Изобретение относится к области обработки металлов резанием и может быть использовано на станках, оснащенных токопроводящим режущим инструментом.
Целью изобретения является расширение области применения, повышение оперативности и чувствительности.
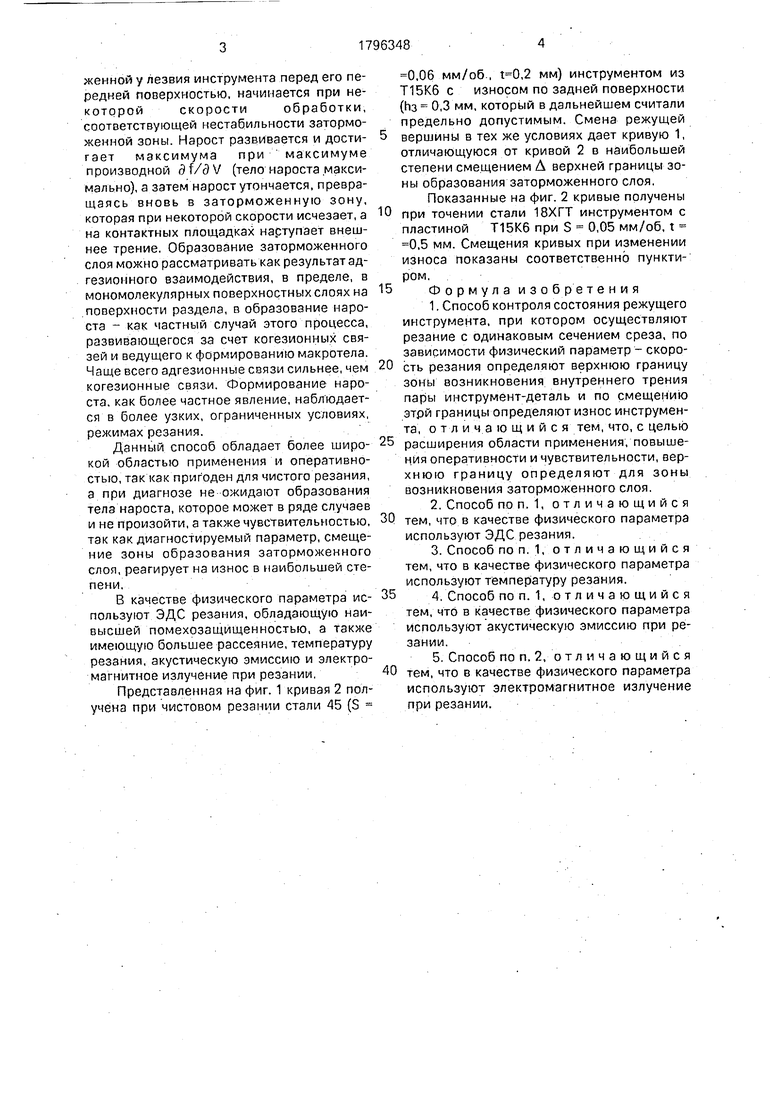
На фиг. 1 представлен график зависимости физического параметра (ЭДС резания) от скорости обработки V, где 1 - зависимость для неизношенного инструмента, 2 -. зависимость для изношенного инструмента, 3 - скоростной диапазон возникновения заторможенного слоя, 4 - верхняя граница зоны возникновения заторможенного слоя. На фиг. 2 приведены графики зависимостей от скорости обработки энергии электромагнитного излучения I, измеренной системой термовидения и представленной в градусах Цельсия, - температуры в по данным пересчета по абсолютно черному гелу (эталону) для неизношенного инструмента 5 и для изношенного инструмента 6, а также зависимости акустического сигнала, выраженного
в долях ускорения свободного падения (в 1/3 октавы со среднеквадратической частотой 31,5 кГц) для неизношенного 7 и изношенного 8 инструментов.
Способ осуществляют следующим образом.
