ел ел
1101
Изобретение относится к металлур-i гии, и именно к способам обработки изделий из металлов, работающих в условиях активного растяжения или сжатия.
В настоящее время известен способ бработки металлов, в котором упрочнение достигается за счет последовательного или совместного сочетаний механического нагружения и термического воздействия на материал l .
Известен также способ упрочнения, заключающийся в обработке изделий из металлов в макроупругой области деформации, т.е. когда форма и размеры обрабатываемого изделия остаются без изменения Г23
Наиболее близким к предлагаемому способу по технической сущности и достигаемому эффекту является способ, в котором с целью упрочнения, материал после термической обработки подвергают многоступенчатому низкотемпературному деформированию под действием нарастающего напряжения от значений, близ-КИХ к нулю, до значений напряжений, равных пределу текучести, с выходом на каждой ступени на стадию установившегося течения с последующей разгрузкой и отогревом до комнатной температуры. При этом, имеют место процессы ухода истощения ) легкоподвижных дислокаций из исходной дислокационной структуры, а появление новых дислокаций и их источников из-за низкой температуры и малой скорости деформирования исключается. В результате повышаются стартовые напряжения, необходимые для движения оставшихся дислока ций, что приводит к росту предела текучести материала СЗ
Недостатком всех указ-анных способов является то, что уровень достигаемого уг.рочнения в изделиях из металлов, работающих в условиях растяжения или сжатия, остается низким, так как ресурс.истощения дислокаций лимитирован величиной приложенного напряжения () , что ограничивает возможность создания более устойчивой к механическим нагрузкам дислокационной структуры.
Цель изобретения - повышение предела текучести (5) изделий без изменения их геометрии.
Поставленная цель достигается тем, что согласно способу обработки изделий из металлов, включающем мно155 . 2
гоступенчатое деформирование при отрицательных температурах под действием нарастающего напряжения от нуля до знамений напряжений, равных 5 пределу текучести с выходом на каждой ступени на стадию установившегося течения, разгрузку и отогрев до комнатной температуры, разгрузку осуществляют в процессе отогрева с 0 приложением напряжения, определяемым из соотношения
0,9Й (, где 6 рр - величина напряжения при
разгрузке;
5. S величина предела текучести металла при данной температуре.
В отличие от известного способа последующая разгрузка изделий осуществляется не перед отогревом материала, а в процессе отогрева, причем разгрузка производится таким образом, чтобы соблюдалось следующее условие:
о,,б;,
т.е., чтобы величина () повторяла температурную зависимость предела текучести.
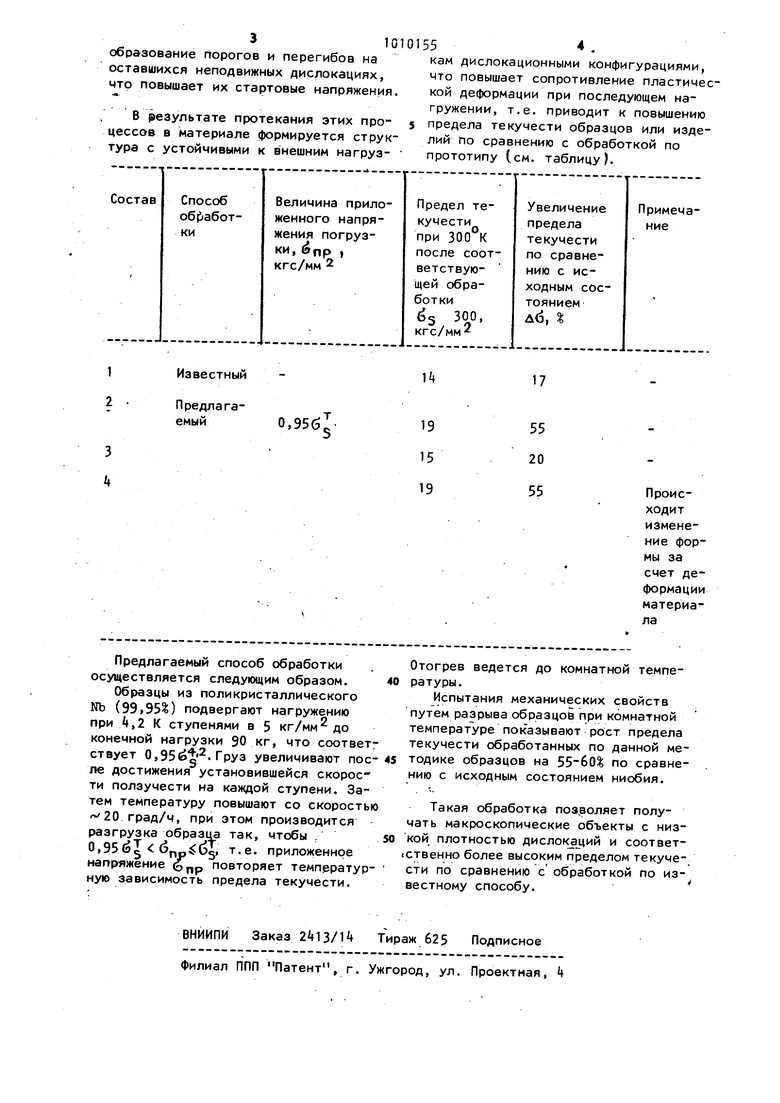
0 В таблице приведены результаты испытаний образцов обработанных по известному способу и по предлагаемому.
