Известные устройства для изгибания изделий с двумя или несколькими изгибами, S которых применена матрица ло форл1е изделия, огибаемая пуансоном, состоящим из шарнирио соединенных поворотных частей, имеют Недостаток, заключающийся в том, что ими невозможно достигнуть иепрерьгвности процесса, а также невозможно вести явпрерывное изгибание изделий из пружинной стали, так как после каждого очередного изгиба происходит распружннивание изгибаемого ,материала.
Для устранения указанных недостатков В предлагаемом устройстве каждая поворотная часть пуансона снабжена отдельньвм фиксаторОМ. Применение фиксаторов обеспечивает непрерывность прочесса и предупреждает раопружинивание .проволоки или полосы 1после очередного изгиба.
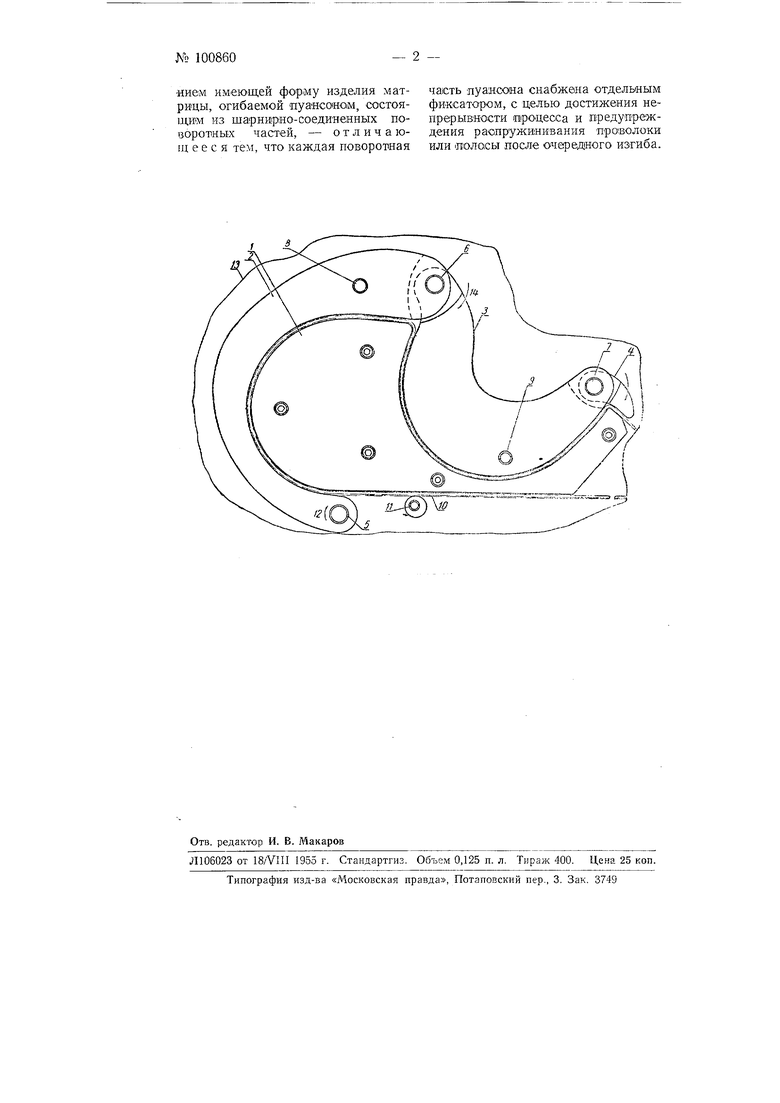
На схематическом чертеже показано предлагаемое устройство для изгибания, например, рамы каркаса сидения а втомобиля.
Предлагаемое устройство состоит из матрицы 1, имеющей форму изделия, и огибающего ее пуансона. Последний выполнен из двух или нескольких (В соответствии с количеством изгибов изделия) рабочих поворотных частей 2, 3 л 4, соединенных щарнирами 5, 5 и 7. Каждая поворотная часть 2, 3 vi4 снабжена своим отдельным фиксатором S и Р.
Заготовка 10 - проволока или полоса - зажимается эксцентриком 11. Рабочая часть 2 пуансона поворачивается по стрелке 12 вокруг щарнира 5 и производит первый изгиб заготовки 10 вокруг матрицы 1. Фиксатор 8 закрепляет рабочую часть 2 пуансона неподвижно относительно матрицы / или станины - плиты 13. После этого поворачивают рабочую часть 3 по 14 вокруг щарнира 6 и производят второй изгИ|б заготовки 10. Вслед за этим срабатьгвает фиксатор 9 и закреп.пяет рабочую часть пуансона.
Рабочая часть 4 пуансона может не иметь фиксатора. После обжима своего участка заготовки она отходит обратно и затем срабатывают последовательно фиксаторы 9 и 6, освобождая рабочие части , которые возвращаются в исходные положения.
Пред-мет изобретения
Устрой ство для изгибания изделий из проволоки или ПОЛОС с двумя или несколькими изгибами с использованием имеющей форму изделия матрицы, огибаемой пуаисоном, состояидам из шарни1р;но-со«диненных поворотных частей, - отличающееся тем, что каждая поворотная
часть луансоиа снабжена отдельным фиксатором, с целью достижения непрерывности (процесса и предупреждения распружинивания проволоки или Пюлосы после очередного изгиба.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических штампованных изделий | 1956 |
|
SU107527A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Устройство для изготовления изгибанием за один ход объемных заготовок | 1960 |
|
SU144711A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| Устройство для изготовления экранов электронно-лучевых трубок | 1975 |
|
SU602480A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Станок для изготовления жестких секций обмоток якорей низковольтных динамо-машин | 1940 |
|
SU72208A1 |
-
