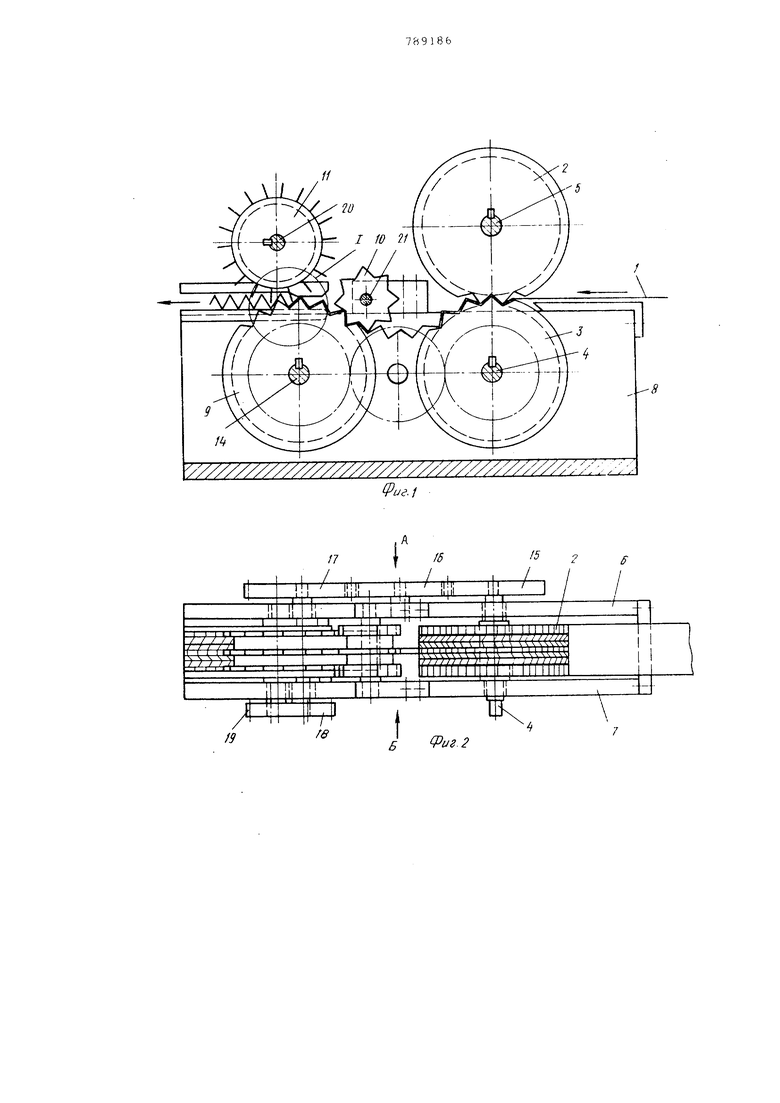
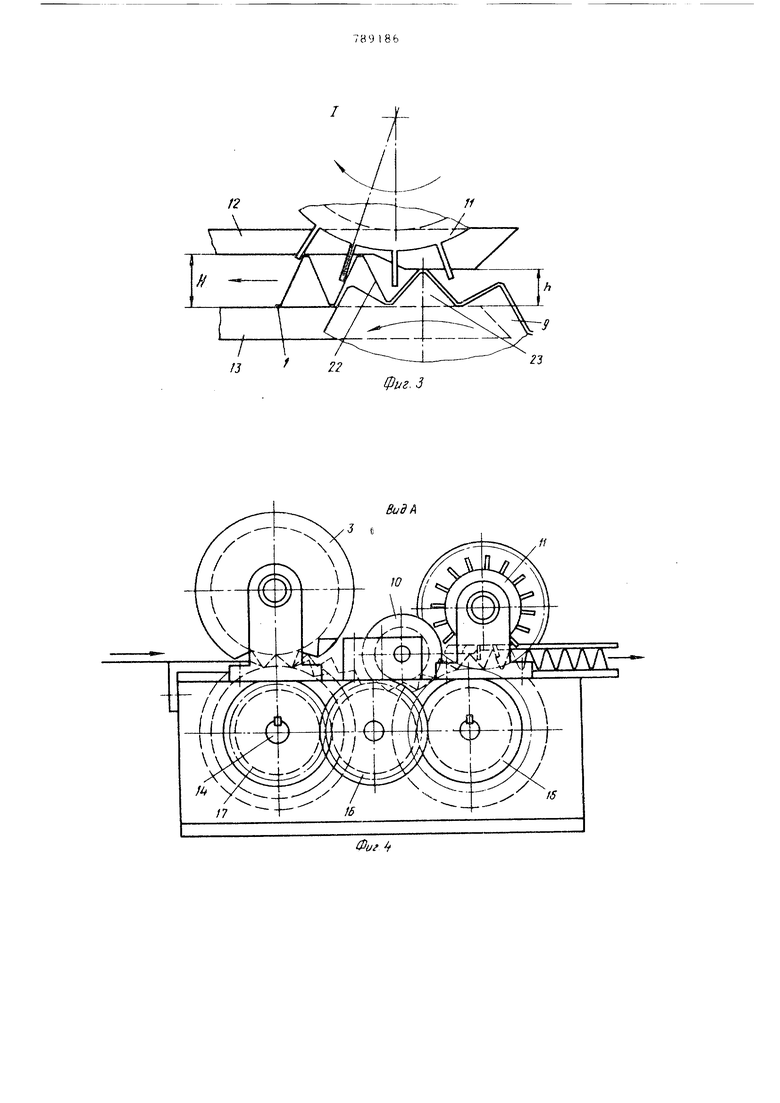
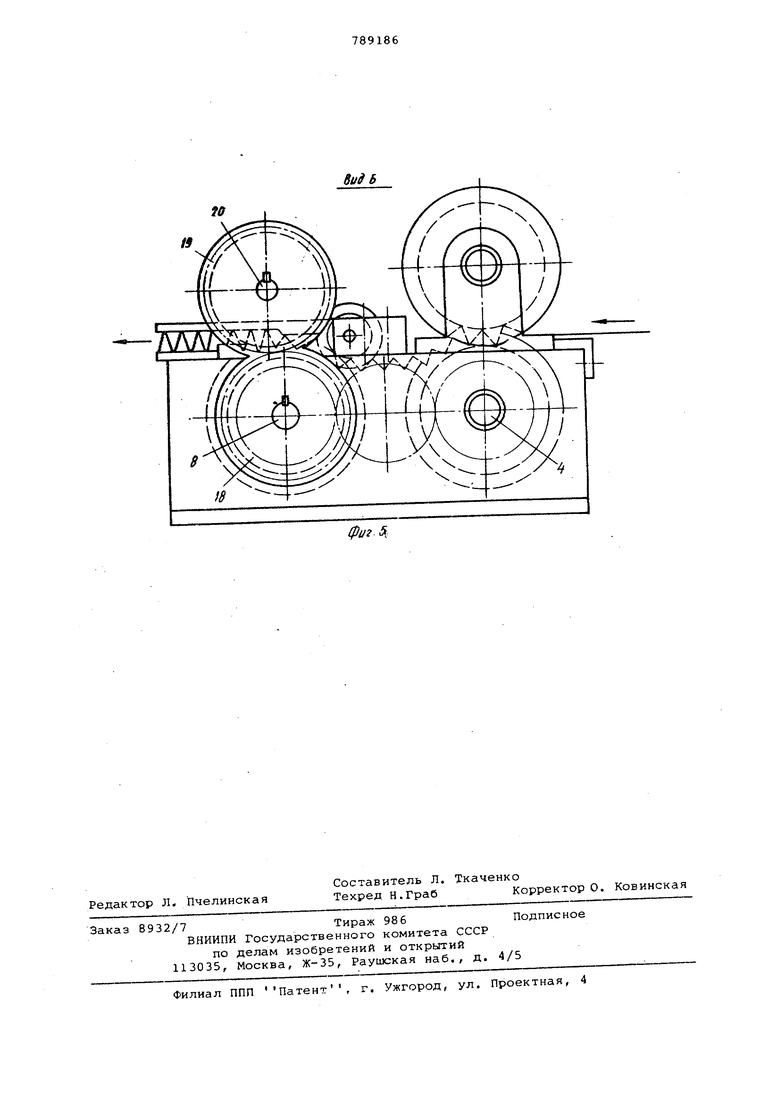
Устройство относится к обработке металла давлением,в частности к обор дованию для гофрирования листового материала. Известно устройство для изготовле ния гофрированной металлической ленты, содержащее механизмы предварител ного гофрирования, окончательного гофрирования и отрезки. Механизм предварительного гофрирования содержит пару формовочно-гибочных роликов которые предварительно сформованную ленту подают на механизм окончательного гофрирования, состоящий из блока сближения гофров и блока растягивания-калибровки 1. Недостатком этого устройства явля ется то, что предварительно сформова ная лента, собираясь на блоке сближе ния гофров может искажать форму их выступов. Кроме того, растяжение гоф ров может быть нестабильным из-за неоднородности различных участков ленты, что ведет к смятию гофров, не попадающих под калибровочные зубья. Наиболее близким к предлагаемому является устройство для изготовления гофрированной ленты с высотой гофров :1ревыи,ающей их шаг, содержащее зуб|)тые раоочие ролики для формовки и предварительного гофрирования и Mex.sнизм окончательного гофрирования в виде направляющих и сближения, имеющего зубчатые подающие реплики, профиль KOTOpiJx соответствует профи.л;.; формующих, и калибрующие шнеки 2. Недостаток устройства состоит в том, что калибровочные шнеки заходят внутрь впадин вдоль гофров, что делает невозможным изготовление гофрированной ленты, на гофрах которой Biiiполнены жалюзи. Цель изобретения - возможность изготовления гофров с жалюзи. Поставленная цель достигается тем, что направляющие выполнены состояии1ми из двух последовательных участков, высоты которых соответствуют высоте i-офров после предварительного гофрирования и высоте гофров после окончательного гофрирования, а узел сближения выполнен в.