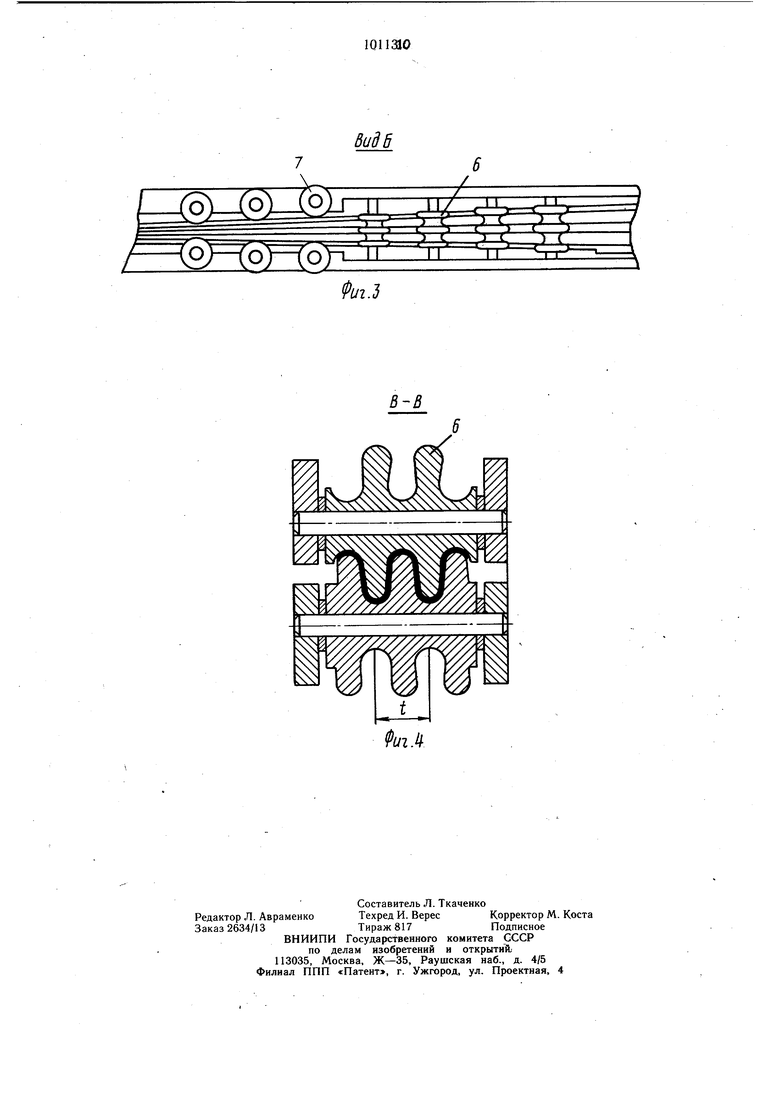
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гибких металлических рукавов из профилированной ленты. Известно устройство для изготовления гофрированных металлорукавов из ленты, содержаш,ее механизмы гофрирования ленты и свертки в трубу 1. Однако технологические возможности известного способа ограничены, в частности глубиной гофров, определяющей гибкость изготавливаемых рукавов. Цель изобретения - расширение технологических возможностей путем увеличения глубины гофров. Поставленная цель достигается тем, что устройство для изготовления гофрированных металлорукавов из ленты, содержащее механизмы продольного гофрирования ленты и свертки ее в трубу, снабжено узлом сближения гофров, размещенным между упомянутыми механизмами и выполненным в виде ряда роликов с ребрами, установленных на параллельных горизонтальных осях и образующих калибр, и ряда боковых профилированных роликов, установленных вертикально и симметрично оси подачи, при этом шаг ребер роликов и расстояние между вертикально установленными роликами уменьшается в направлении подачи. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1. Устройство для изготовления гибких металлических рукавов состоит из механизма гофрирования ленты с приводными формующими роликами 1, механизма свертки 2 ленты в трубу с гибочными роликами 3, сварочной головки 4, тянущих роликов 5 и узла сближения гофров, расположенного между механизмами гофрирования и свертки. Механизм сближения гофров выполнен в виде роликовой проводки, включающей в себя горизонтальные 6 и вертикальные 7 пары профилированных роликов. Расстояние между верщинами ребер t горизонтальных роликов и расстояние между осями Т вертикальных роликов постепенно уменьшается в направлении подачи ленты. Вертикальные ролики имеют регулировочные винты 8. Устройство работает следующим образом. Металлическая лента 9 гофрируется в нескольких парах приводных формующих роликов 1, и поступает в механизм сближения гофров. Горизонтальные ролики 6, образуя суживающийся калибр, постепенно сближают верщины и впадины гофров до определенной величины. Стенки гофров при этом остаются почти параллельными. Для получения окончательно сближенного профиля гофров ленту с параллельными гофрами пропускают через ряд вертикальных роликов 7. Спрофилированная лента подается в механизм свертки, где с помощью гибочных роликов 9 и тянущих роликов 5 сворачивается в спираль по диаметру будущего рукава и сваривается встык непрерывной аргоно-дуговой импульсной сваркой. Условно-годовой экономический эффект от использования данного устройства на специализированном предприятии составляет свыше 50 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| Способ изготовления сильфонов и устройство для его осуществления | 1982 |
|
SU1094647A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1980 |
|
SU882682A1 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| Автомат для изготовления негерметичных металлорукавов из ленты | 1987 |
|
SU1558526A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ РУКАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071394C1 |
| Устройство для изготовления гофрированной ленты | 1977 |
|
SU789186A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ МЕТАЛЛОРУКАВОВ из ленты, содержащее механизмы продольного гофрирования ленты и сверт ки ее в трубу, отличающееся тем, что, с целью расширения технологических возможностей путем увеличения глубины гофров, оно снабжено узлом сближения гофров, размещенным между упомянутыми механизмами и выполненным в виде ряда роликов с ребрами, установленных на параллельных горизонтальных осях и образующих калибр, и ряда боковых профилированных роликов, установленных вертикально и симметрично оси подачи, при этом шаг ребер роликов и расстояние между вертикально установленными роликами уменьшается в направлении подачи. (Л со
| I | |||
| Патент США № 3340901, кл | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
