00 О5 4 4
СП
Изобретение относится к металлообработке, в частности к нарезанию зубьев цилиндрических колес.
Цель изобретения - расширение технологических возможностей и упрощение изготовления фрез путем формирования боковых сторон зубьев фрезы по винтовым поверхностям, отличным от боковых поверхностей зубьев фрезы.
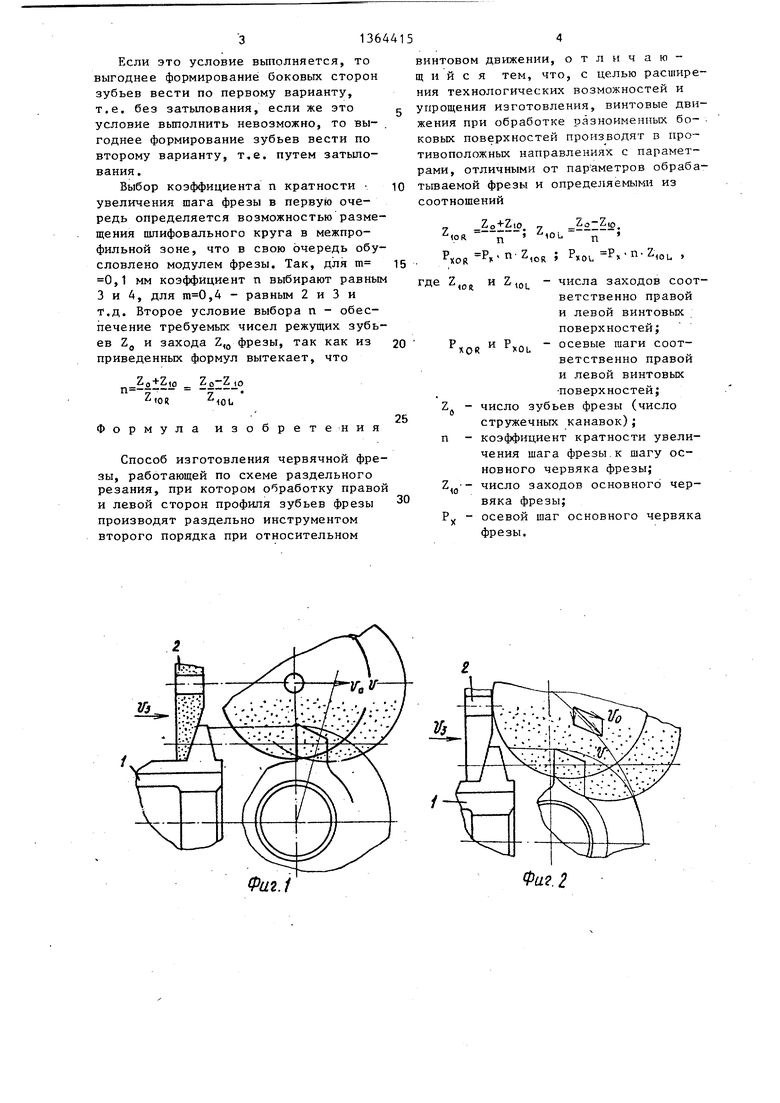
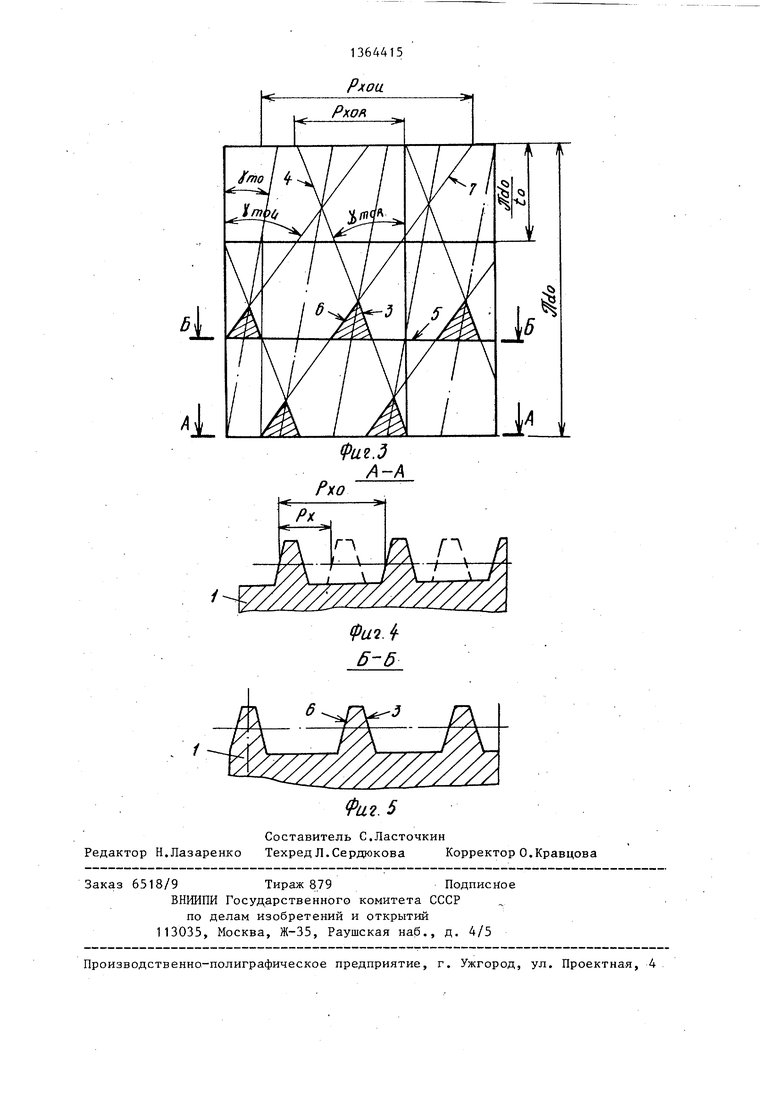
На фиг.1 показана схема формообразования боковой стороны зубьев червячной фрезы с незатылованным зубом; на фиг.2 - схема формообразования боковой стороны фрезы с затылованным зубом; на фиг.3 - развертка винтовых поверхностей боковых сторон зубьев фрезы; на фиг.4 - сечение А-А на фиг.З; на фиг.5 - сечение Б-Б на фиг.З.
При изготовлении червячной фрезы 1, работающей по схеме раздельного резания, инструменту 2 второго порядка сообщают относительное движение по винтовым поверхностям, параметры которых по направлению витков и за- ходности не совпадают с параметрами червячной фрезы (основного червяка фрезы), а выбираются таким образом, чтобы, с одной стороны, обеспечить точное расположение профилей зубьев на витках основного червяка фрезы, а с другой - обеспечить требуемые боковые задние углы и требуемое увеличение осевого шага профиля фрезы.в целое число п раз по сравнению с шагом основного червяка фрезы.
Эти условия удовлетворяются только при определенных зависимостях чрсел заходов и шагов указанных вин овых поверхностей от чисел зубьев (числа стружечных канавок) Z и заходов Z,g изготовляемой червячной фрезы, а именно
(O 7 (OR
- Zio
10L п
где Z,oi, числа заходов соответственно правой и левой винтовых поверхностей;
п - коэффициент заданной кратности шага профиля фрезы.
Осевые шаги винтовых поверхностей также находятся из зависимостей
PVOR PXOL . где PXOL осевые шаги заходно- сти соответственно
правой и левой винтовых поверхностей; . Р - осевой шаг основного червяка фрезы.
7
Правая сторона профиля 3 зуба фрезы образуется при шлифовании (или при нарезании) правой винтовой поверхности 4 и является линией пересечения этой поверхности с передней поверхностью 5 стружечных канавок фрезы 1 , а левая сторона профиля 6 обра- зуется при шлифовании (или нарезании) левой винтовой поверхности 7 и явля5 ется одновременно линией пересечения этой винтовой поверхности с передней поверхностью 5 стружечных канавок фрезы 1.
