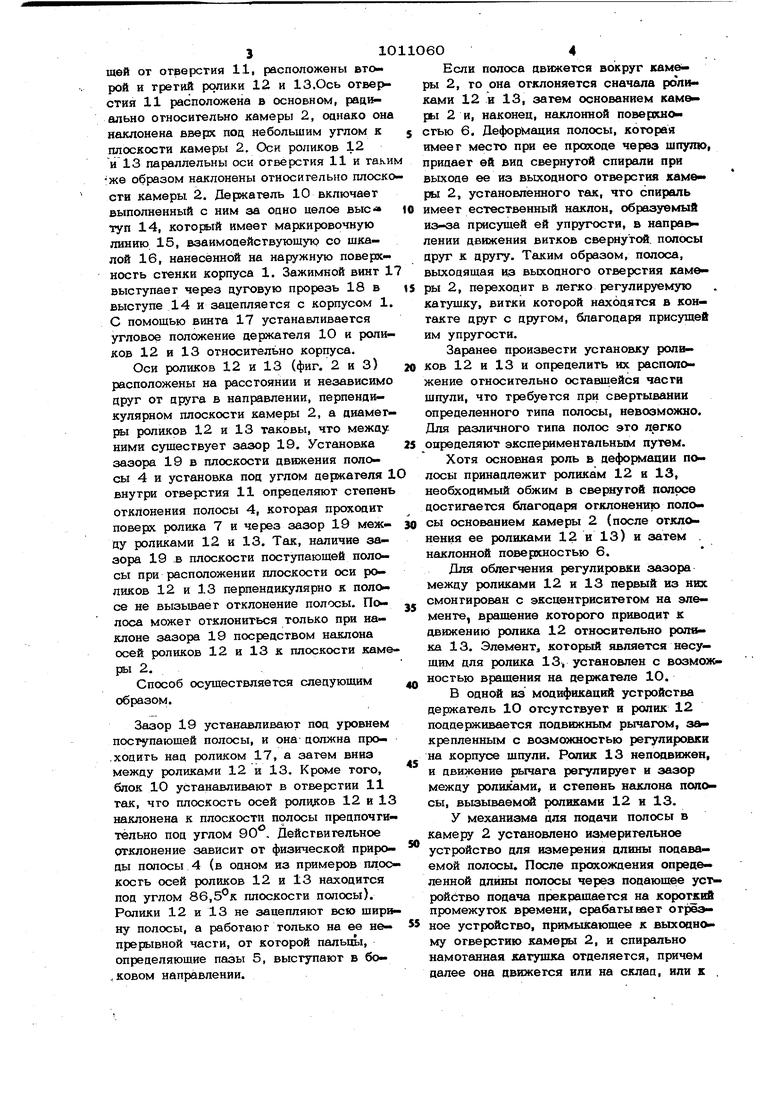
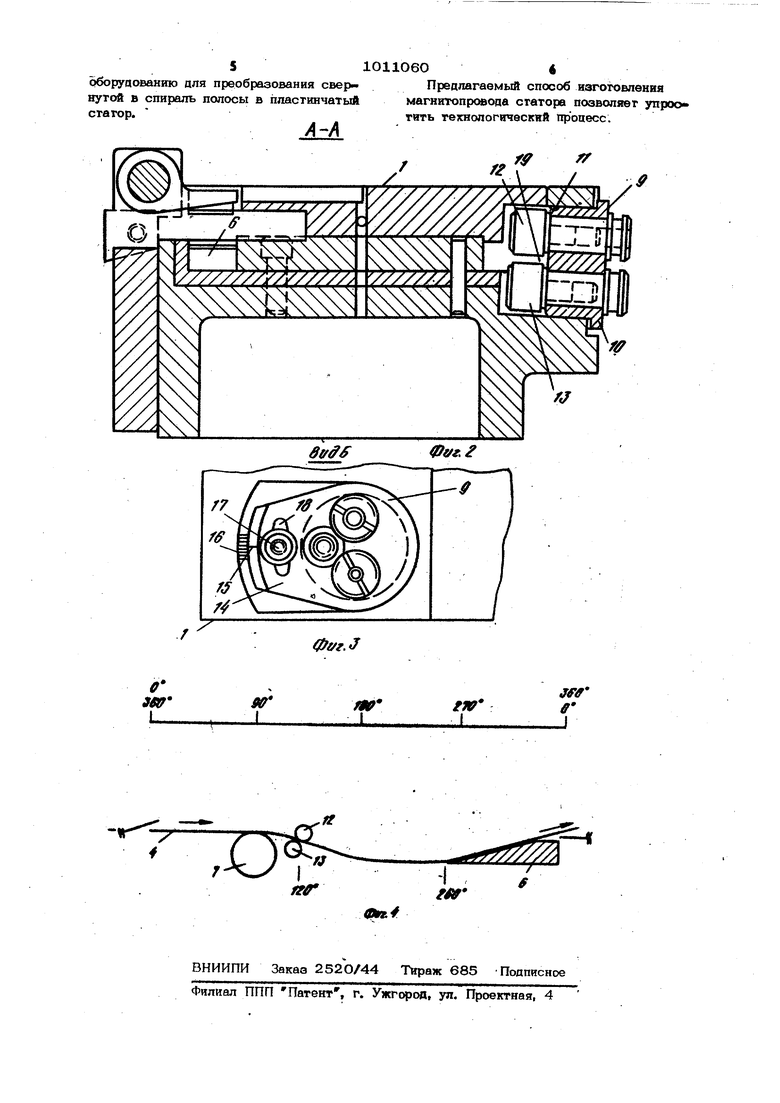
Изобретение относится к технологии изготовления электрических машин, в частности магнитолровоца статора генератора постоянного тока, и может быть использовано в электротехнике, Для изготовления статоров на непрерывной ленты в произвоастве требуются два раздельных этапа. Первый этап вклю чает навивку ленты для получения спирал второй этап - аксиальное оседание спира ли посредством приложения аксиального давления. Второй этап необходим для всех известных конструкций по той причине, что на первом этапе, т.е. при навивке ленты для получения спирали, внут ри материала возникают внутренние, напр жения, они заставляют спираль расширяться аксиально для получения конструк ции свободной катушки. Статор генератор электрического тока не може: быть такой конструкцией, nostv My идет второй этап сжатия витков аксиально с тем, чтобы они были в контакте друг с другом, и проведение этого этапа необходимо до завершения работ по изготовлению статора. Наиболее близшм к предлагаемому по технике, зй сущности является способ прецназначе.-ный для получения открытой спирали, в которой витки находятся на расстоянии друг от друга в ненагружен- ном состоянии спирали. Поэтому упругая деформация отдельных витков свитой спирали удерживает отдельные витки на расстоянии друг от друга 11 Однако согласно известному способ над полученной спиралью необходимо осуществить дополнительную операцию, заклю чающуюся в сжатии витков в аксиальном направлении по отношению друг к другу, для получения сжатого и уплотненного в аксиальном направлении приспособления. Кроме этого, для удерживания витков в сжатом уплотненном состоянии необходимо обеспечить некоторые физические сред ства, запирающие витки относительно дру друга, а именно удерживать витки с помо щью зажимов или сварки вдоль 1ксиаль- ной длины статора, границы которого очерчены уплотненными витками. Цель изобретения - упрощение технологии изготовления магнитопровода статора путем исключения дополнительной операции аксиального уплотнения витков. Поставленная цель достигается тем, что согласно способу изготовления магни топровода статора генератора постоянного тока путем намотки на ребро металлической полосы в процессе намотки каждого витка спирали упругую полосу дефорн. мируют, отклоняя ее вначале под углом к ее плоскости в одном направлении, затем под углом к ее плоскости в противоположном направлении, при этом витки спирали смешают друг к другу j осевом направлении. На фиг. 1 показано устрюйство для осуществления способа изготовления магнитопровода статора генератора постоянного тока; на фиг. 2 - разрез А-А на фиг. .1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - развертка прхясода полосы через шпулю. Устройство содержит корпус 1, который имеет внутри кольцевую камеру 2. Камера имеет тангенциальное входное отверстие 3, через которое в нее подается