Изобретение относится к области обр ботки металпов резанием и может быть использовано на станках, оснащенных токопроводящим рржущйм инструментом. Известен способ определения зоны на ростообразования при резании при {зазли ных скоростях резания, по которому на различных скоростях резания измеряют ЭДС резания, строят график зависимост ЭДС резания от скорости, а за верхнюю границу зоны наростообразования принимают скорость резания, соответствующу максимальному значению производной ЭДС резания по скорости L - 3 Однако известный способ не позволяет определить износ режущей части инструмента., Целью изобретения является расщире ние технологических возможностей. Эта цель достигается тем, что по способу контроля состо$шия режущей кромки инструмента в процессе торцового резания, включающему определение зоны наростообразования путем измерения ЭДС резания и построения графика зависимости ЭДС резания от скорости резания, осуществляют с одинаковыми режимами резания несколько проходов, определяют для них верхние границы зон наростообразования и по смещению упомянутых границ определяют износ режущей кромки инструмента. На чертеже показан график скоростных зависимостей ЭДС резания при резании инструментом с различной степен износа. Обработку заготовки из стали 4 по торцу проводили на токарном станке модели 1К62. Использовали режущую пластину 02114-080408 Т15К6 ГОСТ 19048-73. При этом резцедержатель разворачивали на 20 . Бьшо вьшолнено 18 проходов со следующими режимами резания: S 0,07 мм/об; -fc 0,1 мм. Измене ние износа режущего инструмента по задней поверхности осуществлялось с помощью микроскопа отсчетного типа . МПБ-2. Кривые 1, 2 и 3 скоростных зависимостей ЭДС, резания, показанные на чертеже получены, когда износ режущего инструмента по задней поверхности был равен соответственно hj О bg О,2 и 1i3 0,3 мм. Из полученных зависимостей видно,: что верхняя граница зоны наростообразования по скорости резания при различной степени изисч а режущего инструмента различна. В случае 1Нд Онаростпропадает при скорости резания, больщей V - 17О м/мин, а, при точении с износом tij - 0,2 мм и Нз 0|3 мц. верхние границы зоны наростообразования по скорости резания равны, соответственно V2 138 м/мм и V3 123 м/мин. Таким образом, смещение верхней границы зоны наростообразования может служить мерой износа режущей кромки инструмента. Предлагаемый способ контроля состоя.ния режущей кромки инструмента целесооб разно применять при точной размерной обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля состояния режущего инструмента | 1990 |
|
SU1796348A1 |
| Способ оценки степени деформирования обрабатываемого резанием материала | 1990 |
|
SU1762107A1 |
| Способ определения оптимальной скорости резания | 1985 |
|
SU1268293A1 |
| СПОСОБ ДИАГНОСТИКИ ВОЗНИКНОВЕНИЯ ЗАТОРМОЖЕННОГО СЛОЯ | 1990 |
|
RU2014168C1 |
| Способ определения момента израсходования заданной доли ресурса режущего инструмента в процессе обработки детали | 1987 |
|
SU1718034A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2459193C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 1994 |
|
RU2063307C1 |
| Способ определения зоны наростообразования при резании | 1978 |
|
SU766747A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ТЕРМОЭДС ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ ИНСТРУМЕНТ - ДЕТАЛЬ | 1997 |
|
RU2117557C1 |
СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА в процессе торцового резания, зклкЛаюший определение зоны варостообразования путем измерения ЭДС резания и построения гра4яаса зависголости-ЭДС резания от скорости резания, о-т л и ч а ю щ и и с я тем, что, с целью расцгарення технологических возмозкносч ей, осуществляют с одинаковыми режимами резания несколько проходов, определяют для них верхние границы зон наростообразованйя и по смещению границ определяк)т износ режущей кромки инструмента. (Л СО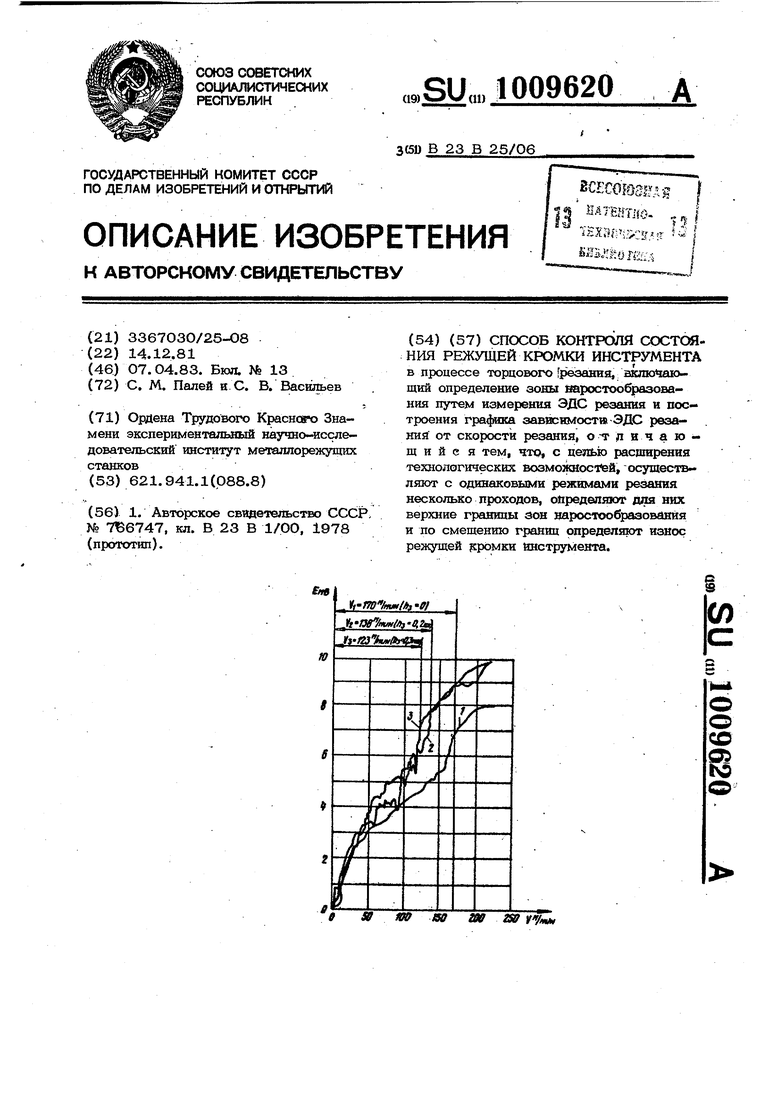
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР, № 7 86747, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
