ел
Изобретение относится к машиноотроег{ию и преди)значено для механизации и автоматизации сборочных работ при заделке концов рукавов высокого давления неразборной конструкции.
Известно устройство для обжима, содержащее две полуобоймы с радиально расположенными в них кулачками, воздействующими на обжимаемое изделие, и привод перемещения кулачков 1.
Устройство позволяет обжимать трубопроводы с фланцем и некоторые угловые наконечники.
Недостатком устройства является то, что оно не позволяет обрабатывать трубопроводы сложной конфигурации с изгибом более, чем на 90°.
Кроме того, направление обжимных кулачков в радиальных пазах по наружной хвостовой поверхности при достаточном большом количестве кулачков, необходимых для качественного обжатия, ведет к увеличению габаритов.
На сборку и разборку, установку и снятие требуется много времени. Затруднена механизация процесса.
Цель изобретения - расширение технологических возможностей путем обес печения обжатия криволинейных трубопроводов сложной формы и трубопроводов с наконечником, заканчивающимся фланцем, и повышение качества обжатия,
Поставленная цель достигается тем что в устройстве для обжатия муфт, содержащем две полуобоймы с радиально расположенными в них кулачками, воздействующими на полумуфты и привод перемещения кулачков, последний выполнен в виде двух полуматриц, в которых с возможностью радиального перемещения установлены полуобоймы, :и размещенных между рабочими поверх.ностями полуматриц и торцами кулачков полуобойм пружинных полуколец, радиус кривизны которых в свободном состоянии больше радиуса кривизны рабочей поверхности полуматриц.
Каждая полуобойма может быть выполнена в виде двух полудисков, соеди ненных стяжками, служащими Для на--, правления кулачков при их радиальном перемещении и пропущенными через отверстия, выполненные в кулачках.
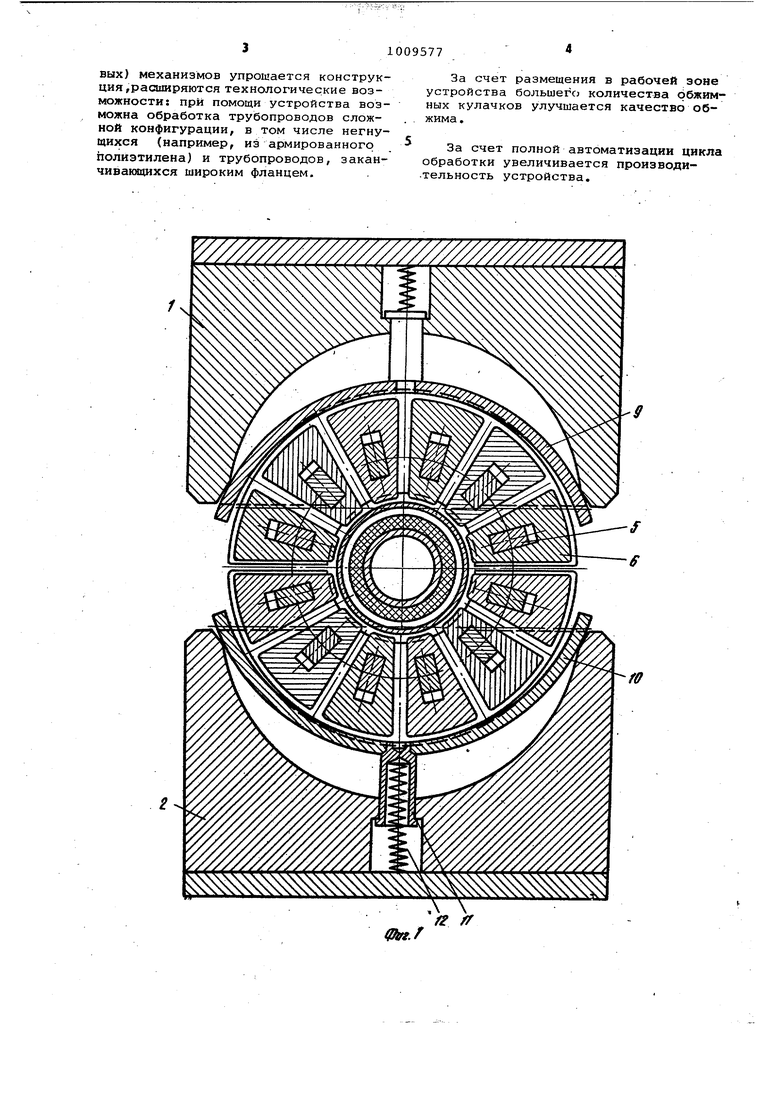
На фиг. 1 изображено предлагаемое устройство в начале рабочего хода; н фиг. 2 - то же, в конце рабочего хода; на фиг. 3 - paapeai А-А на фиг. на фиг. 4, 5, б,- характерные трубопроводы, которые могут быть обработаны с пометдью устройства для обжатия муфт.
