I
Изобретение относится к области нанесения электрохимических покрытий, в частности , к устройствам для электрохимической обработки внутрённих поверхностей полых изделий, для за1Щ1ты металлических поверхностей от коррозии и с декоративной целью.
Известно также устройство для электрохимической обработки трубчатых изделий, включающее в себя емкость для электролита, анод, токопбдводы и элемент, центрирующий изделие относительно анода, выполненные в виде коронки и имеющей возможность вертикального перемещения l J.
Это устройство является наиболее близким к заявленному по своей технической сущности и достигаемому результату.
Однако, при массовом изготовлении изделий (около 2 млн. шт. в год) данное устройство не обеспечивает заданной производительности из-за вы-держки изделий в стационарных ванных определённьй технологический промежуг .ток времени.
Целью данного изобретения является повышения производительности путем непрерывного перемещения обрабатываемых изделий.
Поставленная цель достигается тем. что транспортное устройство выполнено в виде горизонтально замкнутого конвейера, линия снабжена многоместными подвесками, выполненными в виде опорных площадок-катодов для обрабатьшаемых изделий, расположенных, по крайней мере, в два яруса, направляющими стержнем, соединяющим ярусы опоргаах площадок и копирами, а Bopotrки снабжены центрирующими роликами и путевыми катками, установленными: с возможностью взаимодействия соответственно с направляющими стержнями
/
с копирами.
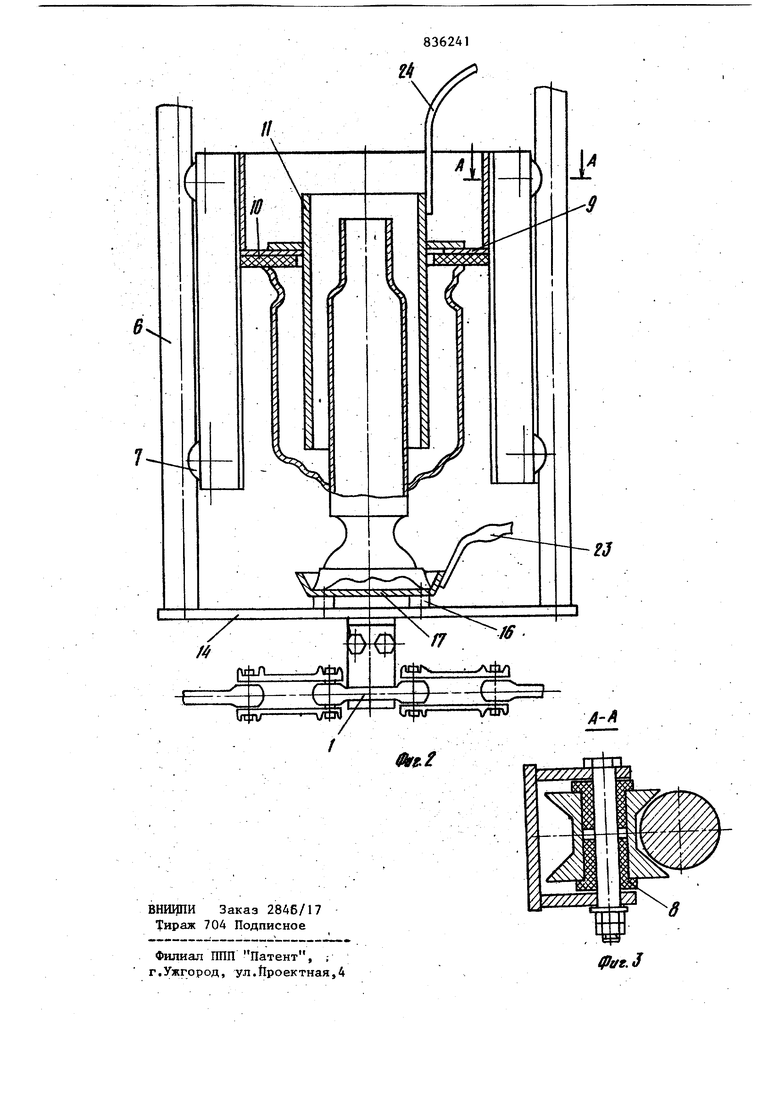
и Кроме того, воронки снабжены уплотнительным элементом, а токоподводы 38 выполнены в виде башмаков с возможностью скольжения по шинам. На фиг. 1 представлен общий вид автоматической линии электрохимической обработки внутренней поверхности полых изделий; на фиг. 2 изображен элемент подвески; на фиг, 3 - сечение А-А фиг. 2. .. Автоматическая линия состоит из транспортного устройства, выполнен-т но го в виде горизонтального ковейера 1 с приводной станцией 2, раздаточного устройства 3 с электролитом, замкнутой ездовой балки 4, по которой передвигаются катки 5 р подвесками, состоящими из направляющих стержней 6, взаимодействующих с центрирующими роликами 7 на диэлектрических втулках 8, .смонтированных в воронке 9 с уплотнительным элементом 10 и анодом 1, снабженной путевыми катками t2, взаимодействующими с копиром 13, причем на направляющих сте ржнях 6 расположены, например в 2 яруса, опорные площадки 14 для издеЛИЙ 15 с установленными на изоляторах 16 с катодами 17 в виде, например, рамок под ножки самоваров, кроме того линия снабжена токопроводны- ми шинами 18 и 19с подвижными от ра мочных толкателей 20 подвесок токопр водами 21. Работа автоматической линии непрерывной электрохимической обработки изделий, например лужение внутрен ней полости корпусов самоваров, осу ществляется следующим образом: загрузка подвесов обрабатьшаемыми изделиями происходит при их прохождении вдоль горизонтального участка ко пира 13, когда воронка 9 находится в верхнем положении. Затем, при даль нейшем движении воронки 9, скатываясь по наклонному участку копира 13, опускается по направляющим стержням 6 на обрабатываемую емкость, плотно прикрывая уплотнительным элементом 1.0, Взаимодействие центрирующих роли ков 7 с направляющими стержнями 6 