При напряжениях, превышающих предел текучести материала, происходит формоизменение готовых изделий и значительно увеличивается возможность нарушения их фазовой стабильностью (см. таблицу).
При низких напряжениях ((Эр,р 0,9 lol ) резко снижается уровень механической активации дислокаций, следствием чего является резкое уменьшение уровня достигаемого упрочнения.
Отогрев материала под постепенно уменьшающейся нагрузкой, т.е. соблюдение условия 0,9 йс дит к дополнительной активации, перераспределению и истощению дислокаций, оставшихся в материале после обработки при пониженной температуре, за счет постоянно увеличивающегося по мере роста температуры вклада термической активации в процессы I срыва легкоподрижных-дислокаций
от препятствий. Кроме того, диффузия точечных дефектов в поле напряжений по мере повышения температуры вызывает дополнительное закрепление.
образование порогов и перегибов на оставшихся неподвижных дислокациях, что повышает их стартовые напряжения.
В результате протекания этих процессов в материале формируется структура с устойчивыми к внешним нагруз-
1010155
кем дислокационными конфигурациями, что повышает сопротивление пластической деформации при последующем нагружении, т.е. приводит к повышению предела текучести образцов или изделий по сравнению с обработкой по прототипу (см. таблицу).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 1963 |
|
SU424911A1 |
| Способ механико-термической обработки конструкционных сплавов | 1990 |
|
SU1786132A1 |
| Способ упрочнения ферромагнитныхМАТЕРиАлОВ | 1979 |
|
SU798193A1 |
| Способ обработки нержавеющих сталей аустенитного и ферритного классов | 1987 |
|
SU1421782A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННОГО ПРОКАТА | 1992 |
|
RU2034043C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1993 |
|
RU2047469C1 |
| Способ термической обработки изделий из сплавов системы магний-литий | 1988 |
|
SU1573049A1 |
| Способ повышения долговечности металлов и сплавов в условиях ползучести при высоких температурах | 1962 |
|
SU151690A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Mg. | 2013 |
|
RU2544721C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИТРИДО-, КАРБИДО- И БОРИДООБРАЗУЮЩИХ МАТЕРИАЛОВ, ПОДВЕРГНУТЫХ ИОННО-ИМПЛАНТАЦИОННОМУ МОДИФИЦИРОВАНИЮ АЗОТОМ, УГЛЕРОДОМ ИЛИ БОРОМ | 1997 |
|
RU2117072C1 |
СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ, преимущественно работающих в условиях растяжения или сжатия , включающий многоступенчатое деформирование при отрицательных температурах под действием нарастающего напряжения от нуля до значении напряжений, равных пределу текучести, с выходом на каждой ступени на стадию установившегося течения, разгрузку и отогрев до комнатной температуры, отличающийс я тем, что, с целью повьЙ1ения предела текучесту изделий без изменения их геометрии, разгрузку осуществляют в процессе отогрева с приложением напряжения, определяемого из соотношения . пр р - величина напряжения при где разгрузке; d величина предела текучееел ти металла при данной тем-; тературе.