Устройство для обжатия муфт состоит из верхней 1 и нижней 2 полуматри
с подвижными полуобоймами. Каждая полуобойма состоит из двух полудисков 3 и 4, которые попарно соединены между собой прямоугольными стяжками 5, расположенньми радиально. Стяжки 5 одновременно служат направляющими для кулачков 6,которые имеют соответствуют щие прямоугольные отверстия. На полуматрицах 1 и 2 закреплены крышки 7 и 8, служащие для направления полуобойм от смещения по оси обжима.
Для предохранения полуобойм от выпадания на полудисках 3 и 4 имеются выступу d , а в крышках 7 и 8 выполнены соответствующие пазы б под выступы. Выступы и пазы одновременно препятствуют произвольному провороту полуобойм относительно оси.
Между полуматрицами 1 и 2 и полуобоймами установлены полукольца 9 и 10, имеющие первоначальный радиус изгиба больший соответствующего радиуса рабочей поверхности полуматрицы 1 и 2. Радиус изгиба может бытъ рассчитан аналитически или определен графически.
Посредине полуколец 9 и 10 зачека нены направляняцие полые штыри Но буртиками. Штыри И предохраняют полукольца 10 от смещения относительно оси. В отверстия штырей 11 вставлены пружины 12 возврата полуколец и пол обойм в исходное положение.
Нижнюю полуматрицу 2 устанавливают и крепят на стол механического или гидравлического пресса. Верхнюю полуматрицу 1 устанавливает и крепят на ползуне пресса.Верхнее положение ползуна регулируют таким образом, чтобы обрабатываемое изделие можно был® уложить между верхней и нижней полуматрицами 1 и 2 по пло.скости разъема.
При ходе ползуна вниз полуматрицы 1,2 сближаются и в первоначальный момент кулачки 6 самоустанавливаются вокруг обжимаемого изделия (см.фиг.) Полукольца 9 и 10 своей серединой опираются на два верхних и два нижних кулачка б, а краями - на крсадки рабочих поверхностей полуматриц 1 и 2. При дальнейшем ходе ползуна вниз кулачки б перемещаются радиально к центру и обжимают муфту.
Пружинные полукольца 9 и 10 ,.за счет своих упругих свойств обеспечивают равномерную передачу усилия на каждый кулачок б и их одновременное равномерное перемещение. Полукольца 9 и 10 в конечном положении полностью охватываюч торцы кулачков б, обеспечивая правильную геометрическую форму обжатой муфты (см. фиг. 2).
При ходе ползуна вверх пружины 12 возвращают детали устройства в исходное положение.
За счет выполнения привода в виде полуцилиндров с пружинными 1 олукольцами взамен обычных конусных (клиновых) механизмов упрощается конструкция,расширяются технологические возможности: при помощи устройства возможна обработка трубопроводов сложной конфигурации, в том числе негнущихся (например, из армированного полиэтилена) и трубопроводов, заканчивакяцихся широким фланцем.
За счет размещения в рабочей зоне устройства большего; количества обжимных кулачков улучшается качество обжима .
За счет полной автоматизации цикла обработки увеличивается производи- тельность устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ МУФТ | 1994 |
|
RU2111818C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ | 1995 |
|
RU2078667C1 |
| Устройство для обжима концовТРубчАТыХ издЕлий | 1979 |
|
SU810344A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБОПРОВОДОВ | 1995 |
|
RU2096154C1 |
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ МУФТ НА КОНЦАХ РУКАВОВ | 1997 |
|
RU2132992C1 |
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ МУФТ НА КОНЦАХ РУКАВОВ | 2000 |
|
RU2185563C2 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Устройство для обжима | 1991 |
|
SU1810715A1 |
| Безманжетное уплотнение штока или вала в гидравлических и пневматических приводах | 2018 |
|
RU2674838C1 |
| Станок для обжима фильтра металлическими кольцами | 1974 |
|
SU504596A1 |



1. УСТРОЙСТВО ДЛЯ ОБЖАТИЯ МУФТ, содержащее две полуобоймы с радиально расположенньлми в них кулачками, воздействующими на полумуфты,и привод перемещения кулачков, о т ли чающее и я тем, что, с целью расширения технологических возможностей и повышения качества обжатия, привод перемещения кулачков выполнен в виде двух полуматриц,в которых с возможностью радиального перемещения установлены полуобоймз1,и размещенных между рабочими поверхностями полуматриц и торцами кулачков полуобойм пружинных полуколец, радиус кривизны которых в свободном состоянии превышают радиус кривизны рабо-, чей поверхности полуматриц. 2. Устройство по п. 1, отличаю щееся тем, что каждая полуобойма выполнена в виде двух полудисков, соединенных стяжками, служащими для направления кулачков | при радиальном перемещении и пропу(Л щенньпии через отверстия, выполненные в кулачках. с
/f
;-/
фиг. I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство подачи деталей двухпозиционного автоматизированного станка | 1986 |
|
SU1397244A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| опублик | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
