Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления негерметичных металлорукавов из спрофилированной ленты.
Целью изобретения является повышение производительности и надежности.
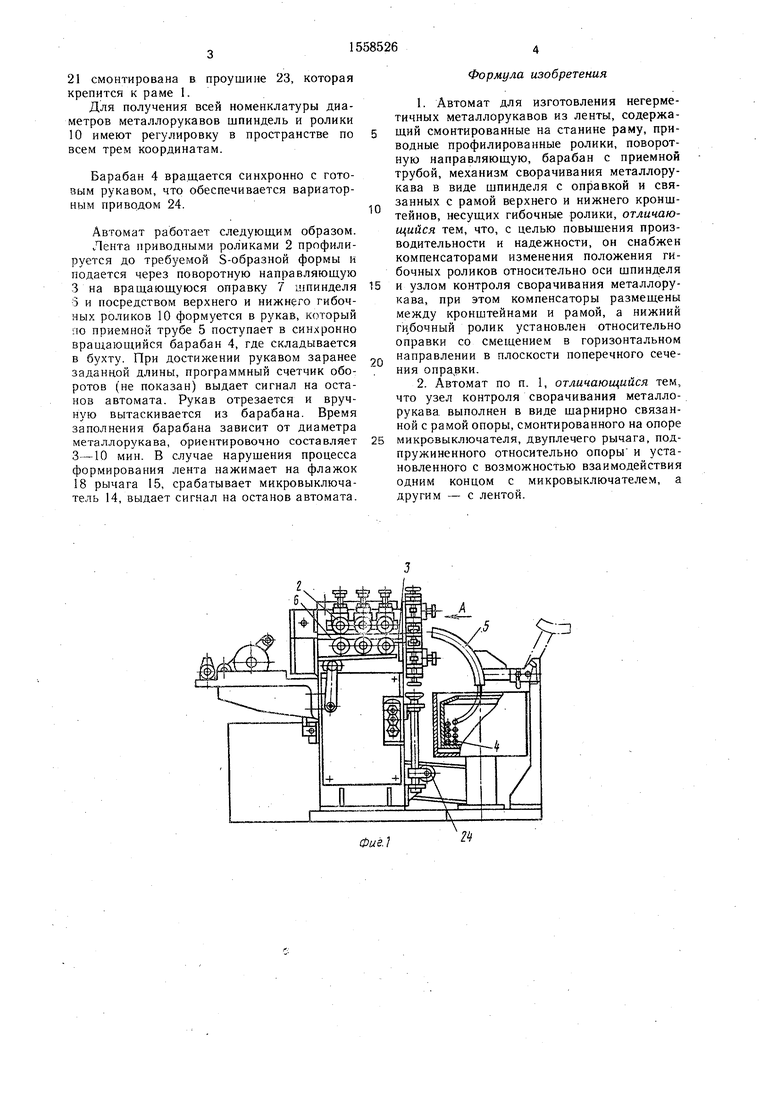
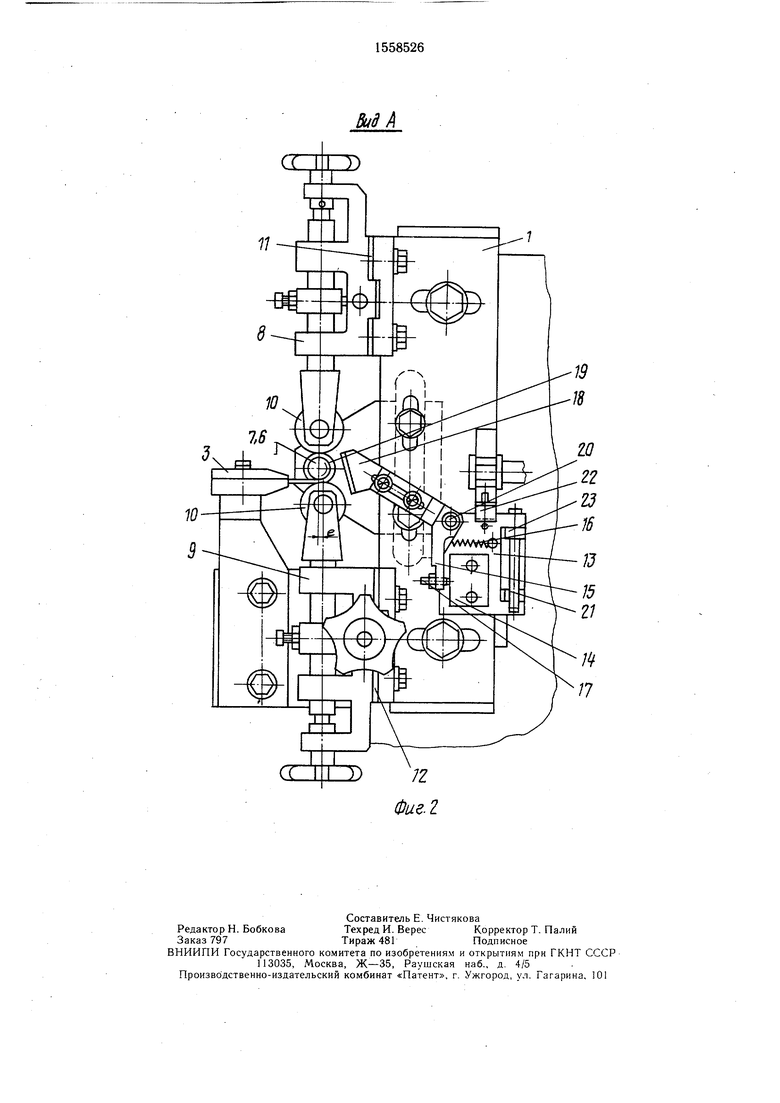
На фиг. 1 изображен автомат для изготовления металлорукавов, общий вид; на фиг. 2 - вид А на фиг. 1.