полоса 4 мягкой стали, имеющая ряд статорных пазов 5. Лля подачи полосы 4 в камеру 2 используется зубчатое кольцо (не показано), зубья которого зацепляются с пазами 5. Зубчатое колесо приводится в действие от электродвигателя и вращается в плоскости, перпендикулярной к плоскости 4. Радиальная щирина камеры 2 равна ширине полосы 4, а высота незначительно больше толщины полосы 4. При входе в камеру 2 через входное отверстие 3 полоса прилегает к цилиндрической вогнутой поверхности tL камеры 2, примыкающий к входному отверстию 3, деформируется и заполняет пространство в пределах камеры. После осуществления почти полного оборота .внутри камеры полоса встречает изогнутую наклонную повержность 6, ко торная направляет полосу 4 вверк в плоскости входного отвер стия 3 и к выходному отверстию (не показано), из которюго полоса выходит свернутой в спираль. Внутри камеры 2, между входным и выходным отверстиями, находится цилиндрический ролик 7, поверх которого должна проходить полоса. Ролик 7 смонтирован так, что он может вращаться вокруг оси, расположенной радиально в камерэе 2, и удерживаться блоком 8, неподвижно закрепленным на корпусе 1. 5ежду роликом 7 и выходным отверстим находится регулир уемая рхшиковая онструкция 9, которая включает держатель 1О, смонтированный с возможностью глового перемещения в отверстии 11, ьтолненным в стенке корпуса 1. Отвертие 11 соединяется с камерой 2. В асширенной области камеры 2, выступающей от отверстия 11, расположены второй и третий рсмтики 12 и 13.Ось отвер стия 11 расположена в основном, радиально относительно камеры 2, оцнако он наклонена вверх под небольшим углом к плоскости камеры 2. Оси роликов 12 и 13 параллельны оси отверстия 11 и так же образом наклонены относительно плоск сти камеры 2. Держатель 10 включает выполненный с ним за одно целое вые- туп 14, который имеет маркировочную линию 15, взаимодействующую со шкалой 16, нанесенной на наружную поверхность стенки корпуса 1. Зажимной винт 1 выступает через дуговую прорезь 18 в выступе 14 и зацепляется с корпусом 1 С помощью винта 17 устанавливается угловое положение держателя 10 и роли ков 12 и 13 относительно корпуса. Оси роликов 12 и 13 (фиг. 2 и 3) расположены на расстоянии и независимо друг от друга в направлении, перпендикулярном плоскости камеры 2, а диамет ры роликов 12 и 13 таковы, что между ними существует зазор 19. Установка зазора 19 в плоскости движения полосы 4 и установка под углом держателя внутри отверстия 11 определяют степен отклонения полосы 4, которая проходит поверх ролика 7 и через зазор 19 между роликами 12 и 13. Так, наличие зазора 19 в плоскости поступающей полосы при расположении плоскости оси роликов 12 и 13 перпендикулярно к полосе не вызьшает отклонение полосы. Полоса может отклониться только при наклоне зазора 19 посредством наклона осей роликов 12 и 13 к плоскости каме ры 2. Способ осуществляется следующим образом. Зазор 19 устанавливают под уровнем поступающей полосы, и она- должна про- .