Сначала устанавливают зависимость 1, например при точении по торцу, физического параметра f от скорости резания: V - для неизношенного инструмента. Указанная зависимость отражает изменение состояния зоны внутреннего трения, всегда присутствующей на участке пластического контакта режущего клина с заготовкой. По соответствующему перегибу 4 данной зависимости определяют верхнюю границу зоны возникновения заторможенного слоя. В дальнейшем, зная характер участка кривой f(V), относящегося к верхней скоростной границе образования заторможенного слоя, по смещению А этой границы судят об износе инструмента.
Формирование тела нароста клиновидной области материала заготовки, располосо
С
х| ю о
СлЗ
ш
женной у лезвия инструмента перед его передней поверхностью, начинается при некоторой скорости обработки, соответствующей нестабильности заторможенной зоны. Нарост развивается и достигает максимума при максимуме п роизводной В f/d V (тело нароста .максимально), а затем нарост утончается, превращаясь вновь в заторможенную зону, которая при некоторой скорости исчезает, а на контактных площадках нартупает внешнее трение. Образование заторможенного слоя можно рассматривать как результат ад- гезиоиного взаимодействия, в пределе, в мономолекулярных поверхностных слоях на .поверхности раздела, в образование нароста - как частный случай этого процесса, развивающегося за счет когезионных связей и ведущего к формированию макротела. Чаще всего адгезионные связи сильнее, чем когезионные связи. Формирование нароста, как более частное явление, наблюдается в более узких, ограниченных условиях, режимах резания.
Данный способ обладает более широкой областью применения и оперативностью, так как пригоден для чистого резания, а при диагнозе не ожидают образования тела нароста, которое может в ряде случаев и не произойти, а также чувствительностью, так как диагностируемый параметр, смещение зоны образования заторможенного слоя, реагирует на износ в наибольшей степени,
В качестве физического параметра используют ЭДС резания, обладающую наивысшей помехозащищенностью, а также имеющую большее рассеяние, температуру резания, акустическую эмиссию и электромагнитное излучение при резании,
Представленная на фиг. 1 кривая 2 получена при чистовом резании стали 45 (S
0,06 мм/об , ,2 мм) инструментом из Т15К6 с износом по задней поверхности (пз 0,3 мм, который в дальнейшем считали предельно допустимым. Смена режущей
вершины в тех же условиях дает кривую 1, отличающуюся от кривой 2 в наибольшей степени смещением А верхней границы зоны образования заторможенного слоя, Показанные на фиг. 2 кривые получены
при точении стали 18ХГТ инструментом с пластиной Т15К6 при S 0,05 мм/об, t 0,5 мм. Смещения кривых при изменении износа показаны соответственно пунктиром.
Ф о р м у л а и з о б р е те н и я
1. Способ контроля состояния режущего инструмента, при котором осуществляют резание с одинаковым сечением среза, по зависимости физический параметр - скорость резания определяют верхнюю границу зоны возникновения внутреннего трения пары инструмент-деталь и по смещению этрй границы определяют износ инструмента, о т л и ч а ю щ и и с я тем, что, с целью
расширения области применения, повышения оперативности и чувствительности, вер- хнюю границу определяют для зоны возникновения заторможенного слоя.
2. Способ по п. 1, отличающийся тем, что в качестве физического параметра используют ЭДС резания.
3. Способ по п. 1, отличающийся тем, что в качестве физического параметра используют температуру резания.
4. Способ по п. 1, о т л и ч а ю щи и с я тем, что в качестве физического параметра используют акустическую эмиссию при резании.
