со о
00
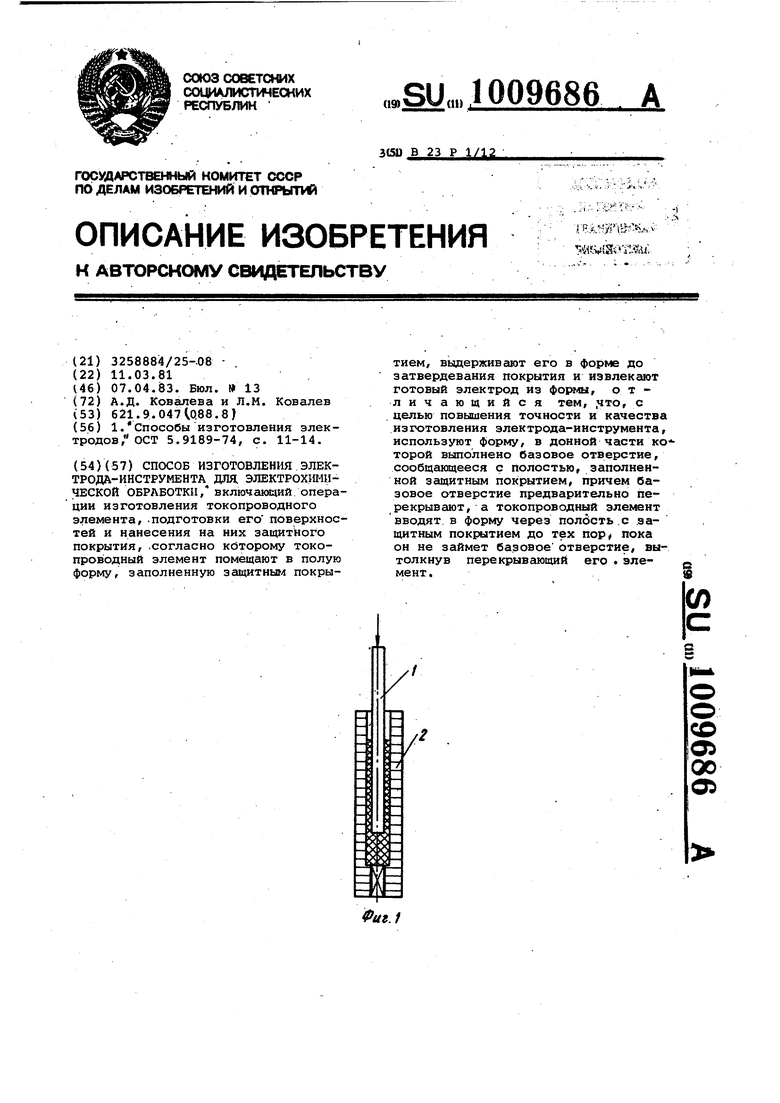
а Изобретение относится к электро . зйческой и электрохимической обработке, в частности к технологии изготовления электродов-инструментов для электрохимической обработк Известен способ изготовления электродов, включающий операции из готовления токопроводного элемента подготовки его поверхностей и нане сения на них защитного покрытия посредством помещения токопроводно элемента в полую форму, заполненну защитным покрытием, выдержки в фор ме до затвердевания покрытия и изв чения из формы готового электрода t Недостатки известного способа низкие точность и качество получае мых электродов из-за перекосов и с щений токопроводного элемента.. Цель изобретения - повышение то ности икачества электродов. Поставленная цель достигается . тем, что берут форму,. имеющую поми мо полости для нанесения защитного покрытия сообщающуюся с ней базову полость, базовую полость предварительно перекрывают, причем токопро водный элемент вводят в полую форм через полость, заполненную защитным покрытием, до тех пор, пока он не займет ,базовую полость, вытолкну перекрывающий ее элемент. На фиг. 1-6 показаны стадии осуществления способа, где 1 - токопро водНый элемент, 2 - форму готового электрода с базовой полостью 3 и полостью 4 для нанесения защитного покрытия 5. Базовую полость 3 перекрывают 1, например, пробкой цли перемычкой). В полость 4 вводят необходимое количество защитного покрытия 5. Сквозь толщу последнего пропускают токопроводный элемент через полость 4, пока он не займет базовую полость 3, вытолкнув пробку, перемычку или другой элемент, перекрывший эту полость. После того как защитное покрытие соединится с токопроводным элементом, станет твердым и МОНОЛИТНЫГ.1 (например, за счет полимеризации ), электрод извлекают из формы. Проталкивание токопроводногоэлемента в базовую полость сквозь защитное покрытие обеспечивает доброкачественное заполнение самых малых зазоров мехшу полостью и токопроводным элементом и надежную адгезию; Этим достигается качествен ное покрытие. Сквозная полость позволяет протянуть токопроводный элемент через толщу покрытия в базовую полость. Вместе с пробкой ( перемычкой ) выталкиваются воздух и попавшее под торец токопроводного элемента покрытие. Размещение токопроводного элемента в базовой полости гарантирует его точную установку в полости для нанесения покрытия. Такой способ изготовления электродов гарантирует абсолютную точность установки токопроводного элемента, равномерность защитного покрытия по толщине и повторяемость размеров электродов. Способ опробован в лабораторных условиях при изготовлении 80 электродов для электрохимического маркирования, работающих группой. Форму выполнили из специального пластичного материала с учетом размеров токопроводного элемента и необходимой толщины защитного покрытия. В качестве токопроводных элементов применяли металлические стерлсни прямоугольного сечения (4,0 2,мм, выполненные с точностью ±0,05 мм. Защитным покрытием служили быстротвердеющие композиции на основе эпоксидных смол, .. Перед покрытием поверхности токопроводных элементов об рабатывали механически для повьашения шерохова- тости и обезжиривали. ; . Базовую полость формы перекрывали одним из тОкопроводных элементов, В другую полость вводили необходимое количество эпоксидной композиции. Токопроводйый элемент нерабочим концом пропускали через слой покрытия, выталкивали заглушку и вводили в базовую полость формы. ТокопроводнЬзй элемент базировался по четырем боковым поверхностям. После затвердевания защитного покрытия электрод выталкивали из формы и подвергали доработке (сушка в термошкафу, зачистка рабочей по- . верхности ). Получены электроды с равномерной и заданной толщиной защитного покрытия без перекосов и смещений токопроводного элемента. Размеры электродов абсолютного одинаковы. Испытания их в работе показали, что они взаимозаменяемы и могут применяться при групповой обработке. Аналогично изготавливают электроды для других электрохимических процессов, например, для округления кромок, для снятия заусенцев, для прошивки отверстий, каналов и щелей.
