(Л
СО Од
со VI Изобретение относится к области -об работ1си материалов резанием, а именно , к устройствам для закрепления тонкост ных кольцевых деталей на металлорежу ших станках. Известно устройство для закрепления тонкостенных кольцевых деталей, с разрезом, содержащее оправку из магнитного материала и катушку электромагнита 1 . . . В таком устройстве недостаточно надежно закреплены детали из-за того, что не обеспечивается беззазорное базирование тонкостенных колец по всей юс внутренней поверхности. Целью изобретения является повышение надежности закрепления деталей. Эта цель достигается тем, что в устройстве, содержащем оправку и ка- . тушку электромагнита, оправка выполнена из двух частей с отверстиями и фасками по внутренним тортам, в которых размещейа цилиндрическая вставка из немагнитного материала, имеющая ф -об разную форму в продольном сечении. Эта обеспечивает при закреплении беззазорное прилегание обрабатываемых деталей к оправке по всей их базовой поверхности, что повышает надежносТЬ ivi зажима и точность обработки. На фнг. 1 изображено устройство, продольный разрез; на фиг. 2 .. разрез А-А на фиг. 1. Устройство содержит оправку 1 из . магнитного материала с опорным торцом 2, состоящую из двух частей жестко связанных собой посредством цилиндрической немагнитной вставки 3, образующей кольцевой магнитный зазор., Оправка 1 расположена с возможностью вращения в отверстии охватьгоающей ее катушки электромагнита 4 и установлена на статочных центрах 5. Катушка электромагнита 4 неподвижно установлена на станине станка (на черт, не показан). В каждой части оправки 1 со стороны внутреннего торца выполнено отверстие 6 с фаской 7, в которое вставляется вставка 3. Работает устройство следуклцим образом. Обрабатьюаемую деталь 8 устанавливают на оправку 1 с упором на опорный торец 2. Подается ток, питающий катушку электромагнита, при этом обрабатываемая деталь 8 плотно притягивается к базовой поверхности оправки 1 магнитным потоком