1
Изобретение относится к области сварки, преимуш,ественно сварки плавлением, и может быть использовано при различных способах электродугой сварки для подачи сварочного электрода.
Известно устройство для подачи сварочной проволоки, содержаш.ее смонтированные на станине подающие ролики, связанные с приводом вращения вокруг своей оси 1.
Однако это устройство не позволяет вращать сварочную проволоку вокруг собственной оси одновременно с ее подачей.
Целью изобретения является обеспечение вращения сварочной проволоки вокруг своей оси одновременно с ее перемещением для уменьшения разбрызгивания электродного металла при сварке.
Эта цель достигается тем, что устройство снабжено смонтированной на станине с возможностью вращения в плоскости, перпендикулярной направлению подачи проволоки, платформой, несущей подающие ролики и кинематически связанной с приводом вращения последних.
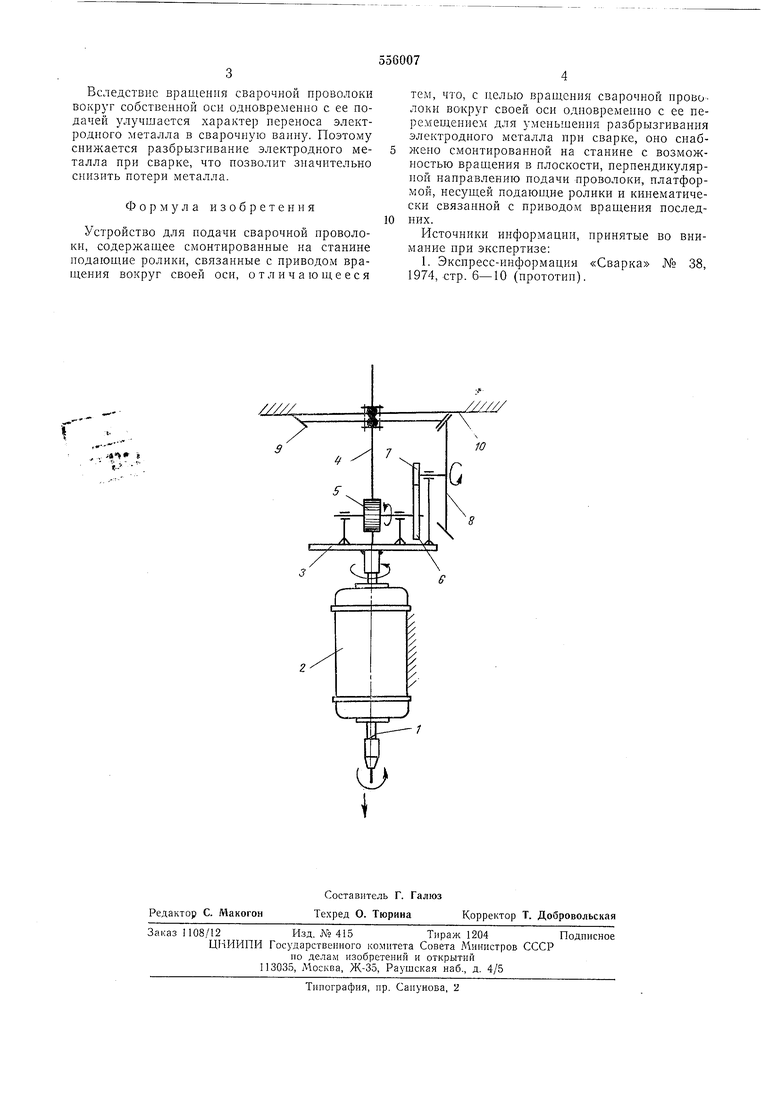
На чертеже схематически изображено устройство для подачи сварочной проволоки.
Иа пустотелом валу 1 электродвигателя 2 постоянного тока закреплена платформа 3 со смонтированными на ней механизмом подачи сварочной проволоки 4, состоящим из подающих роликов 5 с накаткой, на одном валу с которыми находится цилиндрическая шестерня 6, которая входит в зацепление с щестерней 7, сидящей па одном валу с конической шестерней 8. Шестерня 8 обкатывает неподвижную коническую шестерню 9, закрепленную неподвижно на основании 10 устройства для подачи сварочной проволоки.
Устройство работает следующим образом.
При подключении электродвигателя 2 к сети вращается платформа 3, одновременно начинает вращаться шестерня 8, обкатывая закрепленную иенодвижно на основании 10 шестерню 9. Вращение от нее передается через прямозубую цилиндрическую пару 6 и 7 на подающие ролики 5. Последние вращаются вокруг собственной оси и одновременно вокруг оси сварочной проволоки при вращении
платформы 3. Поэтому сварочная проволока 4, зажатая двумя роликами 5 и подающаяся через пустотелый вал 1 электродвигателя, будет вращаться вокруг собственной оси одновременно с нодачей.
Регулирование числа оборотов сварочной проволоки осуществляется изменением числа оборотов вала электродвигателя, а соотношение между скоростью подачи проволоки и числом оборотов ее вращения задается сменными щестернями 6 и 7.
Вследствие вращения сварочной проволоки вокруг собственной оси одновременно с ее подачей улучшается характер нереноса электродного металла в сварочную ванну. Поэтому снил ается разбрызгивание электродного металла прн сварке, что позволит значительно снизить потери металла.
Формула изобретения
Устройство для подачи сварочной проволоки, содержащее смонтированные на станине подающие ролики, связанные с приводом вращения вокруг своей оси, отличающееся
TejM, что, с целью враидения сварочной нроволоки вокруг своей оси одновременно с ее перемещением для уменьшения разбрызгивания электродного металла при сварке, оно снабжено смонтированной на станине с возможностью вращения в плоскости, перпендикулярной направлению подачи проволоки, платформой, несущей подающие ролики и кинематически связанной с приводом вращения последних.
Источники информации, принятые во внимание при экспертизе:
1. Экспресс-информация «Сварка № 38, 1974, стр. 6-10 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1981 |
|
SU1009668A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство Лебедева для подачи электродной проволоки | 1990 |
|
SU1722732A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1971 |
|
SU311690A1 |
| Устройство для разматывания проволоки из ферромагнитного материала | 1983 |
|
SU1129041A1 |
| Устройство для подачи электродной проволоки | 1990 |
|
SU1794002A3 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ШВОВ | 1968 |
|
SU211710A1 |
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ И ПОДАЧИ СВАРОЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2422256C2 |
| Устройство для сварки кольцевых швов | 1977 |
|
SU637216A1 |
/////
« S
.
