Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано при изготовлении затылованиых червячных фрез.
Известен способ затылования червячных фрез, по которому фрезу равномерно вращают вокруг своей оси, а шлифовальный круг перемещают возвратно-поступательно к оси фрезы и обратно на каждый ее зуб и вдоль оси сэгласованно с ее вращением.
Недостатком известного способа является низкая точность обработанной в соответствии с ним фрезы.
Известен способ затылования конических червячных фрез, по которому инструмент совершает возвратно-поступательное движение затылования в радиальном направлении на каждый зуб заготовки червячной фрезы, согласованное с ее вращением, и, кроме того, инструменту сообщают дополнительное возвратно-поворотное движение в плоскости затылования, совершаемое на каждый проход затылования.
Целью изобретения является повышение точности затылования цилиндрических червячных фрез.
Поставленная цель достигается тем, что по способу затылования червячных фрез шлифовальным кругом фрезе сообщают вращение вокруг своей оси, а вращающемуся шлифовальному кругу- возвратно-поступательное движение в радиальном направлении на каждый зуб червячной фрезы, согласованное с ее вращением и возвратно-поворотное движение на каждый
2
О
со
зуб фрезы вокруг межосевого перпендикуляра червячной фрезы и шлифовального круга, которые располагают на скрещивающихся осях, при этом текущее значение угла поворота определяют из зависимости
Y arctg -r,
где Лгу - текущее значение угла поворота;
Рх - осевой шэ зубьев червячной фрезы;
dy - текущий делительный диаметр зуба затылованной червячной фрезы (изменяющийся вдоль линии эятыловаиия зуба);
т- угол наклона витков червячной фрезы,
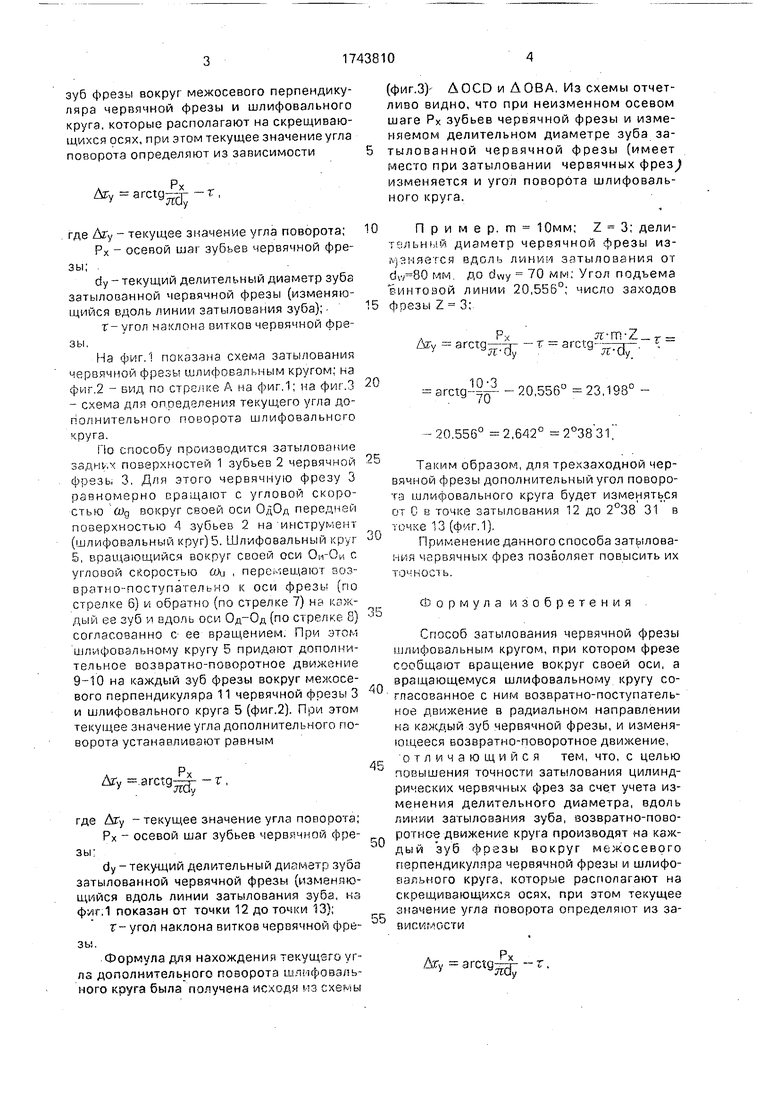
На фиг,1 показана схема затылования червячной фрез-Ь шлифовальным кругом: на фиг 2 - вид по стрсяке А на фиг,1; на фиг .3 - схема для опоедегения текущего угла дополнительного поворота шлифовального круга.
