Изобретение относится к обработке металлов давлением, в частности к способам получения промежуточных полуфабрикатов типа сутунки, предназначенной для дальнейшей прокатки.
Известен способ выдавливания, заключающийся в укладке заготовки в контейнер и последующее ее деформирова
ние С 2
Недостатком известного способа является низкое качество получаемых. изделий из-за образования утяжины на выходном конце.
Известен также способ выдавливаний заключающийся в укладке заготовки.в контейнер и в последующем деформироч вании с использованием пластичной ,.прокладки t2l. Способ позволяет получать изделия повышенного качества, однако трудоемкость изготовления его высокая, так как требуется специальное профилирование торца заготовки перед прессованием, .
Целью изобретения является снижение трудоемкости и повышение качества изделий.
Поставленная цель достигается тем что в способе вьздавливания изделий типа сутунки, заключаннцемся в укладке заготов|бги в .контейнер прямоугольного сечения и в последующем деформирова НИИ с и спользование деформирующейся прокладки, заготовку укладыйают цилиндрической поверхностью на матрицу и ведут выдавливание в направлении, перпендикулярном оси заготовки.
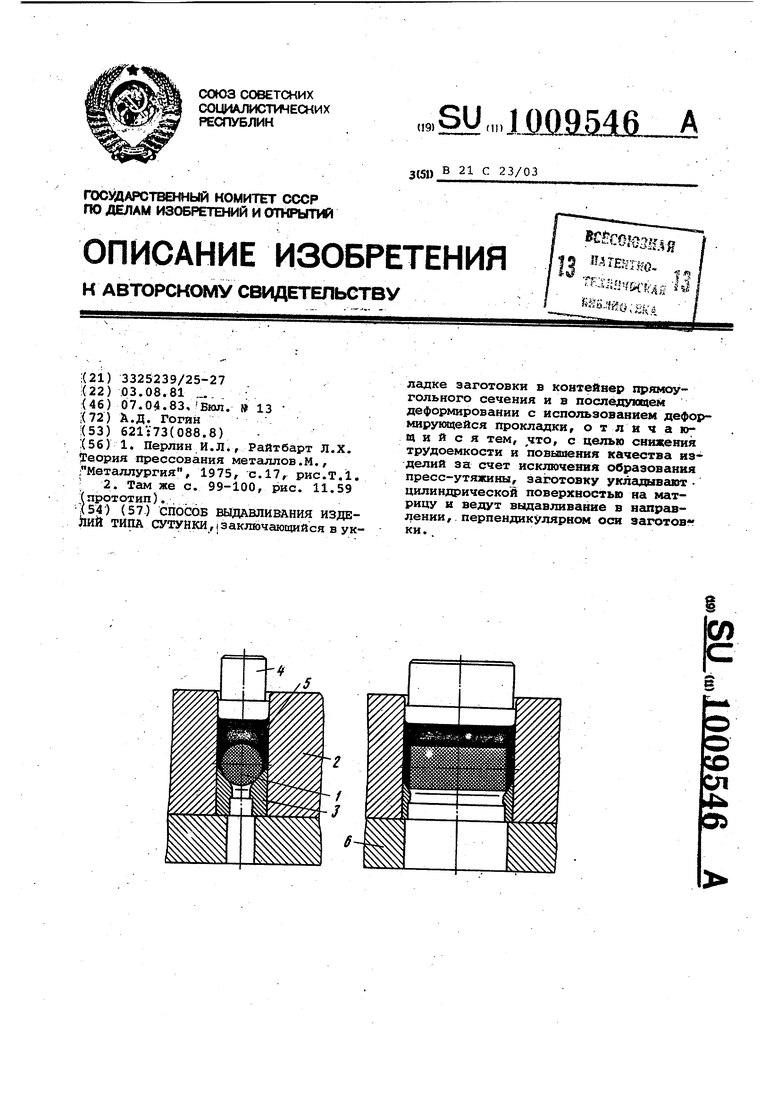
На чертеже приведена схема реализацииуспособа выдавливания изделий типа сутунки.
Круглую заготовку 1 помещают в прямоугольный контейнер 2 своей цилиндрической поверхностью на матрицу 3. С помощью пуансона 4 и прокладки 5 .цилиндрическую заготовку 1, которая может иметь длину как меньшую, так и большую своего диаметра, выдавливают перпендикулярно своей оси через матрицу 3, установленную на подкладной плите 6. Естественная верхняя nof луцилиндрическая поверхность заготовки близка по форме к верхней торцовой
поверхности очага деформации, благог.даря чему выдавленная из матрицы 3 при помощи прокладки 5 сутунка не имеет прессутяжины.
Пример. Цилиндрические заготовки 51 99 мм из ниобия злектрон. получевой плавки с твердостью HVJO 60-90 кг/мм2, помещались в прямоу гольный контейнер 52-100 мм, Ддя предотвращения схватывания материала заготовок с инструментом они были обернуты цинковой лентой толщиной 0,2 мм. В качестве материала прокладки была использована древесина.. Заготовки были выдавлены с прямым истечением перпендикулярно своей продольной оси через каналы матрищ размеры которых были равны 22-100; 13,5-100 4i 11,5-100 мм (коэффициенты вытяжки соответственно были равны 2,36f.3,85 4,5), Выдавленные сутунки имели правильную геометрическую форму без прессутяжин, при этом ширина сутунки В была равна двум диаметрам Д заготовки (TO е. )4
Пример2. Цилиндрические заготовки 0 98- 50 мм из ниобия электроннолучевой плавки помещались в конТейнер размером 52-100 мм и вьлдавливались с использованием прокладки из древесины на сутунки размером мм и 33,5-52ММ (коэффициенты вытяжки соответственно 2 и зГГ при ;этом ширина сутунки В была равна 0,5 диаметра заготовки, а выходной конец ее не имел прессутяжины.
Использование предлагаемого способа выдавливания сутунки дает возможность повысить выход годного за счет ликвидации прессутяжины или снизить затраты за счет устранения дополнительных операций изготовления выходного торца выпуклой формой, а также получать сутунку шириной не только меньшей, но и большей диаметр заготовки.
Предложенный способ получения сутункн может быть использован при выдавливании их из тугоплавких, жаропрочных и других дефицитных и дорогостоящих металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выдавливания фасонных изделий | 1989 |
|
SU1738409A1 |
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СЛИТКА Nb ИЛИ Ta ДЛЯ ФОРМИРОВАНИЯ ДИФФУЗИОННОГО БАРЬЕРА В СВЕРХПРОВОДНИКАХ (ВАРИАНТЫ) | 2004 |
|
RU2285739C2 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Способ пластического структурообразования цилиндрических мерных заготовок | 2017 |
|
RU2657274C1 |
| УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ ЗОННЫМ ВЫДАВЛИВАНИЕМ | 2010 |
|
RU2493929C1 |
| СПОСОБ ТИКСОПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ТИКСОЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ ЕЕ ТВЕРДОЙ ФАЗЫ | 2010 |
|
RU2444412C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления волокон | 1985 |
|
SU1274883A1 |
) СПОСОБ ВЫДАВЛИВАНИЯ ИЗДЕЙИЙ ТИПА СУТУНКИ,(Заклйзчающийся в ук ладке заготовки в контейаер прямоугольного сечения ив последующем деформировании с использованием деформирующейся прокладки, о тли ч а ющ и и с я тем, что, с целью снижения трудоемкости и повышения качества изделий за счет исключения образования пресс-утяжииы, заготовку укладывгиот цилиндрической поверхностью на матрицу и ведут выдавливание в направлении, перпендикулярнс оси заготов ки. со СП 42 Од