Автомат для изготовления негерметичных металлорукавов из ленты содержит смонтированные на станине раму 1, приводные профилированные ролики 2, поворотную направляющую 3, барабан 4, приемную трубу 5, механизм свертывания металлорукавов в виде шпинделя 6 с оправкой 7, сочлененных с рамой 1 верхнего 8 и нижнего 9 кронштейнов с гибочными роликами 10, компенсаторы 11 и 12 для изменения положения гибочных роликов 10 относительно оси шпинделя 6. Эксцентричное расположение гибочных роликов 10 качественно улучшает условия и устойчивость процесса
завивки, позволяет значительно повысить скорость подачи ленты (производительность).
Величина эксцентриситета зависит от дна- метра изготавливаемого рукава, ориентировочно равна мм.
Автомат снабжен механизмом контроля завивки металлорукава, выполненным в виде шарнирно сочлененной с рамой 1 опоры 13 со смонтированными на ней микровыключателем 14 и двуплечим рычагом 15, подпружиненным относительно опоры 13 пружиной 16. Рычаг 15 взаимодействует одним концом через регулировочный винт 17 с микровыключателем 14, а другим - через флажок 18 с подаваемой лентой 19 и установлен на оси 20. Опора 13 со смонтированным на нем устройством контроля завивки на время наладки металлорукава может откидываться из зоны оправки 7 поворотом вокруг оси 21, отжав предварительно фиксирующую защелку 22. Ось
21 смонтирована в проушине 23, которая крепится к раме 1.
Для получения всей номенклатуры диаметров металлорукавов шпиндель и ролики 10 имеют регулировку в пространстве по всем трем координатам.
Барабан 4 вращается синхронно с готовым рукавом, что обеспечивается вариатор- ным приводом 24.
Автомат работает следующим образом.
Лента приводными роликами 2 профилируется до требуемой S-образной формы и подается через поворотную направляющую 3 на вращающуюся оправку 7 шпинделя 5 и посредством верхнего и нижнего гибочных роликов 10 формуется в рукав, который ло приемной трубе 5 поступает в синхронно вращающийся барабан 4, где складывается в бухту. При достижении рукавом заранее заданной длины, программный счетчик оборотов (не показан) выдает сигнал на останов автомата. Рукав отрезается и вручную вытаскивается из барабана. Время заполнения барабана зависит от диаметра металлорукава, ориентировочно составляет 3-10 мин. В случае нарушения процесса формирования лента нажимает на флажок 18 рычага 15, срабатывает микровыключатель 14, выдает сигнал на останов автомата.
0
0
5
Формула изобретения
1.Автомат для изготовления негерметичных металлорукавов из ленты, содержащий смонтированные на станине раму, приводные профилированные ролики, поворотную направляющую, барабан с приемной трубой, механизм сворачивания металлорукава в виде шпинделя с оправкой и связанных с рамой верхнего и нижнего кронштейнов, несущих гибочные ролики, отличающийся тем, что, с целью повышения производительности и надежности, он снабжен компенсаторами изменения положения гибочных роликов относительно оси шпинделя и узлом контроля сворачивания металлорукава, при этом компенсаторы размещены между кронштейнами и рамой, а нижний гибочный ролик установлен относительно оправки со смещением в горизонтальном направлении в плоскости поперечного сечения оправки.
2.Автомат по п. 1, отличающийся тем, что узел контроля сворачивания металлорукава выполнен в виде шарнирно связанной с рамой опоры, смонтированного на опоре микровыключателя, двуплечего рычага, подпружиненного относительно опоры и установленного с возможностью взаимодействия одним концом с микровыключателем, а другим - с лентой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕГЕРМЕТИЧНЫХ МЕТАЛЛОРУКАВОВ ИЗ ЛЕНТЫ | 2001 |
|
RU2198048C2 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| Способ изготовления металлических рукавов из ленты | 1987 |
|
SU1503922A1 |
| Линия для изготовления кольцевых профилированных деталей из ленты | 1982 |
|
SU1123764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| ГИБОЧНОЕ УСТРОЙСТВО | 1992 |
|
RU2067509C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Устройство для формирования мотков ленточного материала | 1984 |
|
SU1175843A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления негерметичных металлорукавов из профилированной ленты. Цель изобретения - повышение производительности и надежности. Автомат содержит раму, приводные профилирующие ролики, поворотную направляющую, барабан с приемным лотком, механизм сворачивания металлорукава в виде шпинделя с оправкой и гибочными роликами. Автомат снабжен компенсаторами положения гибочных роликов, а также устройством контроля свертывания металлорукавов. С помощью компенсаторов добиваются определенного эксцентричного положения гибочных роликов в зависимости от диаметра изготавливаемого металлорукава. Узел контроля сворачивания металлорукава контролирует процесс сворачивания и срабатывает при отходе ленты от оправки. 1 з.п.ф-лы, 2 ил.
Фие
11
| Каталог фирмы Wofios с выставки «Станки ФРГ, 1986. |