ходить над роликом 17, а затем вниз между роликами 12 и 13. Креме того, блок 10 устанавливают в отверстии 11 так, что плоскость осей ролиусов 12 и 13 наклонена к плоскости полосы предпочтительно под углом 90, Действительное отклонение зависит от физической природы полосы 4 (в одном из примеров плос кость осей роликов 12 и 13 находится под углом 86, плоскости полосы). Ролики 12 и 13 не зацепляют всю шири ну полосы, а работают только на ее непрерывной части, от которой пальщ 1, определяющие пазы 5, выступают в бо,ковом направлении. 1 6О4 Если полоса движется вокруг каме ры 2, то она отклоняется сначала роликами 12 и 13, затем основанием каме ры 2 и, наконец, наклонной поверхно- стью 6. Деформация полосы, которая имеет место при ее проходе через шпулю, придает ей вид свернутой спирали при выходе ее из выходного отверстия камв« ры 2, установленного так, что спираль имеет естественный наклон, образуемый из-за присущей ей упругости, в напра&. лении движения витков свернутой, полосы друг к другу. Таким образом, полоса, выходящая из выходного отверстия камеры 2, переходит в легко регулируемую катущку, витки которой находятся в контакте друг с другом, благодаря присущей им упругости. Заранее произвести установку ролаков 12 и 13 и определить их расположение относительно оставшейся части шпули, что требуется при свертывании определенного типа полосы, невозможно. Для различного типа полос это легко определяют экспериментальным путем. Хотя основная роль в деформации полосы принадлежит роликам 12 и 13, необходимый обжим в свернутой полосе достигается благодаря отклонению полосы основанием камеры 2 (после отклонения ее роликами 12 и 13) и затем . наклонной поверосностью 6. Для облегчения регулировки зазора между роликами 12 и 13 первый из них смонтирован с эксцентриситетом на эле- движению ролика 12 относительно ролика 13. Элемент, который является несущим для ролика 13, установлен с возмож ностью вращения на держателе 10. В одной Ез модификаций устройства держатель 10 отсутствует и ролик 12 поддерживается подвижным рычагом, закрепленным с возможностью регулировки на корпусе щпули. Ролик 13 неподвижен, и движение рычага регулирует и зазор между роликами, и степень наклона полосы, вызываемой роликами 12 и 13. У механизма для подачи полосы в камеру 2 установлено измерительное устройство для измерения длины подаваемой полосы. После прохождения опреае« ленной длины полосы через подающее уст ройство подача прекращается на короткий промежуток времени, срабатывает отрезное устройство, примыкающее к выходному отверстию камеры 2, и спирально намотанная катушка отделяется, причем далее она движется или на склад, или к
51011О60«
оборуаованию для преобразования свер Предлагаемый способ иагоговления
нугой в спираль полосы в пластинчатыймагнитопровода сгатора позволяет упроо
статор.тить технологический прЪаесс.