Формирование боковых сторон зубьев
0 фрезы может происходить по двум вариантам; без затыпования, при котором относительная скорость инструмента 2-го порядка складьшается из двух векторов - VQ (окружной скорости и
5 Vg (скорости осевой подачи), т.е. здесь вектор относительной скорости V совпадает с вектором направления винтовой линии (этот вариант изготовления может быть осуществлен на обыч0 ном резьбошлифовальном станке без каких-либо приспособлений для заты- лования) и с дополнительным затылую- щим движением, когда относительная скорость инструмента 2-го порядка складывается из трех б торов - V (окружной скорости), Vg (осевой подачи) и VP (радиального затыпования), т.е. здесь вектор относительной скорости не совпадает с направлением
0 винтовой линии в момент профилирования; При этом варианте обработка должна вестись на затыловочном станке, причем правая и левая стороны профиля зубьев образуются при настройке ходового винта станка или только по правой или только по левой винтовой поверхности.
Выбор параметров винтовых поверхностей и вариантов формообразования боковых сторон - без затыпования или с затыпованием определяют исходя из числа заходов ,0,; , о и осевых шагов Руои , PXOL червяков, обусловленных величинами боковых задних углов оС g f. и oCg- , так как
0
5
-xoR
.... yo,.,arctg- -°-
углы oLg-g и oi г. выбираются в пределах 2-6°.
Если это условие выполняется, то выгоднее формирование боковых сторон зубьев вести по первому варианту, т.е. без затылования, если же это условие вьтолнить невозможно, то выгоднее формирование зубьев вести по второму варианту, т.е. путем затьшо- вания.
Выбор коэффициента п кратности увеличения шага фрезы в первунз очередь определяется возможностью размещения шлифовального круга в межпрофильной зоне, что в свою очередь обусловлено модулем фрезы. Так, для т 0,1 мм коэффициент п выбирают равным 3 и 4, для ,4 - равным 2 и 3 и т.д. Второе условие выбора п - обеспечение требуемых чисел режущих зубьев ZQ и захода Z, фрезы, так как из приведенных формул вытекает, что
Zo+Z(0 ZQ -ZtO
IOR
401Формула изобретения
Способ изготовления червячной фрезы, работающей по схеме раздельного резания, при котором обработку правой и левой сторон профиля зубьев фрезы производят раздельно инструментом второго порядка при относительном
винтовом движении, отличающийся тем, что, с целью расширения технологических возможностей и упрощения изготовления, винтовые движения при обработке разноименных боковых поверхностей произ водят в противоположных направлениях с параметрами, отличными от пар аметров обрабатываемой фрезы и определяемыми из соотношений
Zo+Zio „ .