обеспечивает центрирование анода 1I относительно изделий 15. Продолжая движение, подвеска взаимодействует с конечным выключателем 22, которьй открывает раздаточного устройства 3, вследствие чего в обрабатываемые емкостичерез воронку 9 поступает электрол1;гт. Уплотнительный элемент 10 позволяет поддерживать уровень электролита выше верхнего края обрабатываемого изделия, что исключает непокрытие защитным слоем верхней кромки изделия. Дальнейшее движение подвески определяется временем, необходимым для получения покрытия заданной толщины, Токопровод ,к движущимся изделиям осуществляется от анодной 18 и катодной 19 токопроводяпщх шин, по которым скользит передвигаемый рамочным толкателем подвески 20 токоподвод 19, связаннЬш с изделием токоподводами 23 и 24, Затем путевые катки 12 наезжают на восходящий участок копира 13, освобождая изделия для съема, а подвеску для новой, загрузки, и весь технологический цикл вновь повторяется в той же последовательности. Предлагаемая конструкция может обеспечить любую заданную производительность за счет непрерывности : техпроцесса обработки изделия и увеличения числа посадочных подвесок, ч.. Условно годовая экономия от использования данной установки составит 120 тыс. руб. Формула изобретения 1, Автоматическая линия электрохимической обработки внутренней поверхности полых изделий, содержащей транспортное устройство для перемещения обрабатьшаемых изделий по ходу технологического процесса, электроды, токоподводящие шины и элементы, центрирующие и фиксирующие изделия относительно анодов, выполненные в виде воронок, о т л и ч а ю щ а лея тем, что, с целью повьш1ения производительности путем непрерывного перемещения обрабатьшаемых изделий, транспортное устройство вьшолнено в виде горизонтально замкнутого конвейера, линия снабжена многоместными подвесками, вьшолненны- ми в виде опорных площадок - катодов для обрабатываемых изделий, расположенных по крайней мере в два яруса, направляющими стержнями соединяющими ярусы оцорных Площадок, -и копирами, а воронки снабжены центри рующими роликами, установленными с 5 возможностью взаимодействия соответственно с направляющими стержнями и с копирами. 2.Автоматическая линия по п. 1, отличающая с. я. тем, что воронки снабжены уплотнительньм элементом. 3.Автоматическая линия по п. 1, о тли ч ающая с я тем, что 16 токоподводы выполнены в виде башмаков с возможностью скольжения по шинам. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 551417, кл С 25D 17/08, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер для нанесения электрохимических покрытий | 1982 |
|
SU1062318A1 |
| Линия для нанесения избирательного гальванического покрытия | 1982 |
|
SU1138437A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ | 1991 |
|
RU2015208C1 |
| Приспособление для электрохимической обработки цилиндрических деталей | 1984 |
|
SU1283259A1 |
| Устройство для электрохимической обработки | 1972 |
|
SU650763A1 |
| Станок для электрохимической обработки внутренней поверхности труб | 1974 |
|
SU516495A1 |
| Устройство для электрохимической обработки мелких деталей | 1982 |
|
SU1126633A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Фиксатор заготовок к станку для раздачи концов труб | 1978 |
|
SU778875A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2202008C2 |