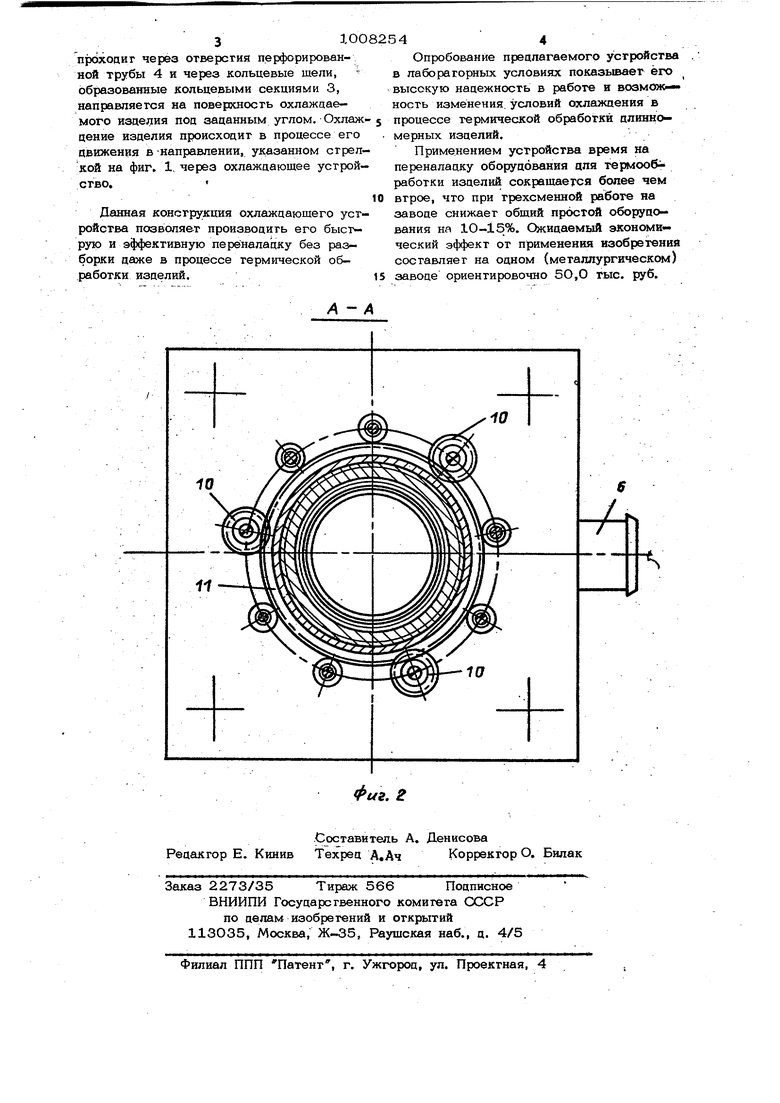
Изобретение огносигся к индукционной термической обработке (закалке, отпуску) длинномерных изделий, наприме прутков, труб. Известно устройство для охлаждения проката, содержащее щелевые сопла, образованные кольцами, при этом одно из колец выполнено с возможностью переме щения l : Недостатком данного устройства явля ется невозможность перемещения его дл регулирования промежуточных щелей, когда они смонти|юваны в одном корпусе, так как закрыт доступ к кольцевым секциям. По основному авт. св. № 85069О известно струйное, охлаждающее устройство для термической обработки движущегося проката, предназначенное для ра номерного охлаждения изделий без вра- щения и состоящее из щелевых кольцевы сопел, установленньрс последовательно друг за другом и образованных кольцевыми секциями, расположенными в едино корпусе с переменным по длине устройства углом наклона к охлаждаемой поверхности и переменным сечением ёну-треннего канала 2J. К недостаткам данного устройства относится невозможность peгvлиpoвки ширины щелей без полной разборки устройства, что понижает производительнос устройства и ухудщает его эксплуатационные характеристики. Цель изобретения - создание устрой- ства для термической обработки изделий обеспечивающего. регулировку шири ны Шелей без его разборки, в том числе и 4 процессе термической обработки при отработке технологии закалки. Поставленная цель заключается в том что в охлаждающем устройстве, состоя,щем из образованных кольцевыми секциями кольцевых щелевых .сопел, распо ложенных друг за другом в едином корпу се с переменным по дгаиве устройства утлом наклона .к охлаждаемой поверхност и переменным сечением внутреннего кан .па, кольцевые секции снабжены механизмами перемещения относительно друг Друга, выполненными в виде регулировоч ных шпилек, закрепленных в секции и проходящих через отверстия в зад ней крышке корпуса, причем принадлежа- , щие к одной секции щпильки связаны между собой и с задней крьщ1кой при по МСШИ зубчатой передачи, а в центре задней крьшши установлена втулка, имею щая возможность перемещения относительно задней крьплки. На фиг. 1 дано охлаждающее устройство, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1. Охлаждающее устройство включает переднюю крьщ1ку 1, задню ю крьпяку 2, . кольцевые секции 3, перфорированную трубу 4, кожух 5, подводящий патрубок 6. Стягивающие шпильки 7 соединяют крьщ1ки 1 и 2 и кожух в единый герметичный корпус, в котором установлены кольцевые секции 3. Каждая из секций 3 снабжена регулирующимищпильками 8, причем последние ввернуты в соответствующие секции на резьбе по три щпильки насекцию. Шпильки 8 через отверстия .