-- -; ,01,- n
Pvno P« n- Z,j)p ; Pjiou P Г1 юь
(pR
xoR
где и Z,Q - числа заходов соответственно правой и левой винтовых поверхностей;
и - осевые шаги соответственно правой и левой винтовых поверхностей; Zjj - число зубьев фрезы (число
стружечных канавок); п - коэффициент кратности увеличения шага фрезы.к шагу основного червяка фрезы; число заходов основного червяка фрезы;
Ру - осевой шаг основного червяка фрезы.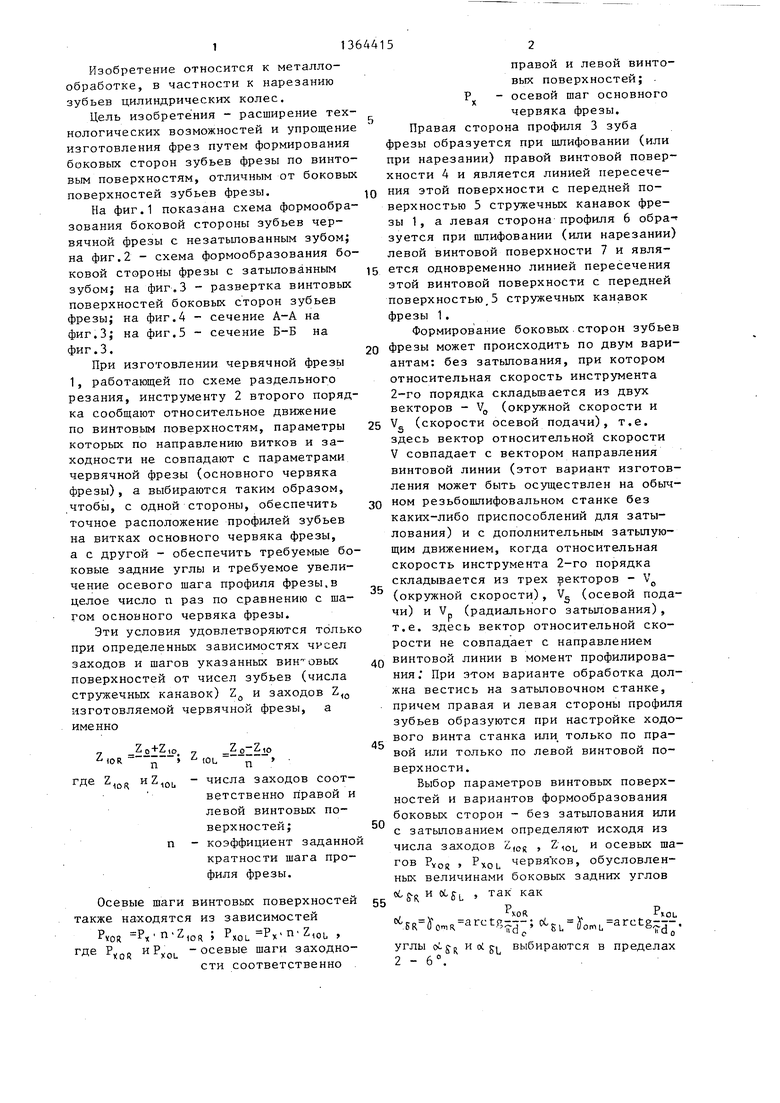
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ изготовления цилиндрической червячной фрезы | 1990 |
|
SU1787715A1 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Способ изготовления чистовой червячной фрезы | 1989 |
|
SU1768360A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
Изобретение относится к изготовлению червячных фрез, преимущественно для нарезания мелкомодульных ко.лес, используемых в отраслях машино- строения. Цель изобретения - расширение технологических возможностей и .упрощение изготовления фрез путем формирования боковых сторон зубьев фрезы по винтовым поверхностям отличным от боковых поверхностей зубьев фрезы. Червячной фрезе и инструменту BTdporo порядка сообщают относительные винтовые движения с параметрами, отличными от параметров б оковых винтовых поверхностей зубьев фрезы, которые определяются по зависимостям Z,o (,o ) /n; Z ,oL (, /n; Pv-n Z 10Л PKOL x n-Z OL где XOR Z|on и - числа заходов соответственно правой и левой винтовых поверхностей; PXOR и . осевые шаги соответственно правой и левой винтовых поверхностей; Zp - число зубьев фрезы; n - коэффициент кратности увеличения шага фрезы к шагу основного червяка фрезы; число заходов . основного червяка фрезы; осевой шаг основного червяка фрезы. 5 ил. i СП
Фa2.f
Фаг. 2
Фа2.5
Редактор Н.Лазаренко
Составитель С.Ласточкин
Техред Л. Сердюкова Корректор О.Кравцова
| Медведицков С.Н | |||
| Высокопроизводительное зубонарезание фрезами..- М.: Машиностроение, 1981, с.45-48, с.103 | |||
| ,(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРВЯЧНОЙ ФРЕЗЫ |
