/#
00
эо
/ I Фиг.1
Изобретение относится к технологии машиностроения и может быть использовано для механической обработки тенкостенных деталей.
Известно устройство для обработки , тонкостенных деталей, содержа цее переднюю и заднюю бабки, зажимное приспособление, оправку с разжимными элементами, установленными с возможностью вращения fU.Ю
Недостатками известного устройства являются сложность конструкции и низкая точность обработки.
Цель изобретения - упрощение конструкции и поньшение точности ,5 обработки.
Поставленная цель достигается тем, что устройство для обработки тонкостенных цилиндрических деталей, содержащее планшайбу с приводом 20 вращения и установленную между планшайбой и задней бабкой оправку, снабжено цилиндром, выполненным упругогибкм из свернутой в спираль ферромагнитной ленты, заключенной в обо- 25 лочку из немагнитно-го материала, установленным с возможностью вращения на оправке и кинематически связанным с планшайбой, и введенными в
устройство и закрепленными на оправ- ... ке электромагнитами,-оси сердечников
которых расположены перпендикулярно направлению радиальной составляющей силы резания, при этом сама оправка выполнена из немагнитного материала и закреплена в задней бабке. 35
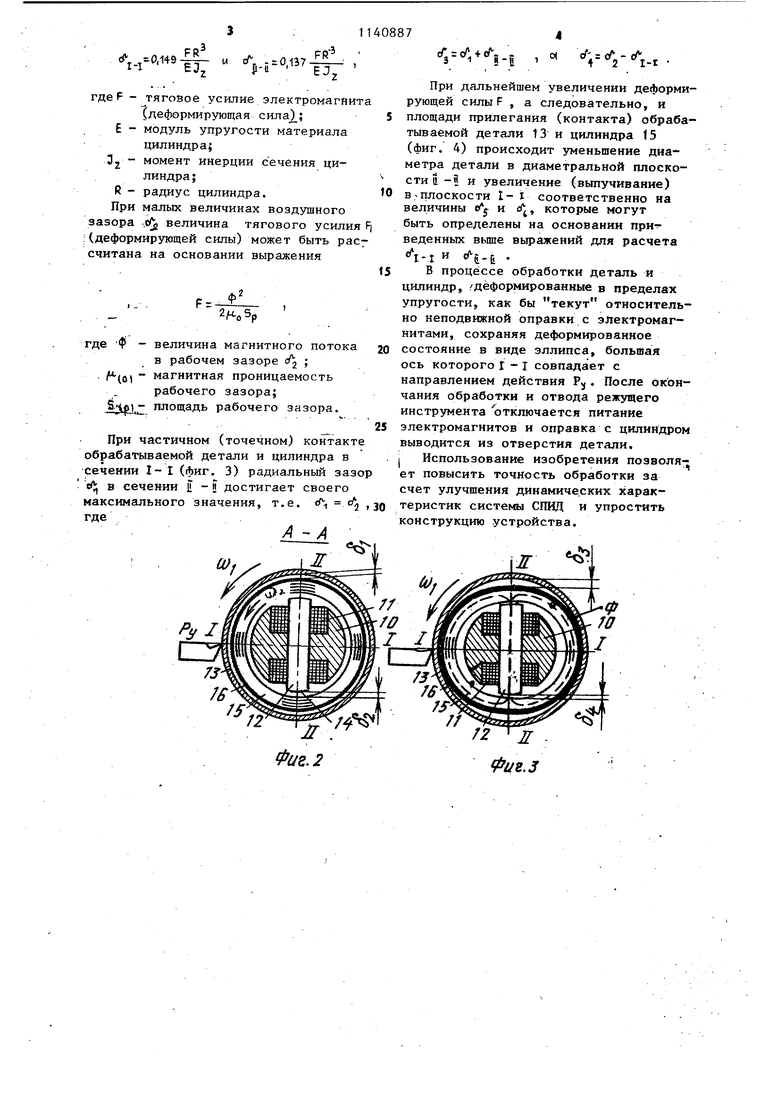
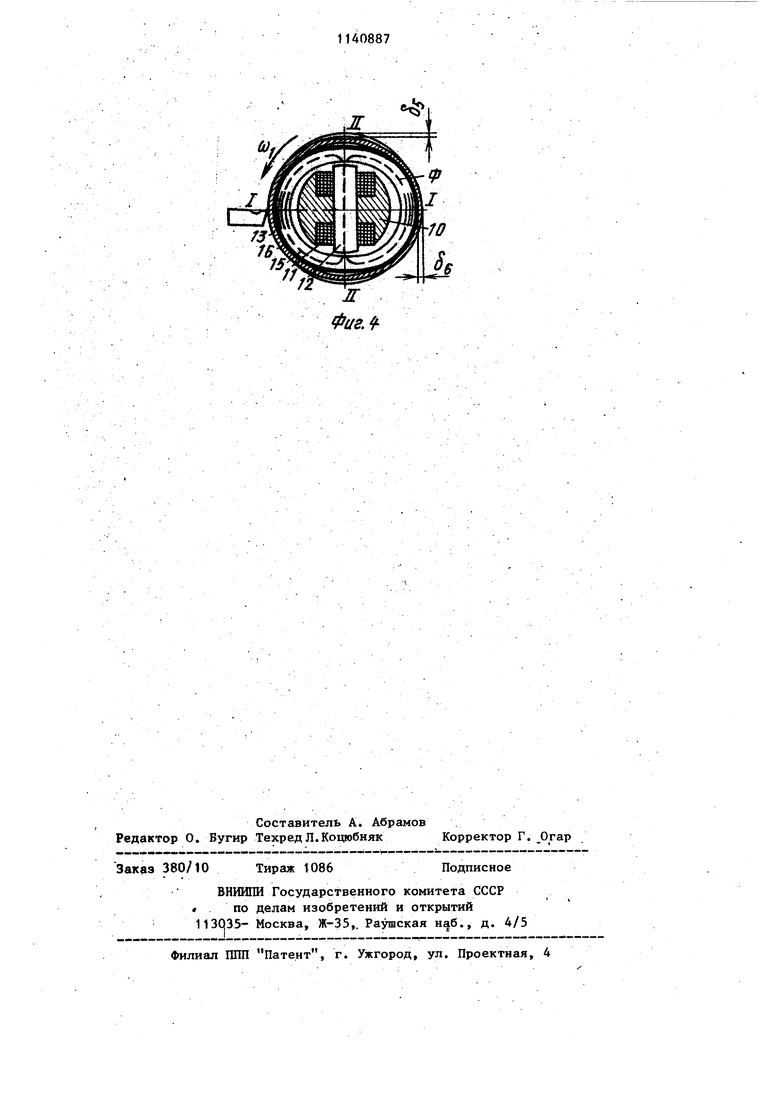
На фиг. 1 схематически изобраено предлагаемое устройство, общий вид; на «Jwr. 2 - сечение А-А на фиг. 1J на фиг. 3 и 4 - стадии контакта упругогибкого элемента с обрабатываемой деталью.
Устройство (фиг. 1) содержит установленное в передней бабке станка зернистое приспособление 1, которое связано зубчат1 1и копесамя 2-5 и валом 6 со втулкой 7, установленной с помощью пода1ипников 8 и неподвижно закрепленной в задней бабке 9 оправке 10 из немагнитного материала, несущей размещенные с одинаковым осевым шагом электромагниты 11, оси сердечников 12 которых перпендикулярны направлению действия радиальной составляющей силы резания Р, , т.е. плоскости I-I (фиг. 2), и совпадают с 55 вертикальной диаметральной плоскостью О -и обрабатываемой детали 13. Полюсные наконечники J . сердечников
расположены с зазором cf относительн упругогибкого цилиндра 15, закрепленного на втулке 7 и выполненного из тонкой ферромагнитной ленты, -спирально свернутой, толщиной ,025 мм заключенной в оболочку 16 из немагнитного материала, например, фосфористой бронзы, препятствующей распространению магнитного потока на обрабатываемые ферромагнитные детали.