виде лопаточного ролика, ось которого смещена в сторону выхода ленты относительно оси одного из подающих роликов на paccTOHFUie не менее шага гофров,а количество лопаток соответствует количеству зубьев упомянутого подающего ролика. На фиг. 1 показано устройство, вид;на фиг. 2 - то же,в ид сверху; на фиг. 3 - узел сближения в рабочем положении; на фиг. 4 - вид Л н фиг. 2; на фиг. 5 - вид Б на фиг, 2. Устройство для гофрирования лент 1содержит механизм формировки и пре варительного гофрирования, который с тоит из роликов 2 и 3, вращающихся н валах 4 и 5, укрепленных в стойках 6 и 7 станины 8; механизм окончательно .г офрирования, который состоит из под ющих роликов 9 и 10, с зубьями,COOTветствующими по форме зубьям роликов 2и 3 лопаточного ролика 11, ось которого смещена в сторону выхода ленты относительно оси ролика 9 на вели чину не менее одного шага гофров; верхнюю 12 и нижнюю 13 направляющие, причем верхняя направляющая 12 выпол нена ступенчатой и образует вместе с нижней участок с высотой, соответствующей высоте гофров предварительного гофрирования и участок с высотой, соответствующей высоте гофров окончательного гофрирования , а также отрезной механизм (не показа Приводной вал 14 механизма окончательного гофрирования приводится в вращение от приводного вала 4 через шестерни 15, 16 и 17. Валы 4 и 14 вращаются с одинаковой угловой скоростью. Вал 14 через шестерни 18 и 19 вра щает вал 20, на котором установлен лопаточный ролик 11. Ролик 10 посажен на ось 21 и приводится во вращение от ролика 9. Устройство работает следующим образом. Пропускают ленту 1, через ролики 2 и 3 где она окончательно формуется и предварительно гофрируется. Затем лента поступает в зазор между роликами 9 и 10, подается ими на участок направляющих с малым зазором, длина которого не менее двух шагов гофров. Гофр 22, выходящий с этого участка, затормаживается лопатками ролика 11, которые имеют окружную. скорость меньшую, чем окружная скорость зубьев ролика 9. При этом уменьшается шаг гофров и увеличивается его высота. Гофр 23, благодаря наличию ролика 10, а также тому, что он находится на участке нaпpaв яющиx с высотой, соответствующей его высоте, не смещается назад, чем обеспечивается стабильность шага.