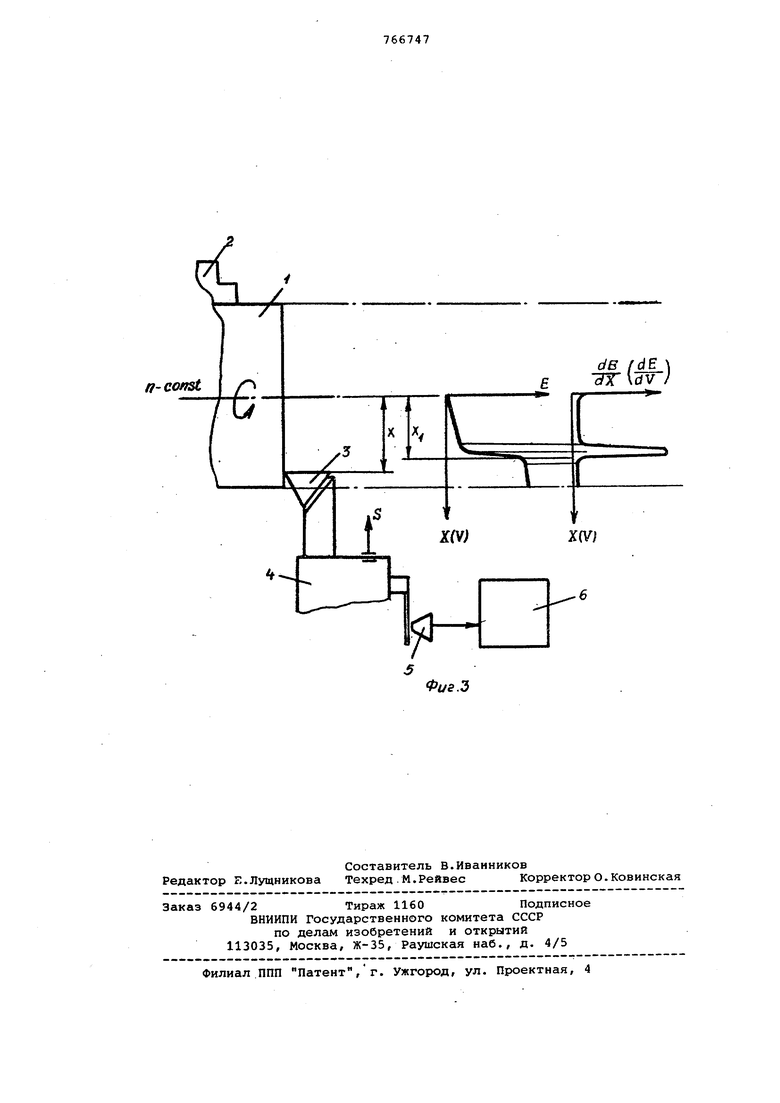
предлагаемого, способа. Обрабатывае мая деталь 1 закреплена в патроне станка, резец 3 установлец на суппорте 4, имеющем датчик 5 обратной связи по координате X,связанной с системой управления станком 6. Во время точения по торцу с постоянной частотой вращения патрона 2 (n-cons и ПОСТОЯННОЙ передачей (S-const) ме ду обрабатываемой деталью 1 и резцо 3 возникает термо-ЭДС, которая регистрируется обычными средствами (на чертеже не показанными). в результате при обточке торца детали 1 от переферии к.центру для каждого значения координаты X с по,мощью дат чика 5 и средств измерения термо-ЭД системой управления 6 регистрируетс некоторое значение термо-ЭДС Е. Схе матично это показано на приведенной кривой Е Е (х) . Одновременно система управления 6 осуществляет непрерывное вычисление производ °й ft . При исчезновении на резце 3 на роста (скорость - V , координата X на фиг. 3) регистрируется резкое падение сигнала Е, что соответствуе в координатах X,Е максимуму производной -д- (или что то же самое тПри этом скорость V является верхней границей зоны наростообразования. Система управления 6 запоминает значение скорости и дальнейшая
f i, - Щ1 обработка ведется вне зоны наростообразования, т.е. при V больше V с соответствукяцим положительным эффектом - улучшением чистоты поверхности и т.д. Следует отметить, что, поскольку в общем случае значение V, для данной пары - обрабатываемая детальинструмент - зависит от подачи S и глубины резания, определение V необходимо вести на рабочих режимах. Формула изобретения Способ определения зоны наростообразования при резании, включающий регистрацию наличия нароста при различных скоростях резания, отличающийся тем, что, с целью повышения эффективно.