Принцип функционирования устройства состоит в следукицем.
Обрабатываемую деталь 13 (фиг. 1 и 2), например полый ротор электрической машины, закрепляют в зажимном приспособлении, например трехкулачковом патроне 1. Перемещением задней бабки 9 или ее пиноли внутрь детали вводят с равномерным радиальным зазором упругогибкий цилиндр 15 с оправкой 10, несущей электромагниты 11. Включают станок, обеспечивая вращение В|0дном направлении и с одинаковой угловой скоростью ul, ссо детали 13 и цилиндра 15 относительно неподвижной оправки tO, Затем запитывая электромагниты 11, создают магнитный поток Ф (фиг. 3), за еякаюпшйся через цилиндр 15 и создаювдай в свою очередь силу, деформирующую
ли его по направлению к центру оправка в диаметральной плоскости й-й , перпендикулярной диаметральной плоскости 1-1, совпадающей с направлением действия Р, . В результате деформации в сечении 1-1 происходит выпучивание цилиндра 15 до контакта с внутренней поверхностью обрабатываемой детали 13. Таким образом, в процессе обработки действие радиальной составляющей силы резания Р воспринимается не только одной деталью, а еще и цилиндром 15, что способствует уменьшению локальных (местных) прогибов детали. Увеличивая магнитный поток и тем самым увеличивая деформацию упругогибкого- цилиндра в сечениях 1-1 и н - увеличивают площадь прилегания обрабатываемой детали и цилиндра, как это показано на фиг. 4, что приводит к возраста- . нию жесткости системы деталь-приспособление.
..
Величины деформации детали и сЛ-.ц соответственно в диаметральных сечениях 1-1 и «-« могут быть определены на основании известных вьфажений
-
-ii H37
ЕЛ, гдеF - тяговое усилие электромагй (деформирующая сила} ; Е - модуль упругости материала цилиндра} 2 момент инерции стечения цилиндра;R - радиус цилиндра. При малых величинах воздушного зазора :tfj величина тягового усил ;(деформирующей силы) может быть р считана на основании выражения где Ф - величина магнитного поток в рабочем зазоре Л, ; , f(u магнитная проницаемость рабочего зазора; площадь рабочего зазора. При частичном (точечном) конта обрабатываемой детали и цилиндра сечении 1-1 (фиг. 3) радиальньй з eJj в еечении il - 2 достигает своег максимального значения, т.е. V где А -А
°.