N I
E
Фиг.З
иг.2
,S$ut.6
иг.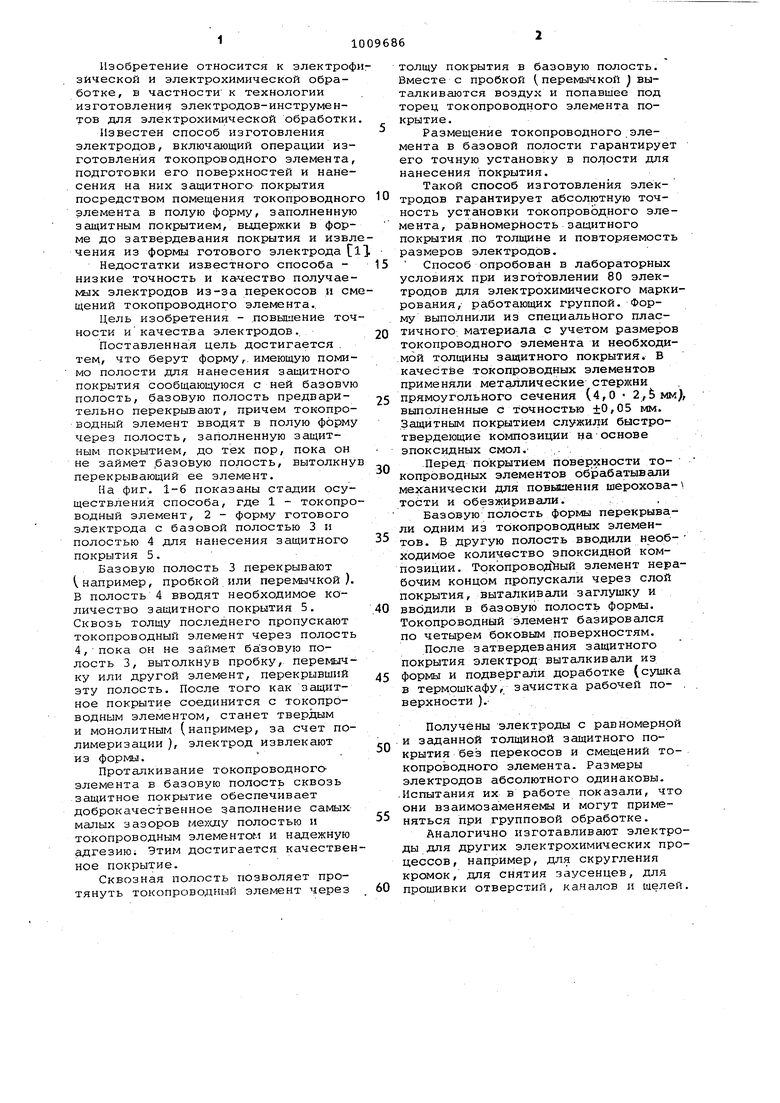
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки отверстий и полостей | 1987 |
|
SU1440638A1 |
| Защитное покрытие электродов для электрохимической обработки | 1980 |
|
SU903058A1 |
| Способ электроэрозионной обработки | 1974 |
|
SU656789A1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| ТРУБЧАТЫЙ ТОТЭ С КАТОДНЫМ ТОКОВЫМ КОЛЛЕКТОРОМ И СПОСОБ ФОРМИРОВАНИЯ КАТОДНОГО ТОПЛИВНОГО КОЛЛЕКТОРА | 2020 |
|
RU2754352C1 |
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
| Инструмент для обработки пазов | 1981 |
|
SU1098737A1 |
| Автоматическая линия электрохимическойОбРАбОТКи ВНуТРЕННЕй пОВЕРХНОСТипОлыХ издЕлий | 1979 |
|
SU836241A1 |
| Электрод-инструмент | 1981 |
|
SU963789A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВЫХ ДОЛОТ, ОСНАЩЕННЫХ ПЛАСТИНАМИ PDC | 2009 |
|
RU2398090C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛД ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ, включаквдий операции изготовления токопроводного элемента,.подготовки его поверхностей и нанесения на них защитного покрытия, .согласно ксЗторому токопроводный элемент помещают в полую форму, заполненную защитным покрытием, выдерживсцот его в форме до затвердевания покрытия и извлекают готовый электрод из формы, отличающийся тем/ ,что, с целью повышения точности и качества изготовления электрода-инструмента, используют форму, в донной части ко торой выполнено базовое отверстие, сообщающееся с полостью, заполненной защитным покрытием, причем базовое отверстие предварительно перекрывают, а токопроводный элемент вводят в форму через полбсть.с .защитным покрытием до тех пор пока он не займет ба.зовое отверстие, вытолкнув перекрывающий его . элемент.