сти контроля и исключения визуальных наблюдений, на различных скоростях резания измеряют термо-ЭДС, строят график зависимости термо-ЭДС от скорости, а за верхнюю границу зоны наростообразования принимают скорость резания, соответствующую максимальному значению производной термо-ЭДС по скорости. Источники информации, принятые во внимание при экспертизе 1. Бобров В.Ф. Основы теории резания металлов. М., Машиностроение, 1975, с.106-113.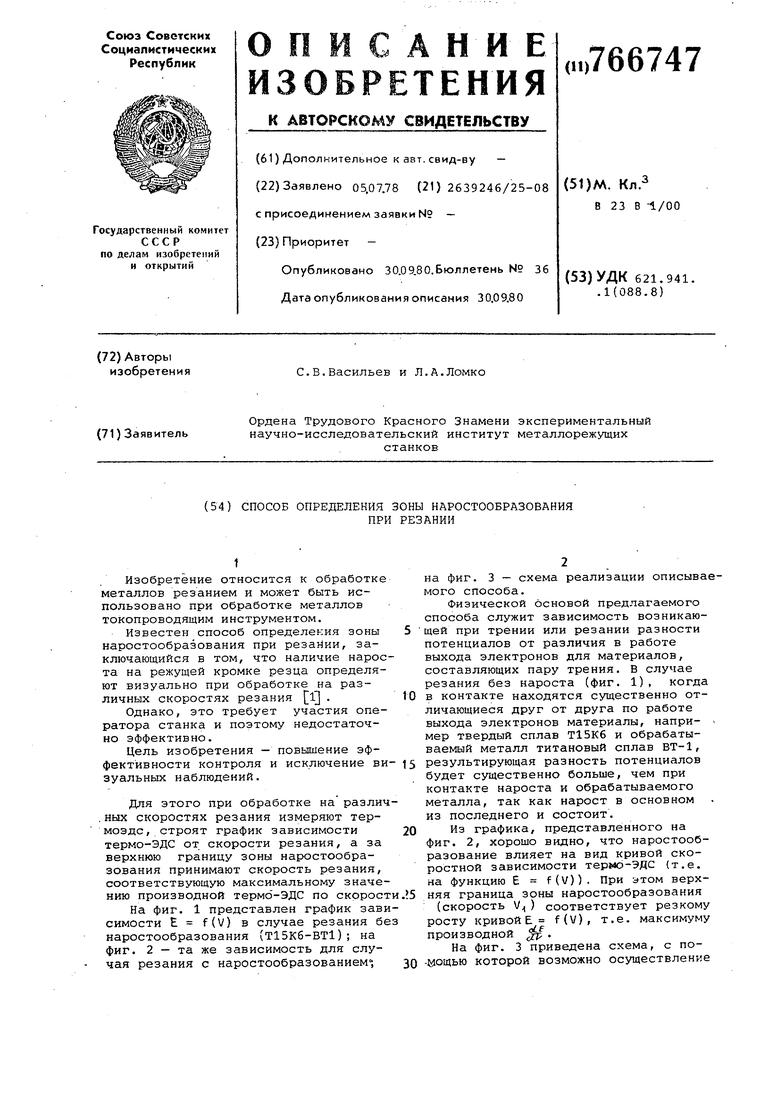
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальных режимов резания для станков с ЧПУ | 2021 |
|
RU2807258C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ТЕРМОЭДС ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ ИНСТРУМЕНТ - ДЕТАЛЬ | 1997 |
|
RU2117557C1 |
| Способ контроля износа режущей кромки инструмента в процессе резания | 1977 |
|
SU753547A1 |
| Способ оценки степени деформирования обрабатываемого резанием материала | 1990 |
|
SU1762107A1 |
| Способ определения скорости резания | 1976 |
|
SU648383A1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 1994 |
|
RU2063307C1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| Способ контроля состояния режущей кромки инструмента | 1981 |
|
SU1009620A1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |
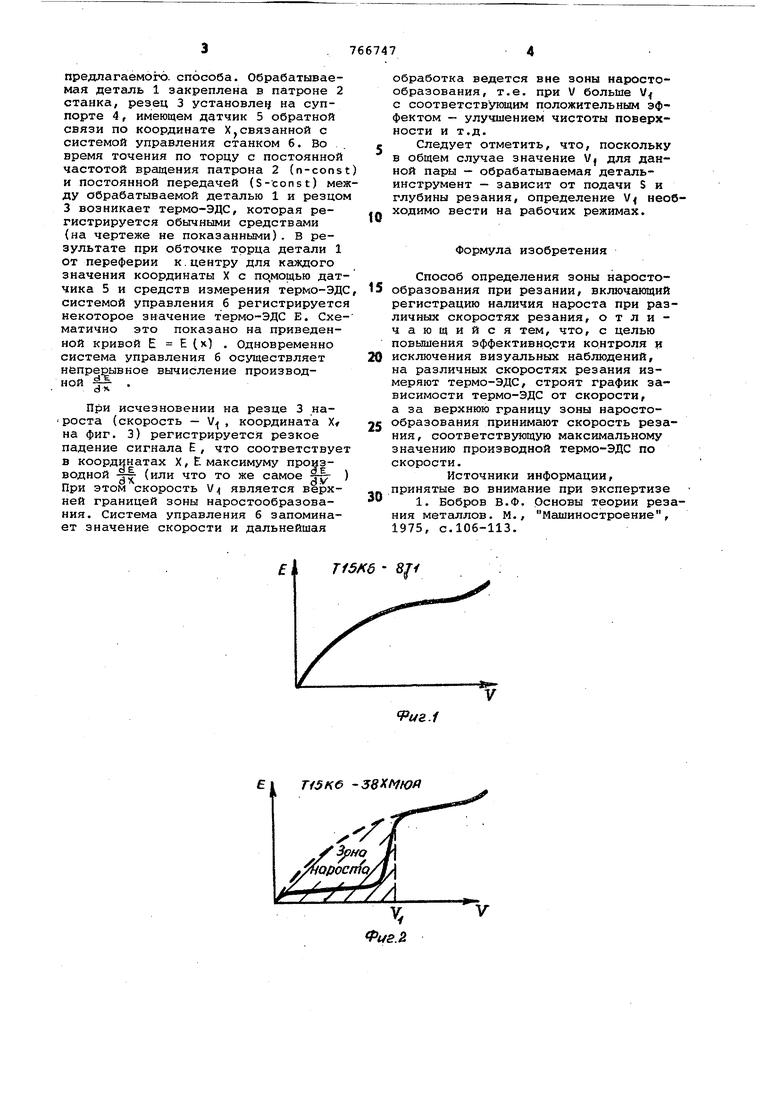
T15KG -ЗВКМЮЙ
ЧЗиг.1 а-const
Фиг.Ъ дБ fAE е I