По способу пооизводится зэтылование ЗЗДНРЛ поверхностей 1 зубьев 2 червячной фрезь, 3. Для этого червячную фрезу 3 равномерно вращают с угловой скоростью вокруг своей оси ОдОд передней поверхностью 4 зубьев 2 на инструмент (шлифовальный круг) 5. Шлифовальный кр,г 5, вращающийся вокруг своей оси Оц-Ои с у|лооой скоростью OAJ , перемещают РОЗ- вратно-поступагельно к оси фрезы (по стрелке 6) и обратно (по стрелке 7) на каждый ее зуб и вдопь оси Од-Од (по стрелке S) согласованно с ее вращением. При этом шлифовальному кругу 5 придают дополнительное возвратно-поворотное движение 9-10 на каждый зуб фрезы вокруг межосевого перпендикуляра 11 червячной фрезы 3 и шлифовального круга 5 (фиг.2). При этом текущее значение утла дополнительного поворота устанавливают равным
Дгу arctg-f- - г,
где Дгу -текущее значение угла поворота;
Рх - осевой шаг зубьев червячной фрезы
dy-текущий делительный диаметр зуба затылованной червячной фрезы (изменяющийся вдоль линии затылования зуба, на фиг.1 показан от точки 12 до точки 13);
т угол наклона витков червячной фрезы.
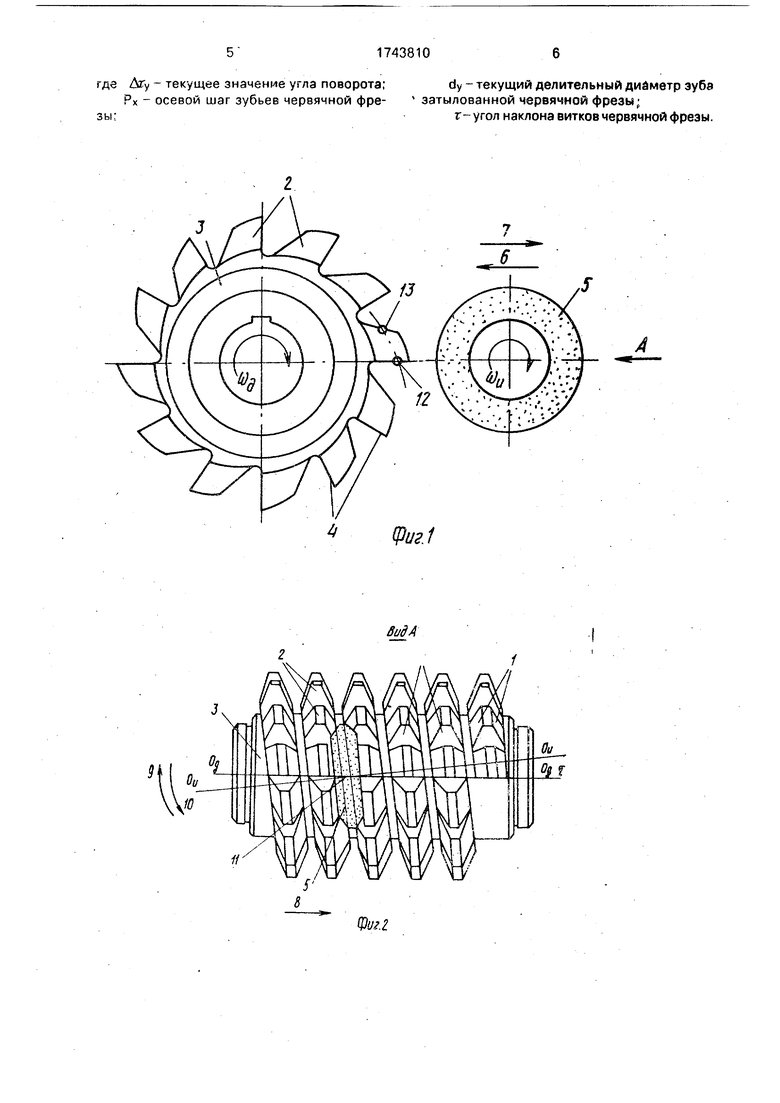
Формула для нахождений текущего vr- ла дополнительного поворота шлифовального круга была получена исходя з схемы
(фиг.З)- AOCD и А ОБА, Из схемы отчетливо видно, что при неизменном осевом шаге РХ зубьев червячной фрезы и изменяемом делительном диаметре зуба за- тылованной червячной фрезы (имеет место при затыловании червячных фрез,) изменяется и угол поворота шлифовального круга.