в кольцевом зазоре. При включении станка к детали 8, получающей вращение относительно оси оправки 1, подводится-обрабатьюающий инструмент, например шлифовальный круг, резец (на черт, не показаны). По окончании обработки инструмент отводится, оправка 1 останавливается и прекращается подача тока, .питающего катушку электромагнита 4. Обработанная деталь 8 легко и бьютро сггимается. Предложенное устройство позволяет получить детали высокой точности и снизить вспомагательное время на установку, закрепления и снятия деталей.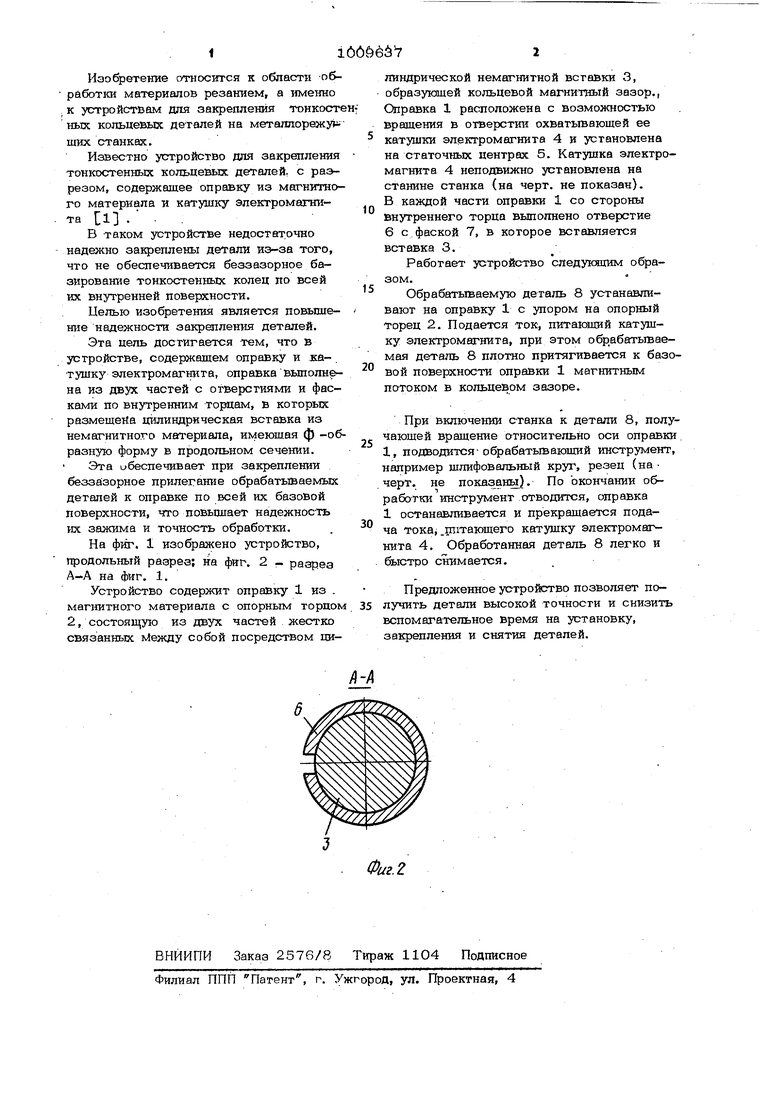
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1140888A1 |
| Устройство для наклепывания внутренних поверхностей деталей | 1972 |
|
SU446403A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1140887A1 |
| Установка для чистовой обработки ферропорошками в магнитном поле | 1976 |
|
SU663565A1 |
| МАГНИТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ | 1968 |
|
SU217991A1 |
| Устройство для базирования деталей | 1976 |
|
SU680817A2 |
| {"^"^СЕСОЮЗНАЯ^5-" A;i';'U:v5-\MhiАвторыоборудования | 1973 |
|
SU388846A1 |
| Электромагнитный замок | 2021 |
|
RU2757432C1 |
| Устройство для закрепления тонкостенных деталей с разрезом | 1985 |
|
SU1258631A1 |
| КЛАПАННАЯ ФОРСУНКА ДЛЯ ВПРЫСКИВАНИЯ ТОПЛИВА | 1997 |
|
RU2193685C2 |
УСТРОЙСТВО ДЛЯ ЗАКРЕП ЛЕНИЯ ТОНКОСТЕННЫХ-КОЛЫШВЫХ ДЕТАЛЕЙ С РАЗРЕЗОМ, содержащее оправку из магнитного материала и катушку электромагнита, от.лйчающ е е с я тем, что, с цепью повышения надежности закрепления деталей, оправка вьшолнена из двух частей с атверстшми и фасками по внутренним торнам, в размещена введённая в устройство цилиндрическая вставка из немагнитного материала, имекядая ф -офазную форму в продольном сечении.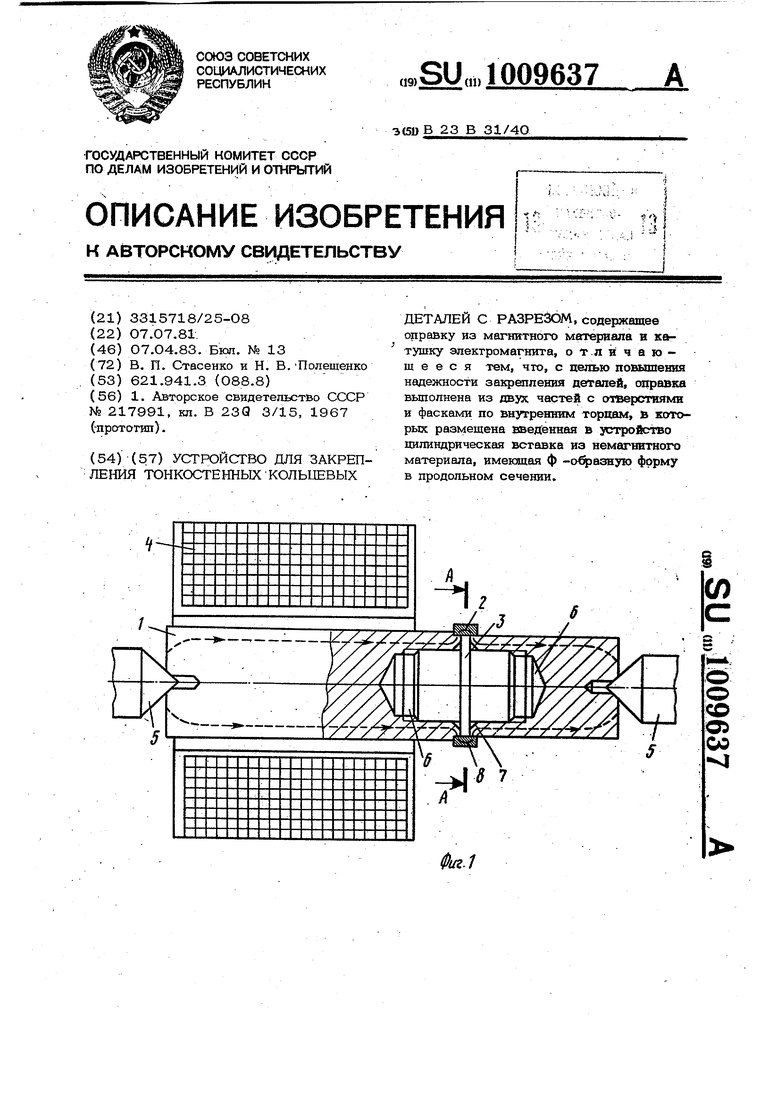
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МАГНИТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ | 0 |
|
SU217991A1 |
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