jlz/L
0fff.J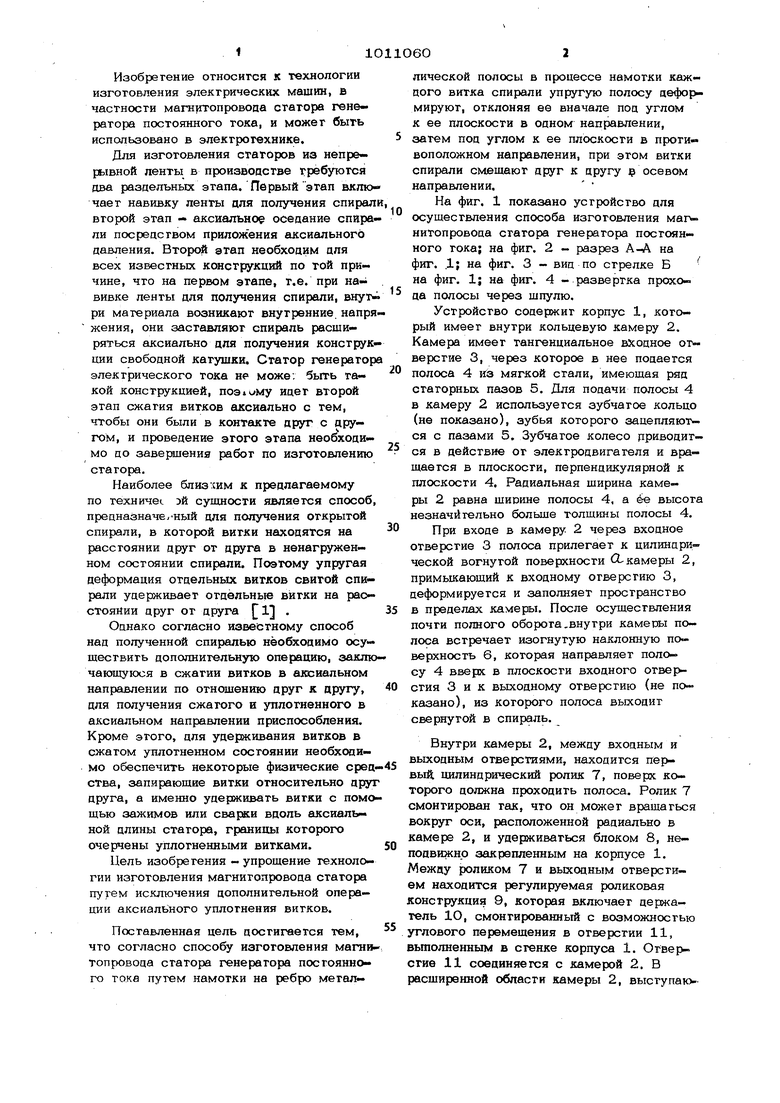
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки ленточных магнитопроводов электрических машин | 1972 |
|
SU778720A3 |
| ВСЕСОЮЗНАЯ.ПАТЕВТНО-ТаВГ;" | 1971 |
|
SU301937A1 |
| Станок для тороидальной намотки статоров | 1986 |
|
SU1417053A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| Способ изготовления трубчатых изделий и устройство для его осуществления | 1978 |
|
SU917688A3 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| Устройство для сварки трением | 1972 |
|
SU487480A3 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| Устройство для обработки рулонного материала | 1985 |
|
SU1266821A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА СТАТОРА ГЕНЕРАТОРА постояннее ТСЖА путем намотки на ребро металличессой полосы, отлвчаюшнйся. тем, что, с целью упрощения технологии взготбвле ния магнитопровоаа статора, в прооесое намотки кажаого витка спирали упругую полосу аеформируют, отклоняя ее внача, ле поп утлом к ее плоскости в рпном направлении, затем поп углом к ее пло скостн в противоположном направ лении, при этом витки спвралн сме щают друг к яругу в осевом направлении...