Пример, m 10мм; Z 3; делигольнь й диаметр червячной фрезы из- ,,3 -1яегся вдоль линии затылования от мм до dwy 70 мм; Угол подъема бинтовой линии 20,556°
фоезы Z 3;
число заходов
Лгу - arctg -4- - т
Л vJyJl Uy
201П-Т
- arctg- - - 20,556° 23,198° - / и
5
0
0
5
0
5
-20.556° 2,642° 2°38 31|
Таким образом, для трехзаходной червячной фрезы дополнительный угол поворота шлифовального круга будет изменяться Q- С в точке затылования 12 до 2°38 31 в точке 13 (фиг.1).
Применение данного способа затылова- ния червячных фрез позволяет повысить их
Ю - НОСТЬ.
Формула изобретения
Способ затылования червячной фрезы шлифовальным кругом, при котором фрезе сообщают вращение вокруг своей оси, а вращающемуся шлифовальному кругу согласованное с ним возвратно-поступательное движение в радиальном направлении ка каждый зуб червячной фрезы, и изменяющееся возвратно-поворотное движение, отличающийся тем, что, с целью повышения точности затылования цилиндрических червячных фрез за счет учета изменения делительного диаметра, вдоль линии загыловзнмя зуба, возвратно-поворотное движение круга производят на каждый зуб фрезы вокруг межосевого перпендикуляра червячной фрезы и шлифо- ааяьного круга, которые располагают на скрещивающихся осях, при этом текущее значение угла поворота определяют из за- висигиости
Дгу агсгвйЈ-г.
где Ary - текущее значение угла поворота;dy - текущий делительный диаметр зуба
Рх - осевой шаг зубьев червячной фре- затылованной червячной фрезы; зыг-угол наклона витков червячной фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования конических червячных фрез | 1980 |
|
SU965728A1 |
| Способ затылования червячной фрезы | 1984 |
|
SU1196232A2 |
| Способ затылования червячных фрез | 1979 |
|
SU831546A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Способ затылования червячных фрез | 1984 |
|
SU1171287A2 |
| Способ затылования фрез | 1979 |
|
SU848290A1 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
| УСТРОЙСТВО ДЛЯ ЗАТЫЛОВАНИЯ | 1991 |
|
RU2009762C1 |
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| Устройство для затылования | 1983 |
|
SU1117127A2 |
Применение: изобретение относится к машиностроению, D частности к инструментальному производству, и может быть использовано при изготовлении затылован- ных червячных фрез. Сущность изобретения: затылование задних поверхностей 1 червячной фрезы 3 производят шлифовальным кругом 5. Фрезе сообщают вращение вокруг своей оси , а враща- ющемуся шлифовальному кругу 5 - возвратно-поступательное движение в радиальном направлении на каждый зуб червячной фрезы, согласованное с ее вращением, и возвратно-поворотное движение (стрелки 9-10), которое производят на каждый зуб фрезы вокруг межосевого перпендикуляра 11 червячной фрезы и шлифовального круга, которые располагают на скрещивающихся осях, при этом определяют текущее значение угла поворота. 3 ил. (Л
fe/
Фм.г
Фиг.д
| Родин П.Р | |||
| и др | |||
| Технология изготовления зуборезного инструмента | |||
| Киев: Техника, 1982, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| Способ затылования конических червячных фрез | 1980 |
|
SU965728A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