Сжончатель {о сгофрированная с заданным шагом лента поступает на отрезной механизм. Предлагаемое устройство обеспечивает получение глубоких гофр со стабильным мелким шагом из ленты, изготовленной из высокопластичных материалов, например алюминия, не требует очень сложной наладки и постоянного контроля за формированием гофров ленты. Формула изобретения Устройство для изготовления гофрированной ленты с высотой гофров, . превышающей их шаг, содержащее зубчатые рабочие ролики для формовки и предварительного гофрирования и механизм окончательного гофрирования в виде направляющих и узла сближения, содержащего зубчатые подающие ролики, профиль которых соответствует профилю формующих, отличающееся тем, что, с целью возможности изготовления гофров с жалюзи, направляющие выполнены состоящими из двух последовательных участков , высоты которых соответствуют высоте гофров после предварительного гофрирования и высоте гофров после окончательного гофрирования, а узел сближения выполнен в виде лопаточного ролика;ось которого смещена в сторону -выхода ленты относительно оси одного из подающих роликов на расстояние не менее шага гофров, а количество лопаток соответствует количеству зубьев упомянутого подающего ролика. Источники информации, принятые во внимание при экспертизе 1.Патент США 3318128, кл. 72/187, 1967, 2.Авторское свидетельство СССР 204288, кл. В 21 D 13/04, 1965 (прототип). 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1058674A2 |
| Устройство для окончательного формообразования гофрированной ленты | 1982 |
|
SU1082519A1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1808442A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ ПЛАСТИН АЛЮМИНИЕВОГО РАДИАТОРА | 1999 |
|
RU2164187C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПЛАСТИН из ЛЕНТЫ | 1967 |
|
SU204288A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Линия для непрерывного формования профильных изделий из листовой заготовки | 2021 |
|
RU2782195C1 |
| Устройство для изготовления сотовых блоков | 1975 |
|
SU616013A1 |
| Устройство для изготовления гофрированных лент для теплообменников | 1983 |
|
SU1106565A1 |
17
JUL ,, i
-FHF
5
r
/
15
15
4-J-M.
Т
I
ffi
11J11 TT
Й
ts
.
