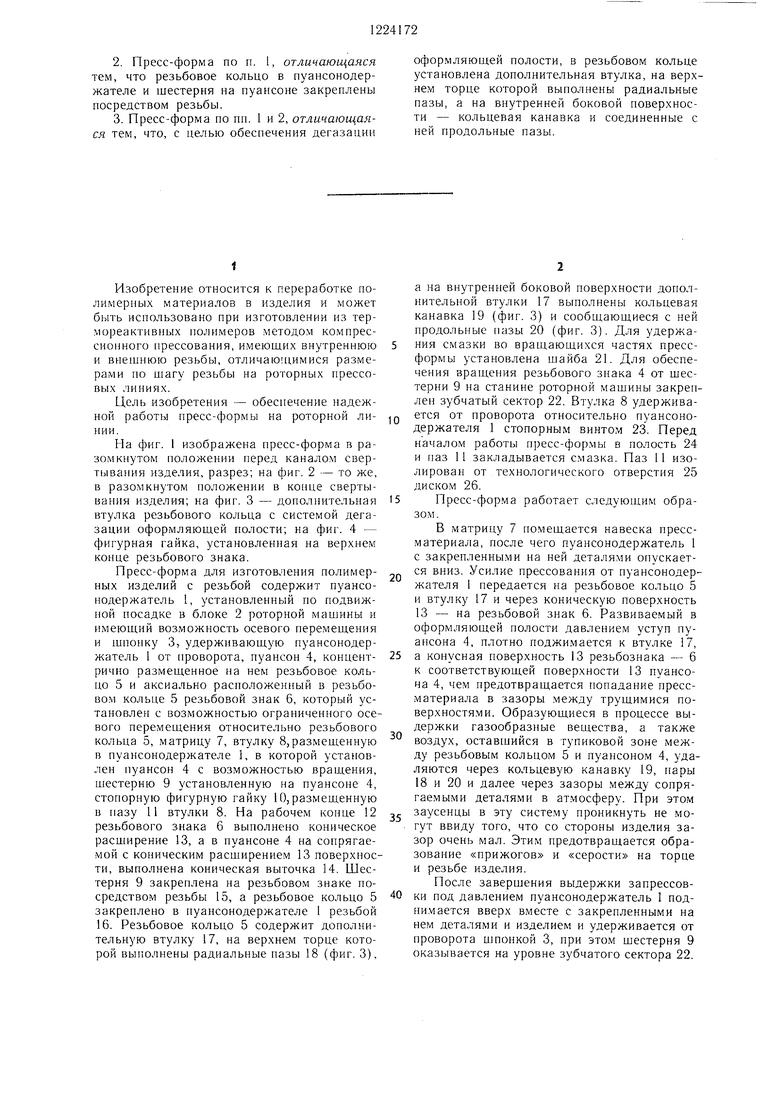
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резьбовых изделий из пластмасс | 1981 |
|
SU956285A1 |
| Литьевая форма для изготовления длинномерных изделий с резьбой | 1986 |
|
SU1361012A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ТЕРМОПЛАСТОВ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1964 |
|
SU216235A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Пресс-форма для изготовления полимерных изделий с резьбой | 1982 |
|
SU1039728A1 |
| Блок литьевого прессования дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835772A1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| Установка для литья под давлением | 1985 |
|
SU1243894A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| Штамп для получения изделия с резьбовым отверстием | 1982 |
|
SU1129005A1 |

Фиг..4
| Пресс-форма для изготовления резьбовых изделий из пластмасс | 1981 |
|
SU956285A1 |
| Солесос | 1922 |
|
SU29A1 |
| Пресс-форма для полимерных изделий с резьбами | 1981 |
|
SU1007996A1 |
| Солесос | 1922 |
|
SU29A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