(X При дальнейшем увеличении деформирующей силыF , а следовательно, и площади прилегания (контакта) обрабатываемой детали 13 и цилиндра 15 (фиг. 4) происходит уменьшение диаметра детали в диаметральной плоскости ij -и и увеличение (выпучивание) в плоскости I- I соответственно на величины cAj и с(, которые могут быть определены на основании при-:веденных вьше выражений для расчета I-t и В процессе обработки деталь и цилиндр, /деформированные в пределах упругости, как бы текут относительно неподвижной оправки с электромагнитами, сохраняя деформированное состояние в виде эллипса, большая ось которого Г - I совпадает с направлением действия P,j. После окончания обработки и отвода режущего инструмента отключается питание электромагнитов и оправка с цилиндром выводится из отверстия детали. I Использование изобретения позволяет повысить точность обработки за счет улучшения динамических характеристик системы СПИД и упростить конструкцию устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1140888A1 |
| Устройство для базирования и закрепления нежестких деталей на магнитной плите | 1982 |
|
SU1060396A1 |
| Способ обработки тонкостенных цилиндрических деталей | 1983 |
|
SU1152711A1 |
| Устройство для базирования и вращения деталей типа колец | 1975 |
|
SU618263A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1981 |
|
SU986602A1 |
| Устройство для обработки тонкостенных цилиндров | 1987 |
|
SU1563843A1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113973C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Устройство для магнитно-абразивной обработки | 1985 |
|
SU1315257A1 |
| Устройство для центробежного литья | 1979 |
|
SU839672A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, Содержащей планшайбу с приводом вращения и установленную между планшайбой и задней бабкой оправку, отличаю щ е е .с я тем, что, с целью повышения точности обработки и зшрощения его конструкции, оно снабжено цилиндром, выполненньм упругогибким из свернутой в спираль ферромагнитной ленты, заключенной в оболочку из немагнитного материала, установленным с возможностью вращения на оправке и кинематически связанньм с планшайбой, :и введеиньми в устройсФво и закрепленными на оправке электромагнитами, ;оси сердечникод; которых расположены перпендикулярно направлению радиальной составляющей силы резания, при этом оправка выполнена из немагнитного материала и закреплена в задней бабке.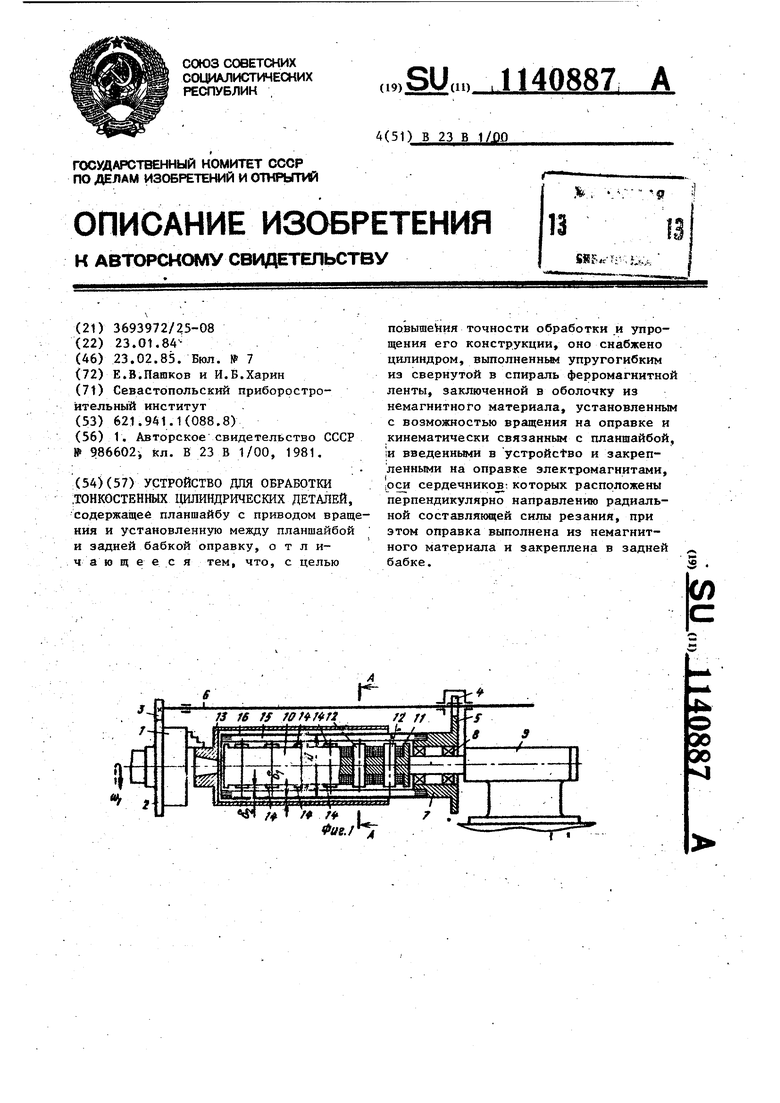
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1981 |
|
SU986602A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