5. Способ по п. 2, о т л и ч а ю щ и и с я
тем, что в качестве физического параметра используют электромагнитное излучение при резании.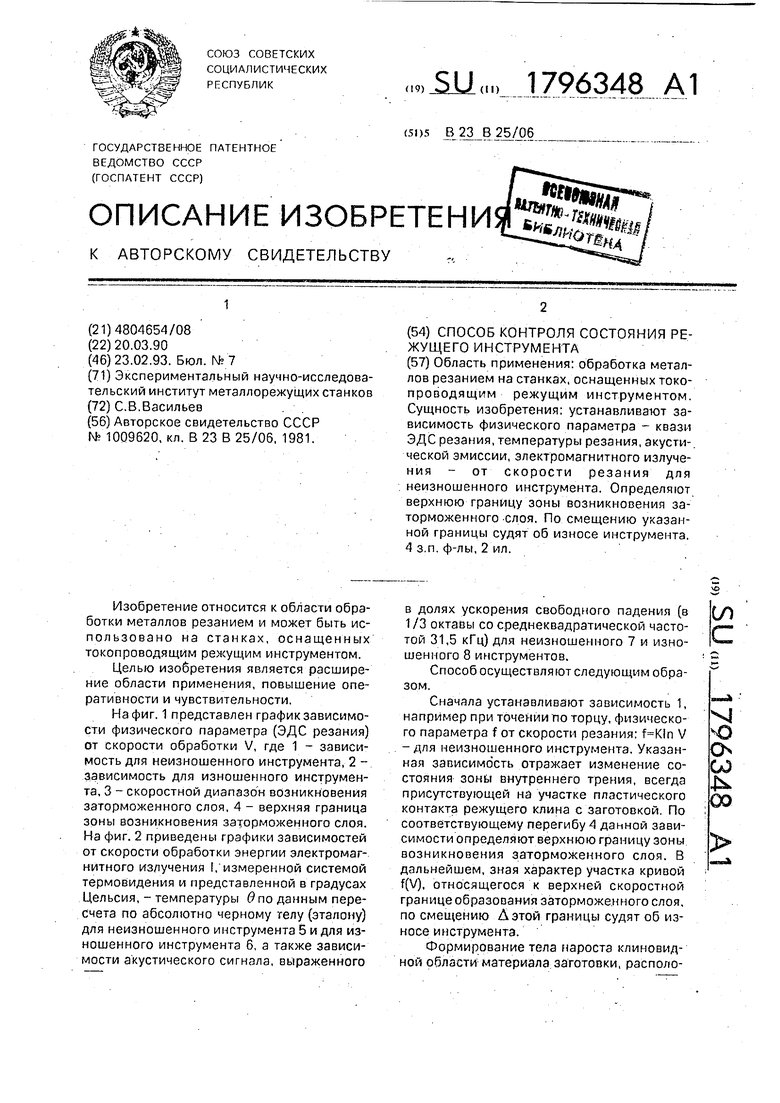
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ ВОЗНИКНОВЕНИЯ ЗАТОРМОЖЕННОГО СЛОЯ | 1990 |
|
RU2014168C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТОЙЧИВОСТИ РЕЗАНИЯ | 1990 |
|
RU2014167C1 |
| Способ определения оптимальной скорости резания | 1985 |
|
SU1268293A1 |
| Способ определения износа режущего инструмента | 1988 |
|
SU1714458A1 |
| Способ оценки степени деформирования обрабатываемого резанием материала | 1990 |
|
SU1762107A1 |
| Способ контроля состояния режущей кромки инструмента | 1981 |
|
SU1009620A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2370750C1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1990 |
|
SU1707997A1 |
| Способ повышения чистоты поверхности обрабатываемых металлических изделий | 2019 |
|
RU2740584C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТНЫХ ПАРАМЕТРОВ РЕЖУЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2298454C1 |
Область применения: обработка металлов резанием на станках, оснащенных токо- проводящим режущим инструментом. Сущность изобретения: устанавливают зависимость физического параметра - квази ЭДС резания, температуры резания, акусти-. ческой эмиссии, электромагнитного излучения - от скорости резания для неизношенного инструмента. Определяют верхнюю границу зоны возникновения заторможенного -слоя. По смещению указанной границы судят об износе инструмента, 4 з.п. ф-лы, 2 ил.
| Способ контроля состояния режущей кромки инструмента | 1981 |
|
SU1009620A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