в крыщке 2 и упорные втулки 9 выведены на заднюю сторону устройства. На. концах щпилек 8 закреплены щестерки 10, при помощи которых каждые три щпильки 8, закрепленные в соответствующей одной секции 3, связаны со свои(й зубчатым колесом 11. Число зубчатых колес 11 соответствует числу кольцевых секций 3. Они установлены на задней крьщ1ке 2, вращаются независимо друг от друга и являются сателлитами. В центре задней крыщки 2 установлена на резьбе втулка 12. Кольцевые секции 3 установлены в перфорированной : трубе 4 по скользящей посадке, что обеспечивает их соосность и направление при перемещении секций 3 относительно перфорированной трубы 4 вдоль оси устройства. При необходимости регулирования ширины какой-нибудь щели при помощи отвертки поворачивают одну из трех соответствующих регулировочных щпилак 8, при этом зубчатой передачей 10 и 11 начинают вращаться с той. жескоростью и две другие щпильки 8 той же кольцевой секции 3. В результате этого гри щпильки 8 начинают ввинчиваться или вьшинчиваться из секции 3, тем са- |ым перемешая ее вдоль оси устройства и изменяя ширину щелей. Аналогично осуществляется перемещение других секций 3 вдоль оси устройства. Величину последней щели можно изменять и втулкой 12, вворачиваемой или выворачиваемой из крьпыки 2 на резьбе. Указанную регулировку ширины щелей можно проиэк водить как при неработающем устройстве, гак и непосредственно в процессе терг мической обработки изделий при отработке технологии закалки изделий. При работе устройства охлаждающая жидкость подается через патрубок 6,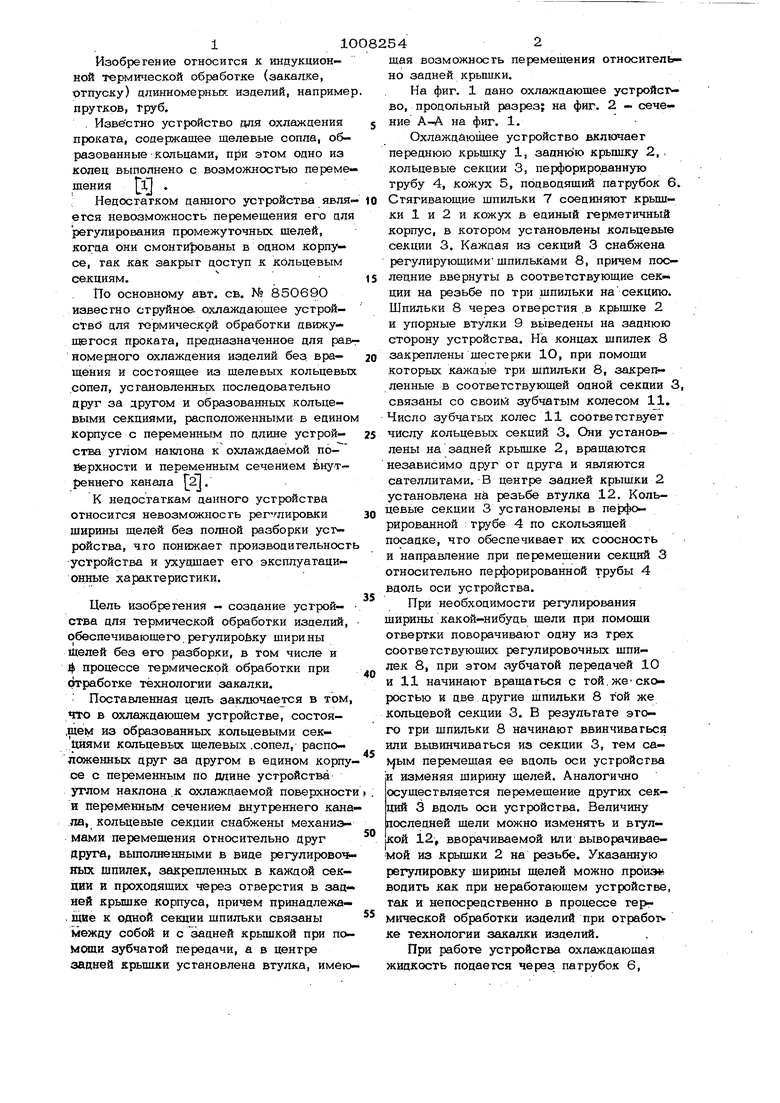
| название | год | авторы | номер документа |
|---|---|---|---|
| Струйное охлаждающее устройство дляТЕРМичЕСКОй ОбРАбОТКи дВижущЕгОСяпРОКАТА | 1979 |
|
SU850690A1 |
| Устройство для охлаждения проката | 1990 |
|
SU1788979A3 |
| Устройство для охлаждения проката | 1989 |
|
SU1657533A1 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| Устройство для закалки труб | 1982 |
|
SU1127295A1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ, ВОДОСБОРНИК И СПРЕЙЕР ДЛЯ ЭТОГО АГРЕГАТА | 1998 |
|
RU2143009C1 |
| Устройство для охлаждения проката | 1986 |
|
SU1360835A1 |
| ЗАКАЛОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2128718C1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1987 |
|
SU1555373A1 |
СТРУЙНОЕ ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДВИЖУЩЕГОСЯ ПРОКАТА по авт. св. № 850690, отпвчаю« щ е е с я тем, что, с целью улучшения эксптхуататюнных харвктерИстиК|оно снабжено механизмом перемещения Кольцевых секций, выполненным в виде persr пирующих шпилек, связешйых с каждой кольцевой секцией резьбовым соеаиненв ем, а между собой - при помощи зубчатой передачи. 19 U10 Фв9.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 0 |
|
SU282379A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Струйное охлаждающее устройство дляТЕРМичЕСКОй ОбРАбОТКи дВижущЕгОСяпРОКАТА | 1979 |
|
SU850690A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| , HeHftelMfttUf Л1ияФнМ HtitJHI | |||
